Heller维修手册 - 第64页
61 设定最低速度和最高速度微调电位计之 后,设置带速设定点= 90 厘米 / 分钟,并观察 OP %应在 48 %左右。如果不是,则再次调节最低速度和最高速度设定值 。 完成速度调节后,以不同速度测试输送带系统,并将计算值与计算机设定值相比较。 III、 电 流限值调节。 (仅适 用于无离 合器操作系 统) 应仅在最低和最高速度调节完成后执行该校准。 传输力的理想 阈值是 30 至 40 英寸磅 。 这 是使得传输电动机控制器停止(电…
60
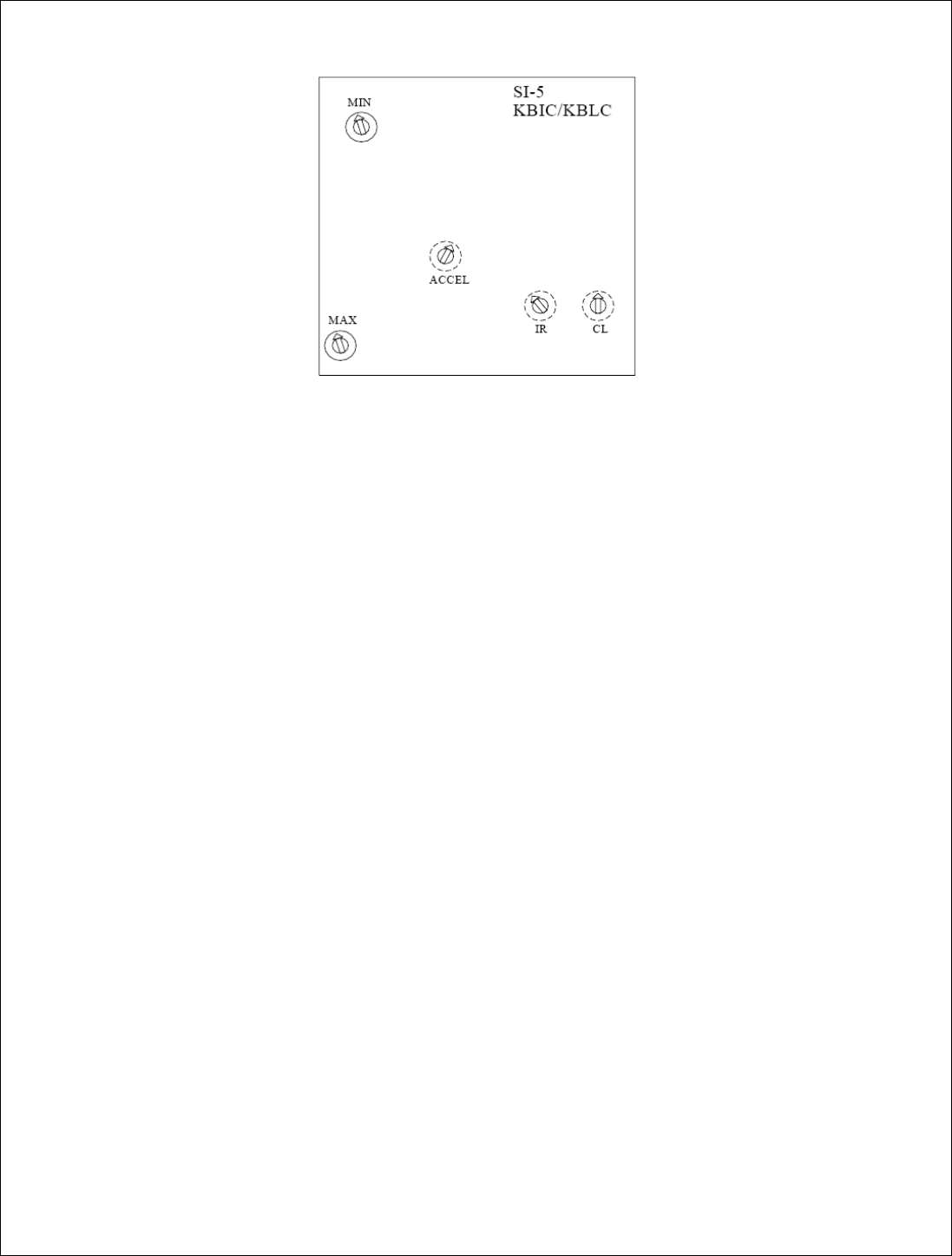
在开始所有调节之前,检查确认控制器上的“ACCEL”微调电位计转至 1 点钟位置,“IR”微调电位计
转至 10 点钟位置,“CL”微调电位计转至 12 点钟位置(参见
图
7)。
电动机转速控制器
图
7
I、 最低速度调节。
A、 调节最高和最低速度微调电位计至最大设定值(顺时针满转),并调节电流限值微调电位
计(CL)至其调节范围的中间值(12 点钟位置)。
B、 设定可调节轨道宽度至样板宽度。(模板、边缘宽度板,等…)
C、 确认电动机控制器已接通电源。
D、 在软件应用程序中,将计算机控制速度的设定值置为 0 厘米/分钟。(零功率)
E、 观察输送带系统,注意系统中的任何移动。
F、 如果输送带系统在移动,沿逆时针方向缓慢调节最低速度微调电位计,直至输送带系统停
止移动。
G、 在软件应用程序中,将计算机控制速度的设定值置为 19 厘米/分钟。(~10%功率)
H、 观察输送带系统,检查系统中的移动。
I、 如果输送带系统未移动,沿顺时针方向缓慢调节最低速度微调电位计,直至输送带系统开
始移动。
J、 必要时重复以上步骤。
II、 最高速度调节。
仅在最低速度调节完成后才能执行该校准。
A、 在软件应用程序中,将带速设定点置为 188 厘米/分钟。缓慢调节最高速度微调电位计 PV
=188,OP=100%。从而顺时针(升高速度或降低 OP%)或逆时针(降低速度或升高 OP%)
调节最高速度微调电位计。
B、 将样板放在可调节输送带(EHC)和网带上,使用任意的参考标识,记录板速。将计算的
速度(距离/时间,单位:厘米/分钟)与计算机设定值相比较。(容差±1.2 秒)
C、 如果计算速度并非 188 厘米/分钟(等于 PV),检查回流炉系统设置向导中的带速控制参数
(
第
4
页
)。
D、 如果计算速度小于 188 厘米/分钟,而且最高速度微调电位计处于最大设定值,则更换电
动机转速控制器。
61
设定最低速度和最高速度微调电位计之后,设置带速设定点=90 厘米/分钟,并观察 OP%应在
48%左右。如果不是,则再次调节最低速度和最高速度设定值。
完成速度调节后,以不同速度测试输送带系统,并将计算值与计算机设定值相比较。
III、 电流限值调节。(仅适用于无离合器操作系统)
应仅在最低和最高速度调节完成后执行该校准。传输力的理想阈值是 30 至 40 英寸磅。这
是使得传输电动机控制器停止(电流限值)输送带系统所需的力。
A、 在软件应用程序中,将计算机控制速度的设定值置为 90 厘米/分钟。(50%功率)。
B、 对于无离合器操作,使用 10-100 英寸磅范围、3/8”口径的扭矩扳手,以及 5/8”开口
端、3/8”口径的开口扳手。设定扭矩扳手为 40 英寸磅。
C、 注意先出现哪种情况:输送带停止,或扭矩扳手指示 40 英寸磅。
D、 如果扳手在输送带停止之前指示,逆时针转动微调电位计,降低电流限值的阈值。
E、 如果输送带在扳手指示之前停止,则顺时针转动微调电位计,增加阈值。
F、 重复步骤 B 至 E,直至输送带速度设定值为 60 厘米/分钟时,扭矩扳手指示 35 至 40
英寸磅。
完成电流限值调节后,以不同速度测试输送带系统,检查是否测力计读数在 30 至 40 英寸磅的范
围之内。
VII.空气助焊剂收集选项
工作原理
作为选项,您的回流炉可能配有空气助焊剂收集系统。该系统收集炉内冷凝的助焊剂颗粒,最大限度地
减少助焊剂颗粒堆积在您的外部排气通风管道中。该系统允许助焊剂收集托盘的简单保养,降低了为去除助
焊剂而将收集模块从系统中取出的频率。系统的工作方式是通过紧邻着回流区安装的主排气管道吸出助焊剂
气体。中心吸气炉可能配有一到二个位于回流区之前的附加排气管道。
该系统利用一系列的冷凝冷却管,在将气氛送进您的外部排气通风管道之前,去除其中大部分的助焊剂
颗粒。助焊剂颗粒积聚在收集系统的内壁上,约二至三星期后形成晶体。这时,可以自动或手动启动冷凝系
统“更新循环”。这将助焊剂晶体加热至熔化温度,使之液化,然后排入可移除的收集托盘。该更新循环的
执行无需中断产品流。在更新循环过程中,加热的冷区温度必须设定在 140℃以上。如果这会影响产品曲线,
那么应在预定的没有产品在炉内的停机时间内进行更新循环。
根据实际的助焊剂消耗情况,收集托盘的容量可以保存三至六个月的助焊剂。更新循环频率(间隔)和
持续时间可以在回流炉系统设置向导中设定。根据从回流炉排出的载有助焊剂的空气温度,更新持续时间可
以在 50 分钟至 80 分钟之间。
62
助焊剂冷凝保养选项:
该选项有三种类型:定时(空气,Gen5)、配方(氮气,Gen5)和 Gen-9。
采用定时选项时,需要在设置向导中选择更新循环的间隔以及更新循环的持续时间。(参见“维护程序”,
第 XIII.A 节第
137
页
)
在总览屏幕上有一个“助焊剂冷凝手动模式”图表(参见
图
8)。使用该图表可以手动启动或停止更新循
环。在自动循环和配方模式中,手动模式无效。只有在操作模式中,当回流炉处于绿灯状态时,更新循环才
会启动,并运行预定的持续时间。
图
8
在手动更新循环过程中,在总览屏幕的右上角将出现以下信息“助焊剂冷凝器手动循环正在进行中”(参
见
图
9A)。在自动更新循环中,则将出现“助焊剂冷凝自动循环正在进行中”(参见
图
9B)。
图
9A
图
9B
根据实际的助焊剂消耗情况,收集托盘的容量可以保存三至六个月的助焊剂。允许每二至三星期执行一
次更新循环,不需要每次都打开系统并取出收集托盘。可以用溶剂清洗收集托盘并重复使用;或者简单地将
其与收集的助焊剂一起丢弃,代之以一套新的收集托盘。
系统部件(参见
图
10
和
11)
(J) “排气竖道”:位于回流区,可选预热区排气竖道。
(K) “吸风机排气箱”:位于回流区排气竖道上方,可选预热区。
(L) “绝热排气供给管”:从排气吸风机至助焊剂冷凝冷却组件,直径为三英寸(3”)【7.62 厘米】的
管道。
(M) “废气排出管”:从助焊剂冷凝冷却组件至回流炉排气口,直径为三英寸(3”)【7.62 厘米】的管
道。