JX-350_QA表.pdf - 第73页
QA表 机种 ② 40097553 GUIDE_PLATE 从第2块以后要按下表所示的设计值以质量特性值进行组装调整。 40097553 GUIDE_PLATE的各个安装位置:对设计值 ±0.025mm。 尺寸部位 ABCDEFGHJK 尺寸 17 34 51 68 85 102 119 136 153 170 吸取位置的稳定化 同时吸取率的提高 带式送料器的吸取位置偏移 同时吸取率的降低 NO ① ② No. 担当人 ③ ④ ⑤ ⑥ …
QA表
机种
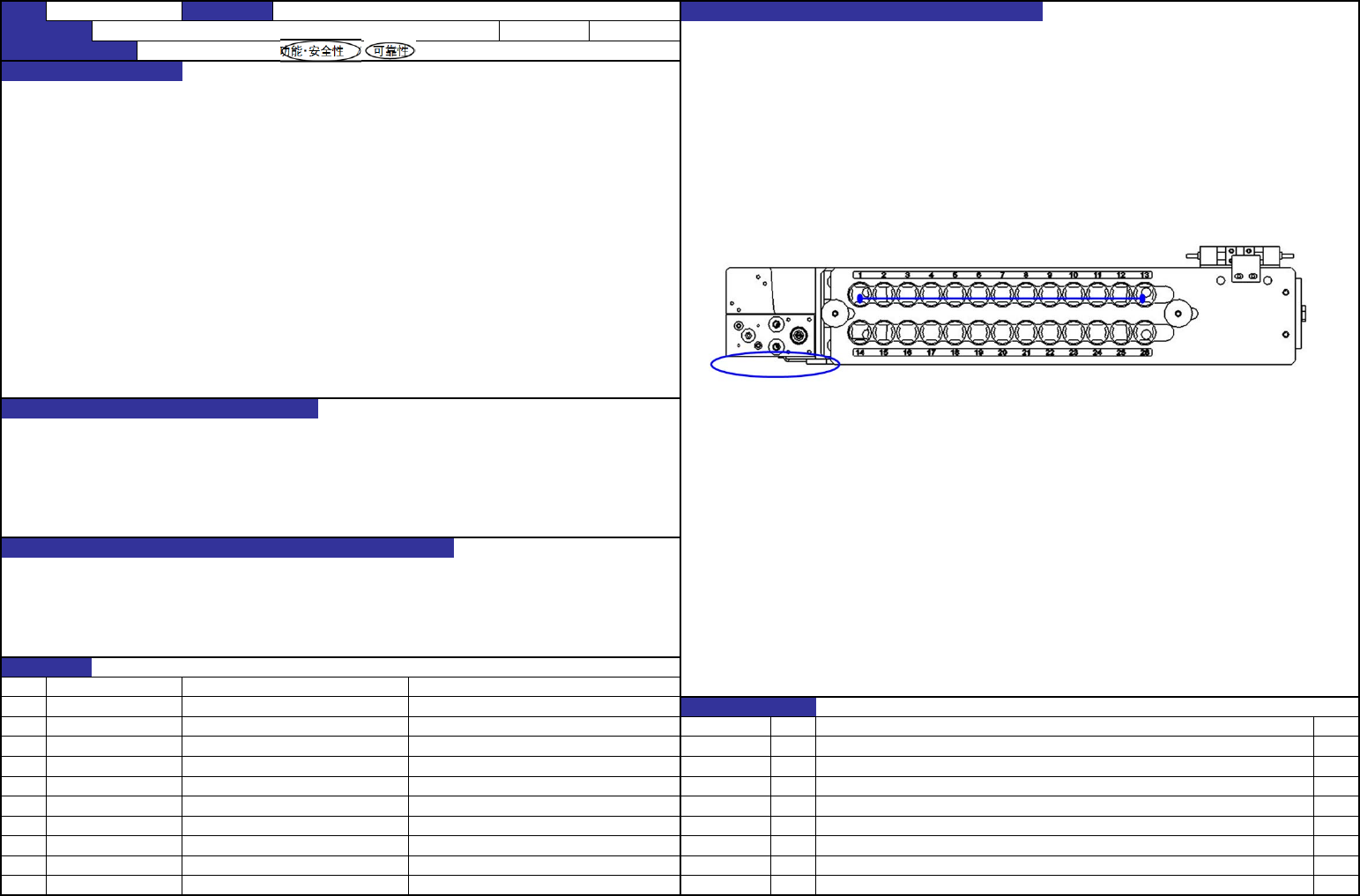
· 取得MS参数时,确认同列的孔位置(1~13及14~26)处于0.1mm的范围内。
· ATC本体与X轴的平行···±0.05mm
· 校准板与X轴的平行···±0.1mm
为了不使校准块的第1标记与第2标记的位置关系大幅度偏离。
对第2标记进行识别时标记走不到中心。
NO
①
②
No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 ATC 确认方法及调整方法(故障处理方法)
功能名称 ATC、校准板的位置调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
· 首先,为了调整ATC本体的平行,将偏置销壳插入1号13号,用固定在贴装头上的杠杆式千分表触碰销壳圆筒
面,调整到平行度为±0.05mm,再把ATC底座固定在底座桥上。
· 接着,将校准板的端面(下图)固定在贴装头上,用杠杆式千分表触碰,将校准板调整到其平行度
为±0.1mm,再用M5×14埋头螺钉固定。
【7】-4
QA表
机种
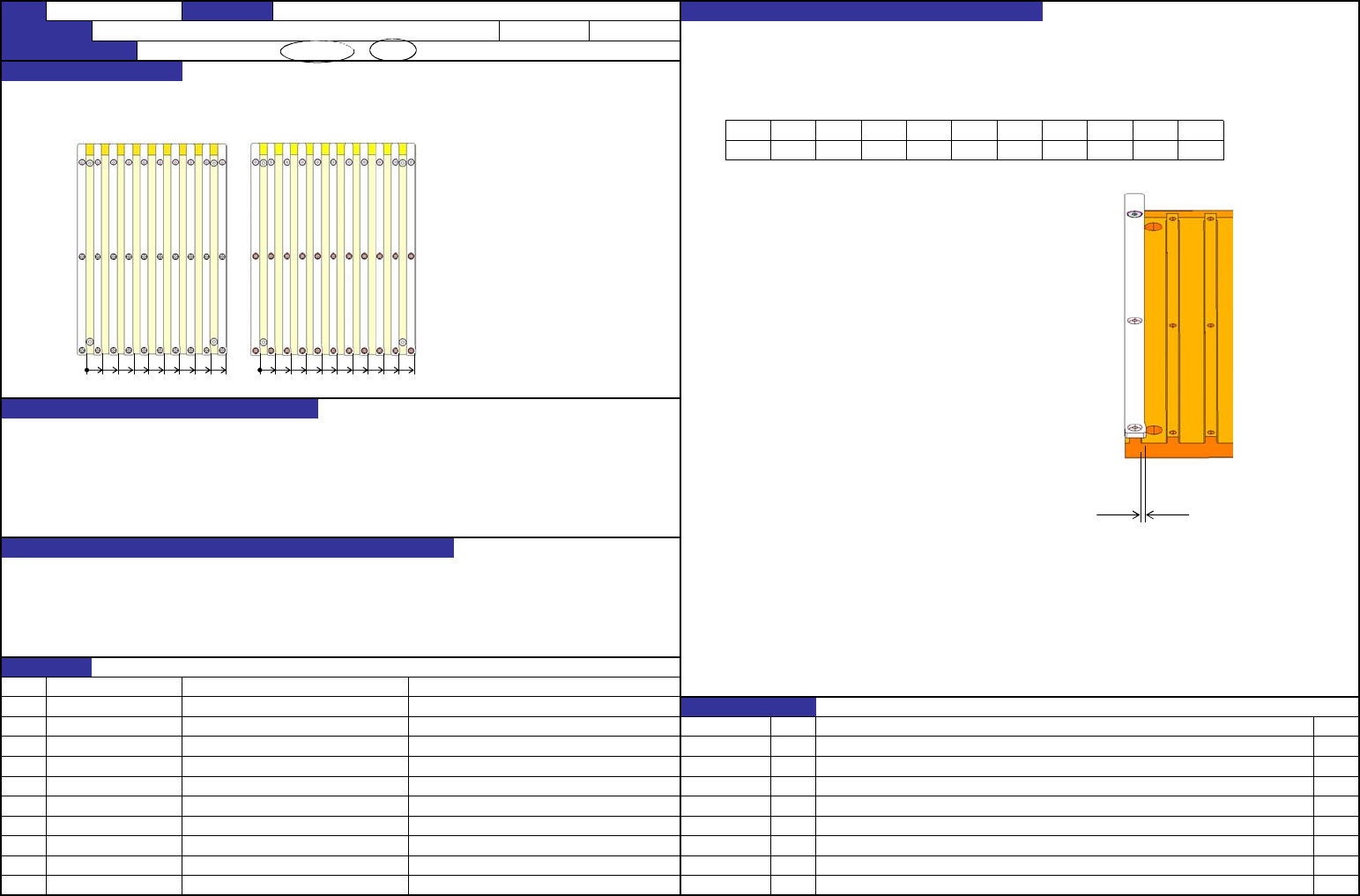
② 40097553 GUIDE_PLATE 从第2块以后要按下表所示的设计值以质量特性值进行组装调整。
40097553 GUIDE_PLATE的各个安装位置:对设计值 ±0.025mm。
尺寸部位
ABCDEFGHJK
尺寸
17 34 51 68 85 102 119 136 153 170
吸取位置的稳定化
同时吸取率的提高
带式送料器的吸取位置偏移
同时吸取率的降低
NO
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 电动台架装置 确认方法及调整方法(故障处理方法)
功能名称 RAIL_GUIDE 组装精度
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
① 要在40103748 RAIL_GUIDE_9 或40103749 RAIL_GUIDE_10上组装 40097553 GUIDE_PLATE时,从图中的左端开
始安装,按2.3±0.1调整尺寸进行组装。
对象元件
货号 品名 有关质量特性
40110281 E_BANK_SUB_ASSY
变更履历
日期 内容
KJHGFEDCBAJHGFEDCBA
2.3±0.1
【8】-1
QA表
机种
① 台架标记测量坐标 ±0.03mm
② 根据台架标记基准以治具送料器得到的P.P位置:对设计值 X平均值 ±0.01mm
X范围 0.06mm以下
Y绝对值(位置№1) ±0.005mm ③ 将读取设备移动到根据第②步之计算结果求得的台架标记位置,一面用读取设备确认一面调整台架标记。
Y范围 0.025mm以下
③ 根据台架标记基准以治具送料器得到的P.P位置:对设计值 XY测定值 ±0.04mm ④ 固定台架标记,确认标记位置处于质量特性(规格调整值)①的规格内。
以上作为在台架标记调整专用治具(3维测定器)上调整的单体台架时的规格。 ⑤ 以第④步中固定的台架标记为基准设置坐标轴。将台架标记作为坐标轴的原点(0, 0)。
出厂检查项目:上述的①和②
验货检查项目:上述的①和③ ⑥ 测量第②步中指定治具送料器安装位置上的各P.P位置,与以下所示的P.P设计值进行比较。
1 10112021303140
X 17.65 170.65 187.65 340.65 357.65 510.65 527.65 680.65
Y00000000
⑦ 确认第⑥步中比较的结果处于质量特性(规格调整值)②或③的规格内。
同时吸取率的提高、稳定化。 以上作为单体电动送料器台架时的调整确认方法。
台架标记识别精度不良引起的元件吸取位置偏移。
NO
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 电动台架装置 确认方法及调整方法(故障处理方法)
功能名称 台架组装精度(1)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
位置
功能作用(规格调整值的意义)
坐标
① 将台架装在台架标记调整专用治具(三维测定器)上。以台架定位销A的中心为原点,将台架定位销B的中心
的连线作为X轴。以对X轴在原点上正交的线作为Y轴,设置坐标。
(测量时的台架安装条件见下页)
② 使用1个治具送料器依次装在各位置上,用照相机、图像识别装置或接触端子等读取用的设备读取P.P位置,
输入到计算台架标记位置用的Excel表。
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40110281 E_BANK_SUB_ASSY
变更履历
日期 内容
【8】-2