Heller维修手册 - 第66页
63 ( N ) “助焊剂冷凝冷却组件” :位于上壳内部的后侧。 ( O ) “冷凝收集池” : 容纳可移除助焊剂收集托盘的一套收集箱。 ( P ) “冷凝冷 却管” :竖直放置,用于在更新循环过程中有效排液 的一套冷却管。 ( Q ) “助焊 剂收集托盘” :位于冷凝冷却组件的基座内部。 ( R ) “上部 冷凝冷却吸风机” :位于上壳,为冷凝冷却组件供应冷却空气。 ( S ) “下部冷凝冷却吸风机” :位于回流炉基座,为冷凝冷却组件…
62
助焊剂冷凝保养选项:
该选项有三种类型:定时(空气,Gen5)、配方(氮气,Gen5)和 Gen-9。
采用定时选项时,需要在设置向导中选择更新循环的间隔以及更新循环的持续时间。(参见“维护程序”,
第 XIII.A 节第
137
页
)
在总览屏幕上有一个“助焊剂冷凝手动模式”图表(参见
图
8)。使用该图表可以手动启动或停止更新循
环。在自动循环和配方模式中,手动模式无效。只有在操作模式中,当回流炉处于绿灯状态时,更新循环才
会启动,并运行预定的持续时间。
图
8
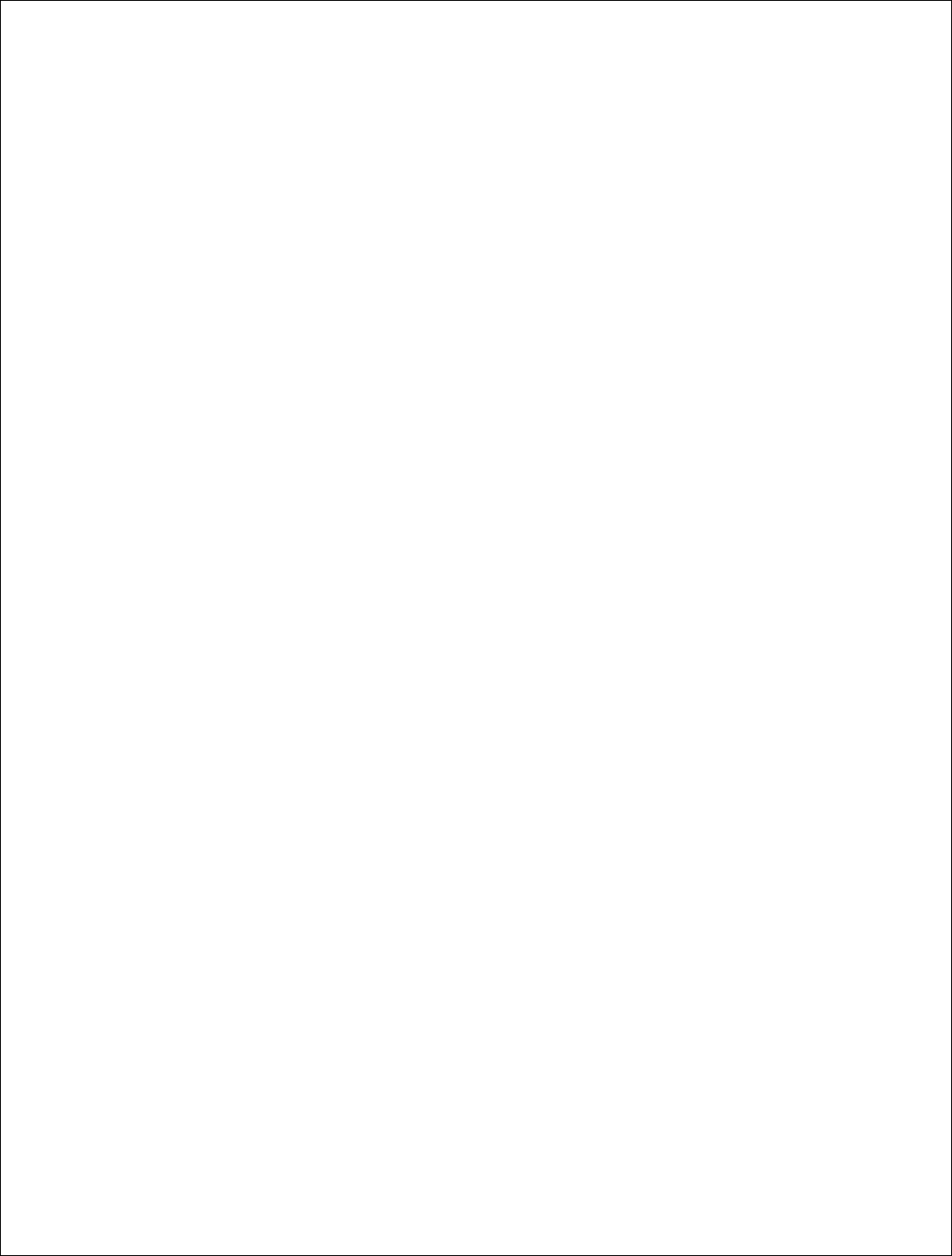
在手动更新循环过程中,在总览屏幕的右上角将出现以下信息“助焊剂冷凝器手动循环正在进行中”(参
见
图
9A)。在自动更新循环中,则将出现“助焊剂冷凝自动循环正在进行中”(参见
图
9B)。
图
9A
图
9B
根据实际的助焊剂消耗情况,收集托盘的容量可以保存三至六个月的助焊剂。允许每二至三星期执行一
次更新循环,不需要每次都打开系统并取出收集托盘。可以用溶剂清洗收集托盘并重复使用;或者简单地将
其与收集的助焊剂一起丢弃,代之以一套新的收集托盘。
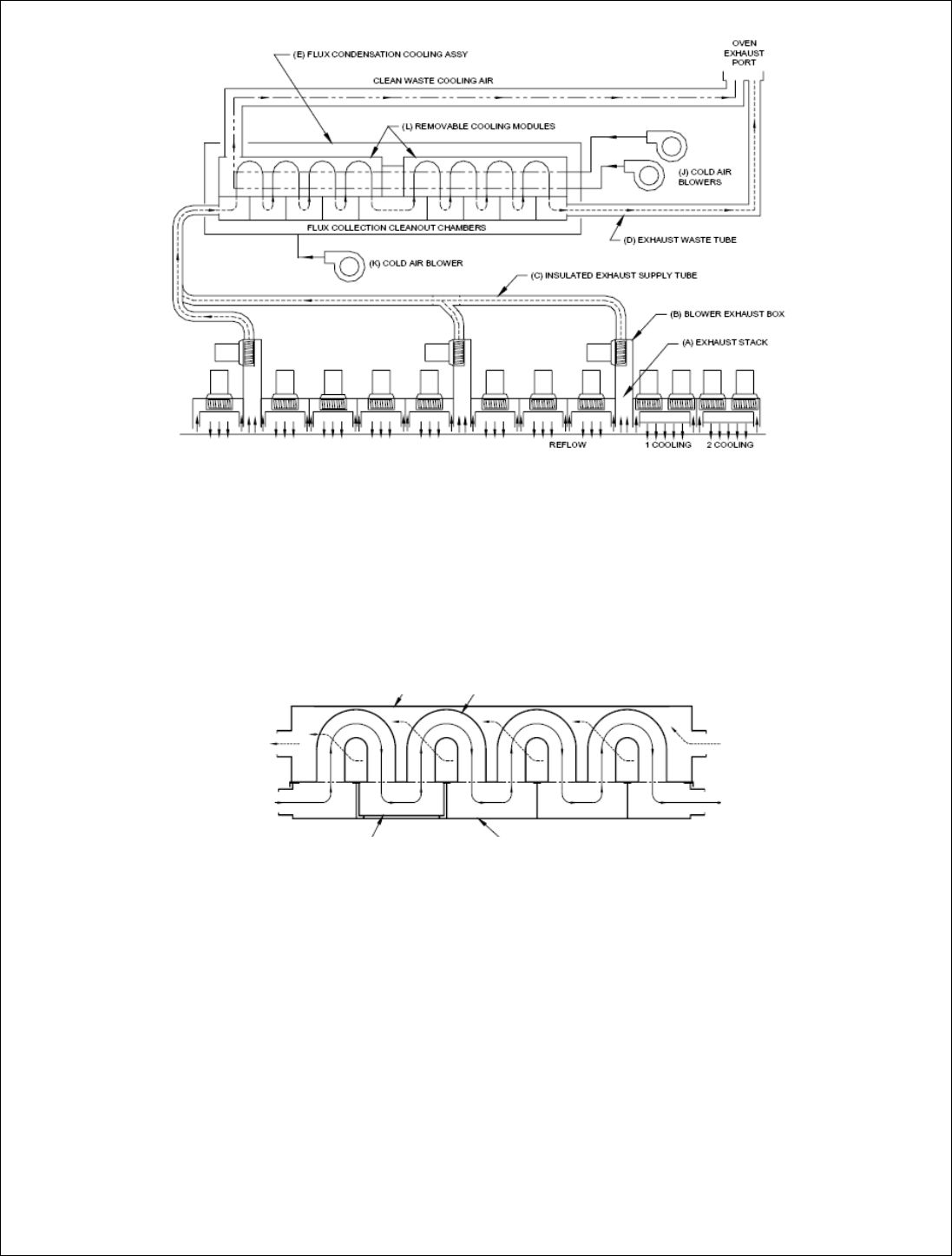
系统部件(参见
图
10
和
11)
(J) “排气竖道”:位于回流区,可选预热区排气竖道。
(K) “吸风机排气箱”:位于回流区排气竖道上方,可选预热区。
(L) “绝热排气供给管”:从排气吸风机至助焊剂冷凝冷却组件,直径为三英寸(3”)【7.62 厘米】的
管道。
(M) “废气排出管”:从助焊剂冷凝冷却组件至回流炉排气口,直径为三英寸(3”)【7.62 厘米】的管
道。
63
(N)
“助焊剂冷凝冷却组件”:位于上壳内部的后侧。
(O) “冷凝收集池”:容纳可移除助焊剂收集托盘的一套收集箱。
(P) “冷凝冷却管”:竖直放置,用于在更新循环过程中有效排液的一套冷却管。
(Q) “助焊剂收集托盘”:位于冷凝冷却组件的基座内部。
(R) “上部冷凝冷却吸风机”:位于上壳,为冷凝冷却组件供应冷却空气。
(S) “下部冷凝冷却吸风机”:位于回流炉基座,为冷凝冷却组件供应冷却空气。
(T) “可移除冷凝冷却模块”:位于助焊剂冷凝冷却组件内部。
部件功能:
· 回流炉中载有助焊剂的气体,通过排气竖管(B)上方的助焊剂收集箱吸风机,经由排气竖管(A)
排出。
· 助焊剂收集箱将载有助焊剂的气体经由直径3英寸的绝热管(C),传送至助焊剂冷凝冷却组件(E)
的进口处。
· 载有助焊剂的气体通过一系列的收集池(F)和冷却管(G)时,助焊剂将积聚在冷却管的内壁和收
集托盘(H)的内壁上。
· 安装在上壳后部内侧的两个外部吸风机(J)为冷却管外部供应冷却空气。安装在回流炉基座中的第
三个吸风机(K)为冷凝池供应冷却空气。
· 然后清洁的冷却气体经由直径3英寸的管道(D)排出至回流炉的外部排气口。
· 冷凝冷却模块(L)很容易取出,以便检查助焊剂的堆积情况,或更换助焊剂收集托盘。
64
(E)助焊剂冷凝冷却组件 回流炉排气口
清洁的废弃冷却空气
(L)可移除冷却模块
(J)冷空气吸风机
助焊剂收集清洗箱 (D)废气排出管
(K)冷空气吸风机 (C)绝热排气供给管
(B)吸风机排气箱
(A)排气竖管
回流区 冷却区 1 冷却区 2
图
10
(L)可移除冷凝冷却模块 (G)冷凝冷却管
冷却空气排出 冷却空气进入
助焊剂空气进入 助焊剂空气排出
(H)可移除收集托盘 (F)冷凝池
图
11