Heller维修手册 - 第55页
52 介绍 1 . 序列号标牌位于上壳的后部。 标 牌上列出了回流炉型号、电压和最大电流负载。 另外,回流炉的多种参 数也包含在序列号之中。详细说明参见 图 1 。 图 1 序列号中的所有字符和符号的含义说明如下: MM 回流炉制造的月份 YY 回流炉制造的年份 L 加热区代码 # 绝缘代码 C 控制器类型 # 叶轮类型 T 回流炉类型 # 助焊剂管理系统 XXXXX 客户订单编号 0 # 生产地 上壳 基座
51
标准和可选设备操作指南
52
介绍
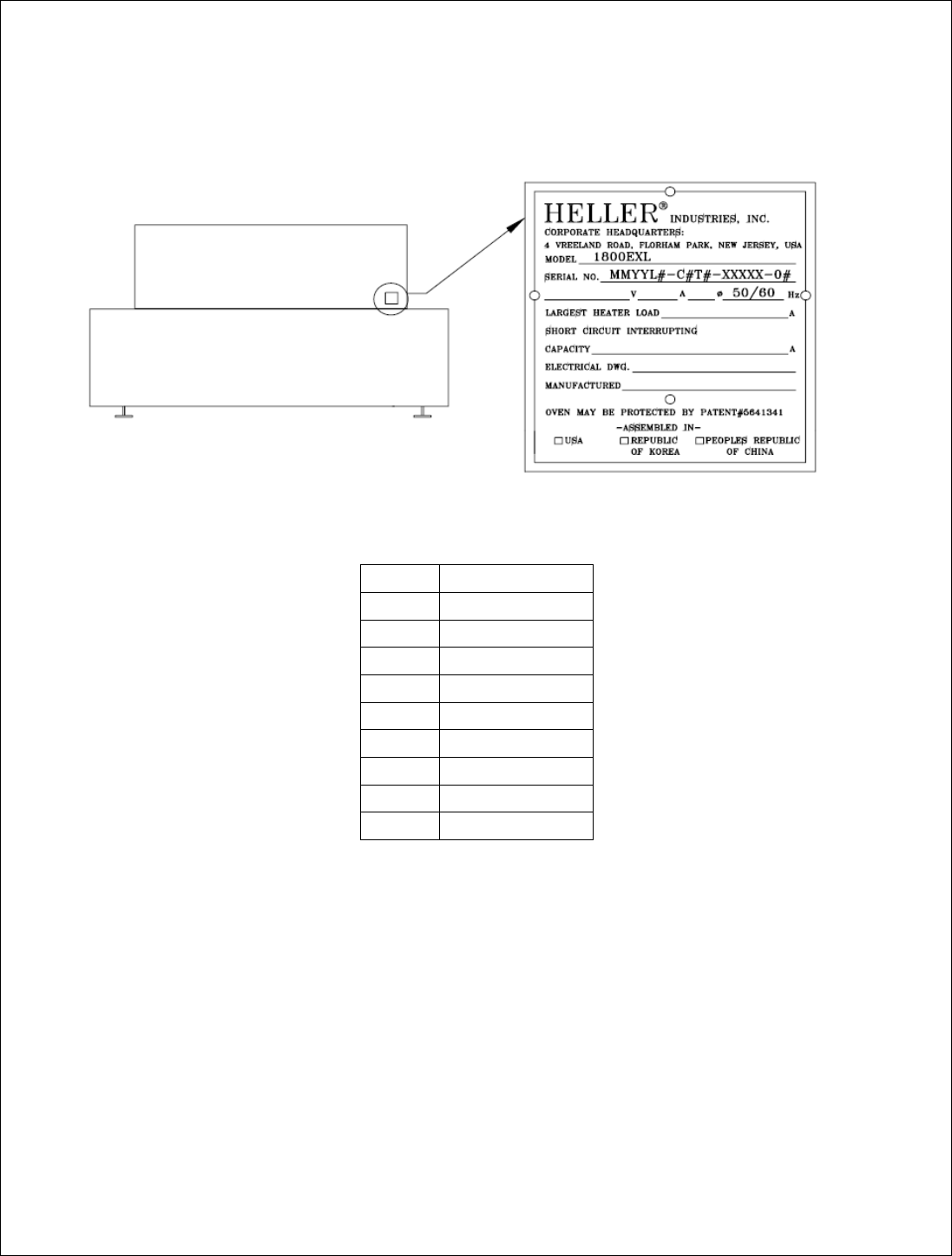
1. 序列号标牌位于上壳的后部。标牌上列出了回流炉型号、电压和最大电流负载。另外,回流炉的多种参
数也包含在序列号之中。详细说明参见
图
1。
图
1
序列号中的所有字符和符号的含义说明如下:
MM
回流炉制造的月份
YY
回流炉制造的年份
L
加热区代码
# 绝缘代码
C
控制器类型
# 叶轮类型
T
回流炉类型
# 助焊剂管理系统
XXXXX
客户订单编号
0# 生产地
上壳
基座
53
I.惰性气氛系统与选项
A.特征与控制
如果回流炉配有氮气惰性气氛,容量为 100PSI(6.8 个大气压)和 2000SCFH(56m
3
/小时)的氮气供应
管路应连接至氮气输入口。该管路应采用配有 1/2”NPT 接头的 3/4”铜管或同等管件。氮气应从最低纯度为含
氧量 5-10 PPM 的低温气源中以气态供应。
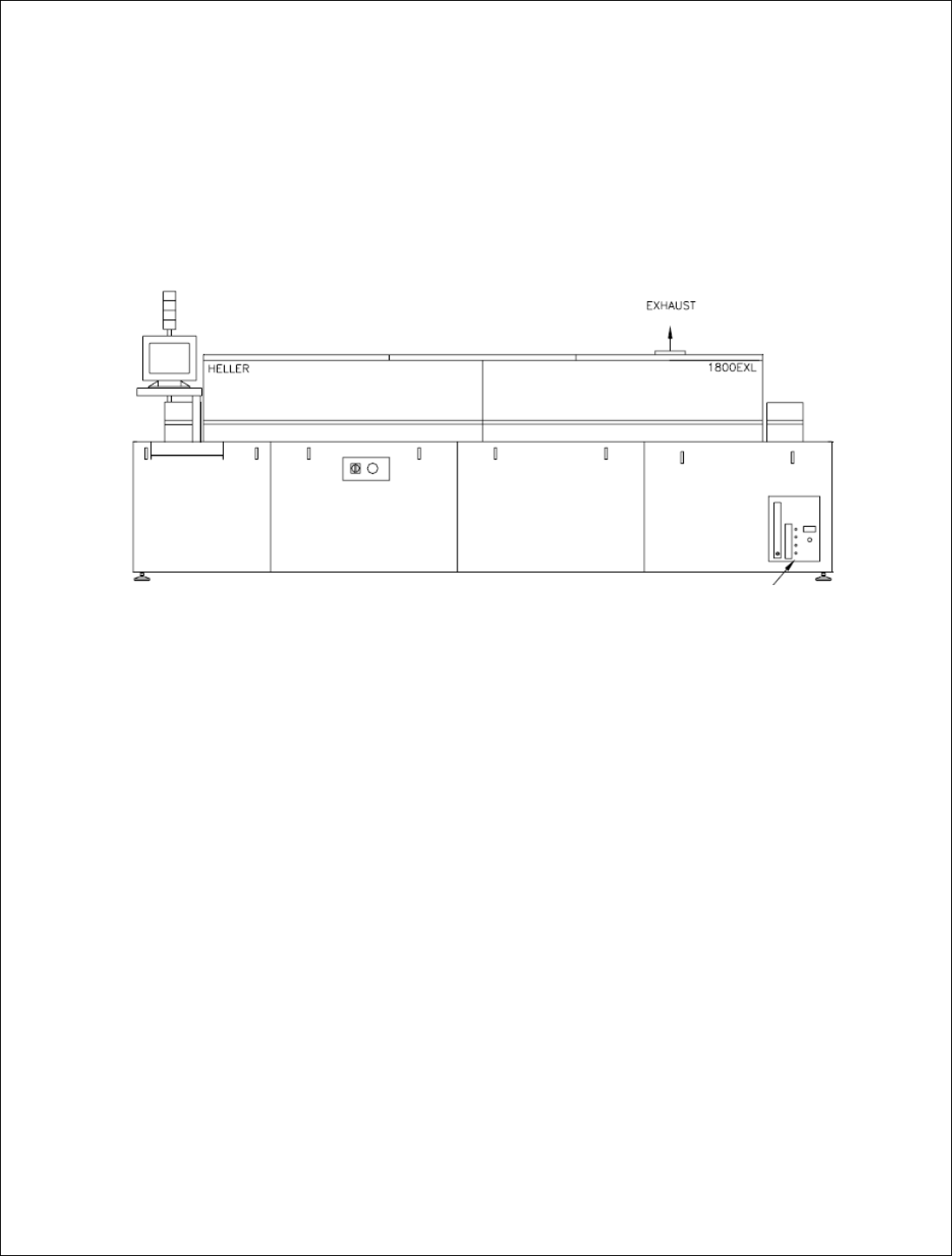
Heller 回流炉系统采用单个的 1800SCFH(51m
3
/小时)流量计,以控制回流炉中氮气供应的速度(参见
图
2)。
排气管
氮气控制器位于回流炉的出口端
图
2
采用毛刷和柔性气氛挡板使通道的开口最小。应调节上挡板的高度使之尽可能低,但是不要接触到在回
流炉进口端的电路板。在回流炉出口端可以调节到与电路板接触,但不要阻碍其行进。通道开口大小对氮气
的消耗量具有显著影响。较小的开口可以降低氮气消耗率。电路板的宽度也会影响氮气的消耗量。对于较窄
的电路板,维持理想的氧气 PPM 水平所需的氮气较少。
回流炉工作时要求的氧气 PPM 水平很大程度上取决于焊膏中使用的助焊剂类型。应准确依照焊膏制造商
对温度曲线和氮气水平的指导说明。对于大多数应用,可以接受 100-200PPM。有些应用则可能高达
1000PPM。
下一节举例说明处理 6”(15 厘米)宽电路板的回流炉获得的流速和氧气 PPM 水平。更大的电路板将在
一定程度上需要更大的流速。