JX-350_QA表.pdf - 第84页
QA表 机种 确认板支架突出量为0.8mm以下 请确认板支架突出量为0.8mm以下。 变成0.8mm以上时,增加0.7~1.5的磨边加工。 进给动作的稳定化 突出量为0.8以上时,供料器(FTF32)顶推杆顶到板支架上发生进给故障。 NO ① ② No. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ JX-350 装置名称 台架周边装置 确认方法及调整方法(故障处理方法) 功能名称 板支架(机械式台架) 质量保证类别 功能 ・ 安全性 / 可…
QA表
机种
1.用工具等将左右的机械操纵阀的阀杆关闭。
2.在未放台架的状态下,启动选择器(ON)。
台架气缸的上升时间 : 调整为3.5~4.0秒(目标4秒)
台架气缸的下降时间 : 调整为3.5~4.0秒(目标4秒) 3.用秒表或调整工具等,一面对左右的台架升降机
各气缸的差在0.1秒以内 及E台架支架气缸从开始上升至上升到底的瞬间
进行确认,一面用速度控制器进行调整。
4.关掉选择器(OFF),下降到底的瞬间也以同样方法
进行调整。
5.调整后,用锁定螺母将速度控制器的旋钮固定,
然后再次检查3.4.的项目。
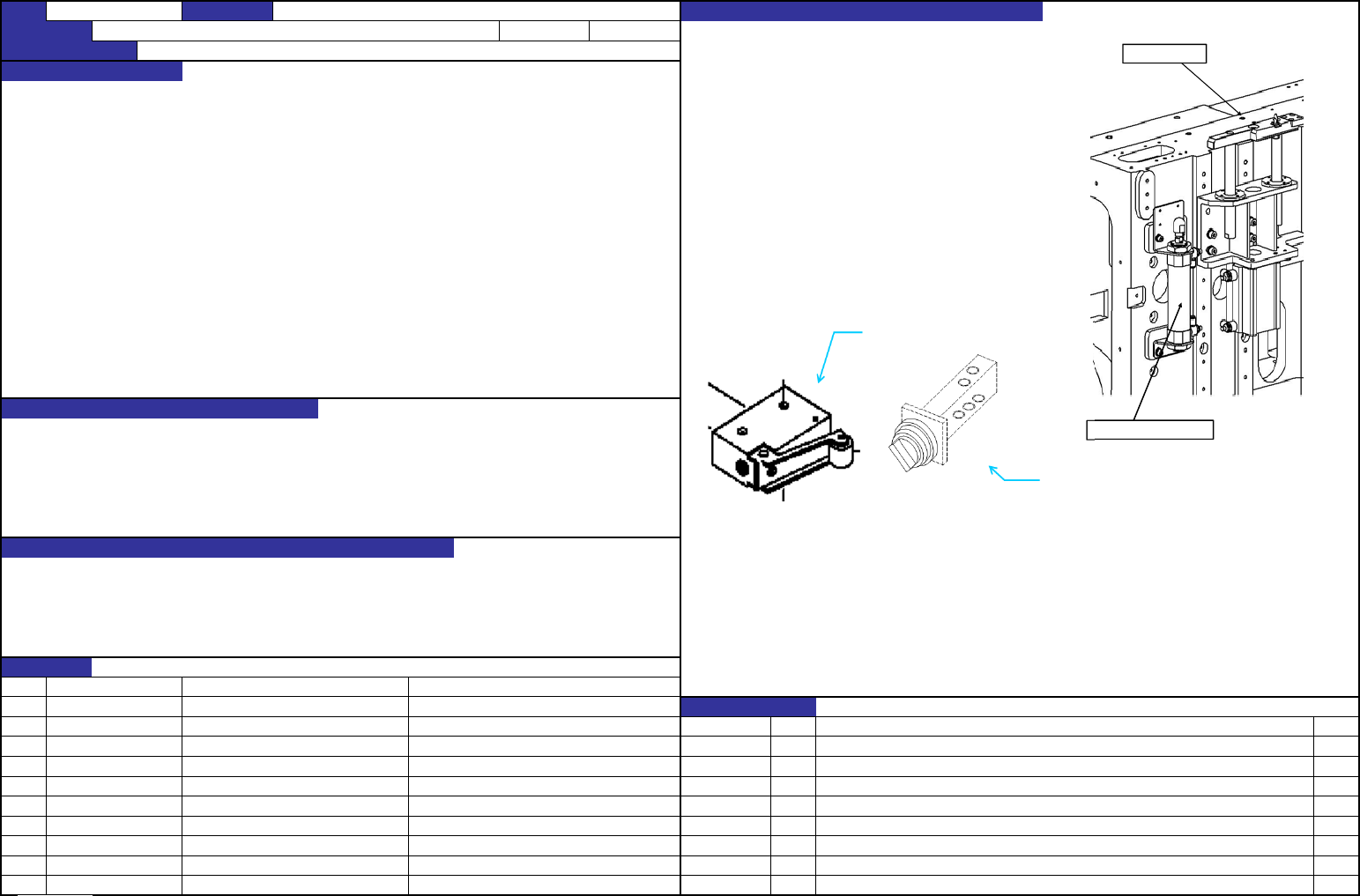
台架上升下降速度的稳定化
过慢时 : 由于过紧导致压力下降,降低台架上升能力
过快时 : 上升芯片跳起
左右的速度有差时 : 由于台架定位销的拉毛而产生杂音
NO
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 台架周边装置 确认方法及调整方法(故障处理方法)
功能名称 台架气缸
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
E台架支架气缸
台架升降机
机械操纵阀
选择器
【9】-6
QA表
机种
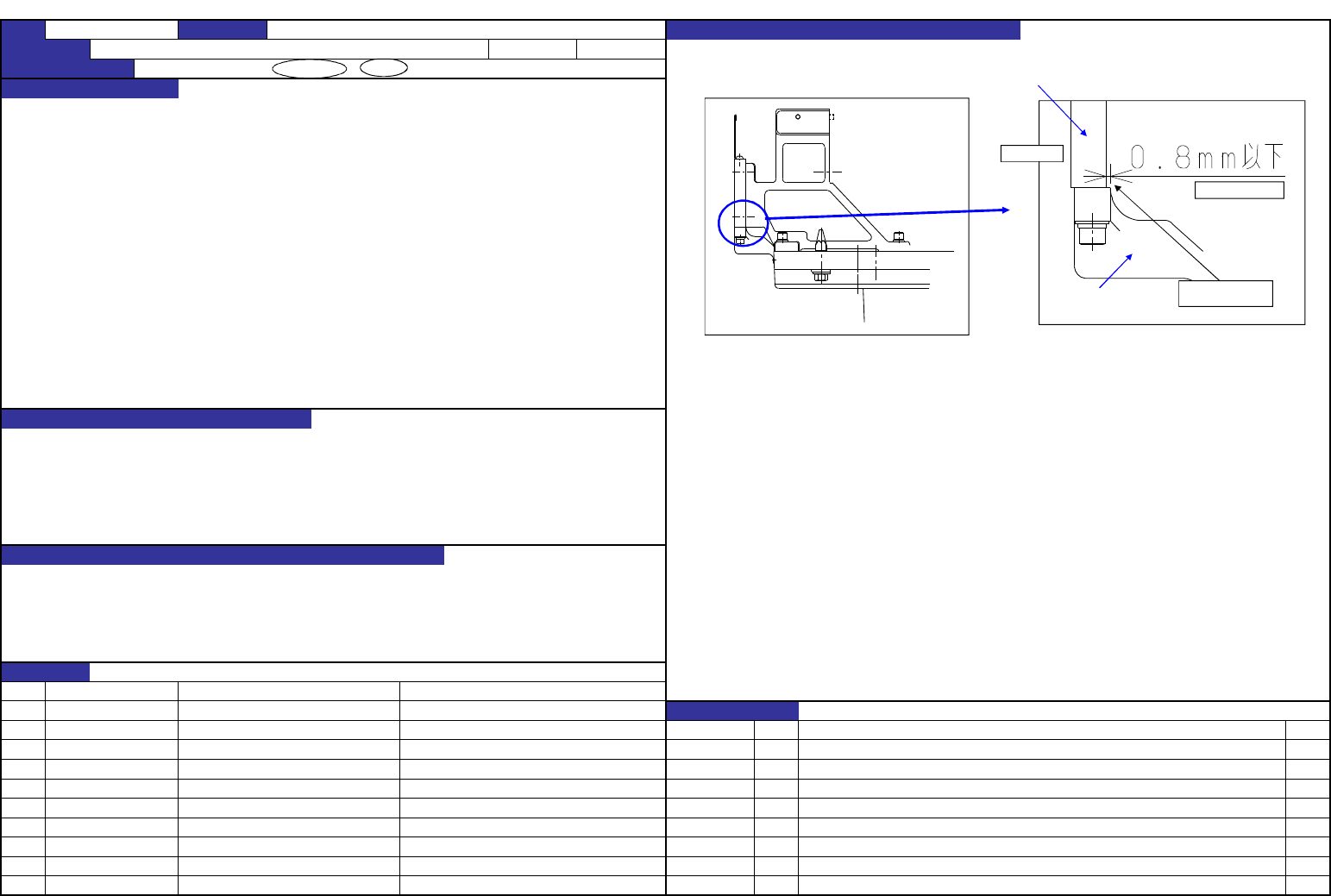
确认板支架突出量为0.8mm以下
请确认板支架突出量为0.8mm以下。
变成0.8mm以上时,增加0.7~1.5的磨边加工。
进给动作的稳定化
突出量为0.8以上时,供料器(FTF32)顶推杆顶到板支架上发生进给故障。
NO
①
② No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 台架周边装置 确认方法及调整方法(故障处理方法)
功能名称 板支架(机械式台架)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
机器侧
供料器安装侧
板支架
定位板
※该部分磨边
【9】-7
QA表
机种
机械式台架上面~传感器上面尺寸
(左右之差在0.1mm以下)
・机器内侧
123.3±0.1mm
・机器外侧
124.3±0.1mm
※
安装如图②时
・机器内侧
・机器外侧
检测送料器上盖是否打开松动。
检测送料器上部的贴装头动作范围内有无异物。
如果安装位置过高:头部损坏
如果安装位置过低:不能进行生产
NO
①
②
No. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JX-350 装置名称 台架周边装置 确认方法及调整方法(故障处理方法)
功能名称 送料器浮起传感器的高度(机械式送料器规格)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
127.6±0.1mm
128.6±0.1mm
功能作用(规格调整值的意义)
预想故障(因规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
日期 内容
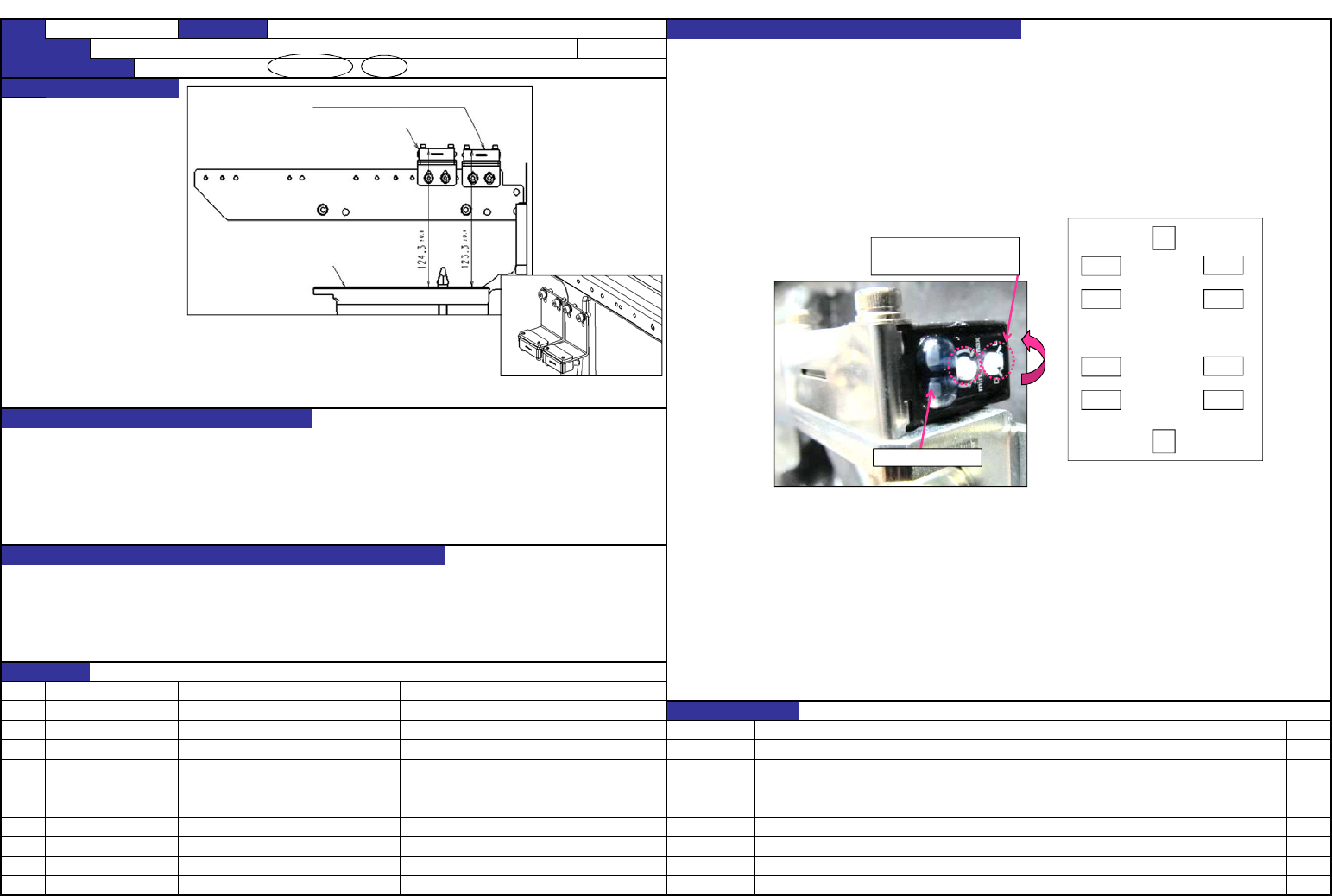
1.传感器的高度按照规格调整值进行组装。
2. 将受光侧的旋钮旋转到min侧(左侧),使传感器成阻断状态。
3. 将旋钮慢慢地向max侧(右侧)旋转,使处于受光侧指示灯红绿均亮灯的位置。
4. 将NF12装在台架的左、中、右,开闭前盖,确认传感器会OFF(机器内侧)。
5. 请把NF16,NF32送料器-安装在与4相同的位置,用手打开顶盖,确认在10mm以内传感器就变为OFF。
※当传感器变为OFF(绿灯熄灭)时,要转动旋钮使绿灯点亮。
※因为进行第3步操作时如将旋钮调得过大,传感器会对护盖开放无反应。
送料器浮起传感器(机器内侧)
机械式台架上面
F
R
投光
受光
受光
投光
投光
受光
受光
投光
送料器浮起传感器(机器外侧)
因交货时已设定为D(暗),
故请改变为L(照明)。
光量调整部(旋钮)
①
②
【9】-8