JX-350_QA表.pdf - 第63页
QA表 机种 1.把拨盘标尺安装到贴装头OCC摄像机支架,让传送轨道FC的基板导向不向X方向移动(不能向Y方向移动) 确认传送装置平行第安装。 (传送轨道FC的基板导向的两端部的数值差应符合规格) 1.传送装置与X轴的平行度 : 0.05mm 拧紧固定下图A部的螺丝。 1.确保X轴(贴装头的移动)和传送道的平行 1.贴装头的X方向位置偏斜,造成基板的Y方向距离偏斜,贴装位置不正确。 NO ① ② No. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ …
QA表
机种
1.速度控制调整时,线全部拧紧螺丝,返回指定转动。
调整后用螺母固定。
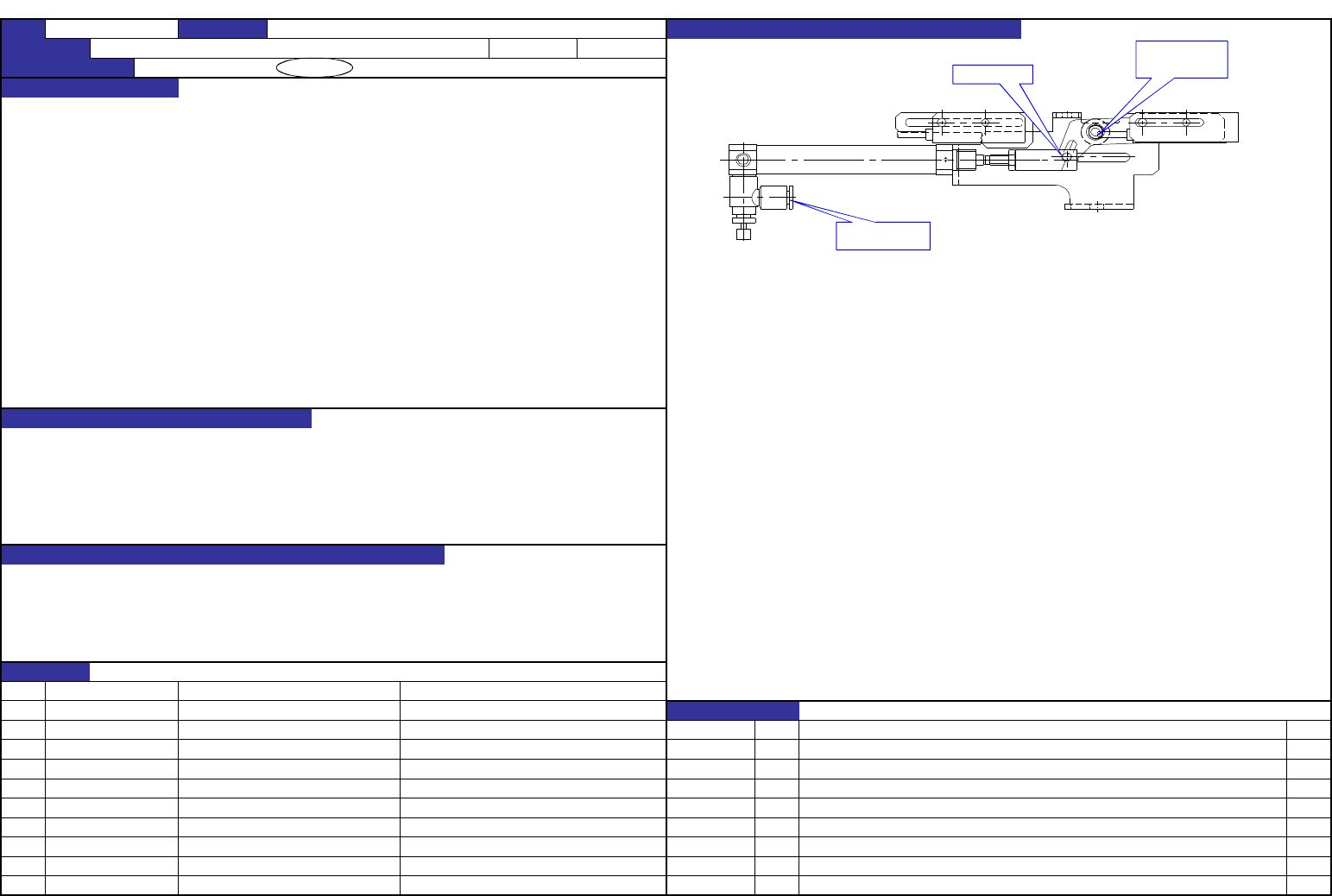
1.速度控制打开度:A侧(安装在气缸)从全闭打开1圈。
2.止动板的动作应顺畅。
2.ON/OFF空气,观察止动板的动作。
止动板的支点部的粘合剂出来,说明润滑脂不足。
请注意止动销插到导向器长孔的情况。
1.让基板止动器以适当的速度动作。
2.维持基板止动器的动作速度。防止与其它部件相碰。
1.速度慢:基板到达了但止动器动作不结束。
速度快:止动器架等损坏。可靠性降低。
2.止动器不能达到规定位置,贴装位置不一致。
NO
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 X方向的基板定位(止动器关系)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
长孔部
止动板支点
A侧的调速器
【5】-9
QA表
机种
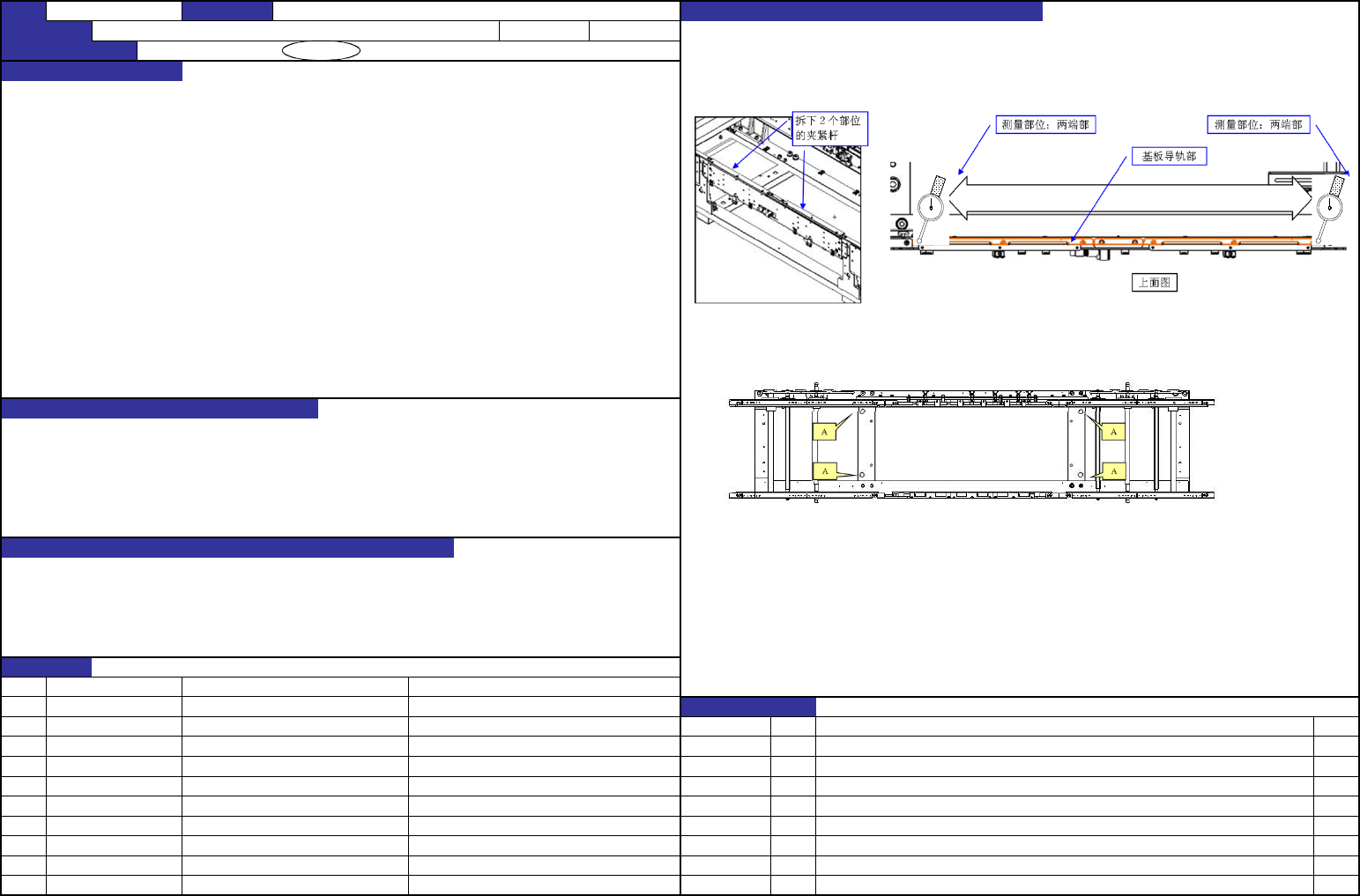
1.把拨盘标尺安装到贴装头OCC摄像机支架,让传送轨道FC的基板导向不向X方向移动(不能向Y方向移动)
确认传送装置平行第安装。
(传送轨道FC的基板导向的两端部的数值差应符合规格)
1.传送装置与X轴的平行度 : 0.05mm
拧紧固定下图A部的螺丝。
1.确保X轴(贴装头的移动)和传送道的平行
1.贴装头的X方向位置偏斜,造成基板的Y方向距离偏斜,贴装位置不正确。
NO
①
②
No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 传送通道与X轴的平行
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
【5】-10
QA表
机种
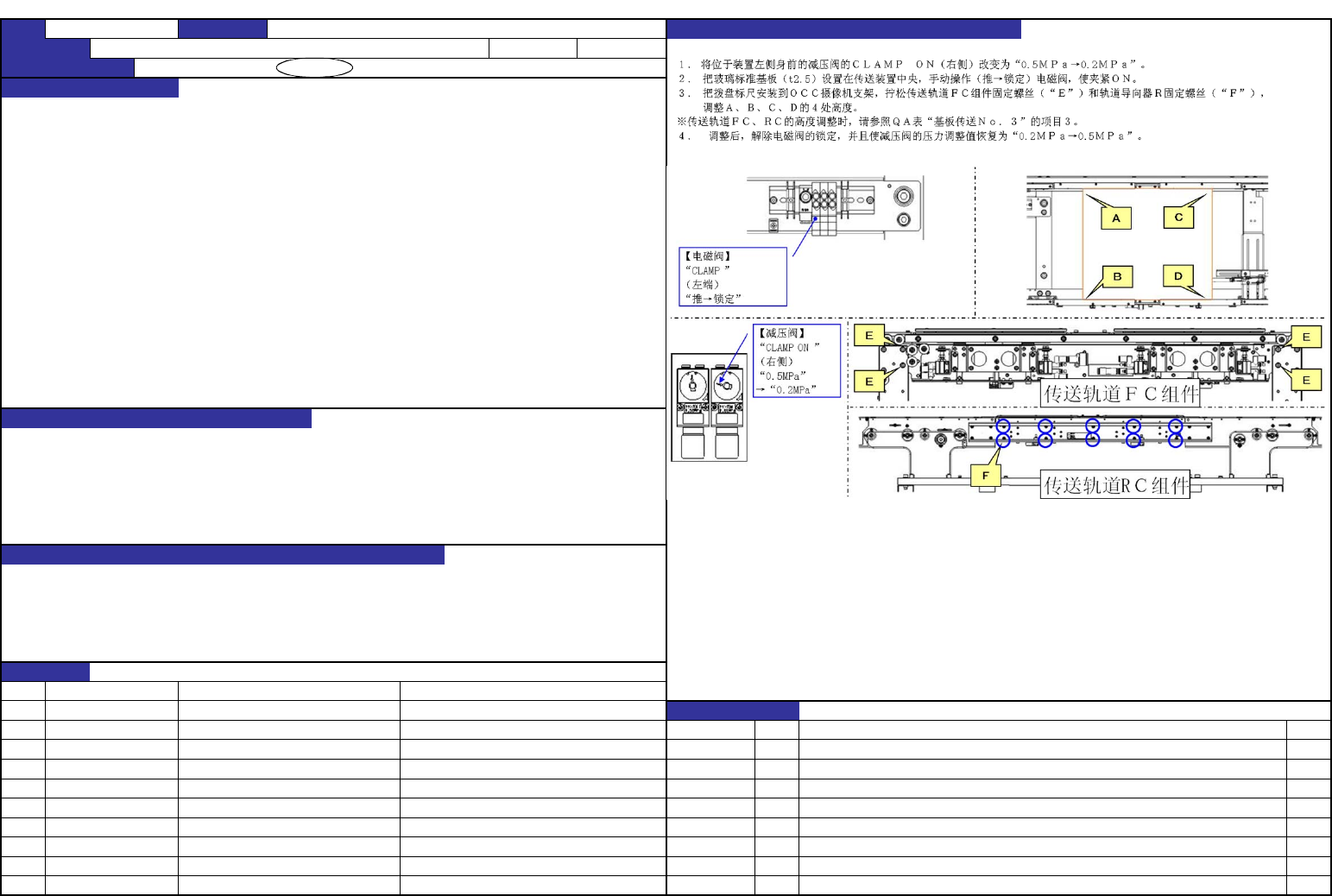
1.相对于校准块第一标记周边的高度,
在玻璃标准基板(t2.5mm)夹紧的状态下,四角的高度应在±0.05mm以内。
※ 玻璃标准基板使用没有铝框架的那种(FX-2中使用的标准基板)。
1.元件贴装高度基准为CAL块,调整基板上面高度决定贴装头元件贴装高度。
1.元件到达基板面的距离过大,元件就不能插到板上,贴装精度降低。
NO
①
②
No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 贴装时的基板上面高度
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
【5】-11