00193415-02.pdf - 第90页
3 Dados técnicos Manual do usuário S IPLACE HS-60 3.8 Vista geral dos módulos - Cabeças de montar Versão de software SR.503.xx Edição 07/2003 PT 90 3.8 V ista geral dos módu los - Cabeç as de mo nt ar 3.8.1 Cabeça Collec…
Manual do usuário SIPLACE HS-60 3 Dados técnicos
Versão de software SR.503.xx Edição 07/2003 PT 3.7 Vista geral dos módulos dos portales
89
O eixo Y é essencialmente constituído pelos seguintes grupos de componentes principais:
– Acionamento linear Y com magnete permanente (1) e placa adaptadora (2)
– Sistema de guia Y
– Sistema de medição do eixo Y
O eixo Y é movido por um motor linear. A parte secundária do acionamento é constituída por mag-
netes permanentes e está montado na coluna da máquina. A parte primária está aparafusada no
portal (Placa adaptadora). Um circuito de anti-crash limita os trajetos de deslocação dos portais
entre si.
3.7.5 Dados técnicos do eixo Y
Acionamento Direto, motor linear
Velocidade máx. 2,5 m/seg.
Trajecto de deslocação dos portais a contar
do centro da máquina
Portal 1 - 688,5 mm
Portal 2 - 768,5 mm
Portal 3 - 688, 5 mm
Portal 4 - 768,5 mm
Sistema de medição da distância Escalas lineares metálicas
Comprimento da escala 1530 mm
Resolução 1 µm
3 Dados técnicos Manual do usuário SIPLACE HS-60
3.8 Vista geral dos módulos - Cabeças de montar Versão de software SR.503.xx Edição 07/2003 PT
90
3.8 Vista geral dos módulos - Cabeças de montar
3.8.1 Cabeça Collect&Place de 12 segmentos com câmara de componentes
standard
3.8.1.1 Constituição
3
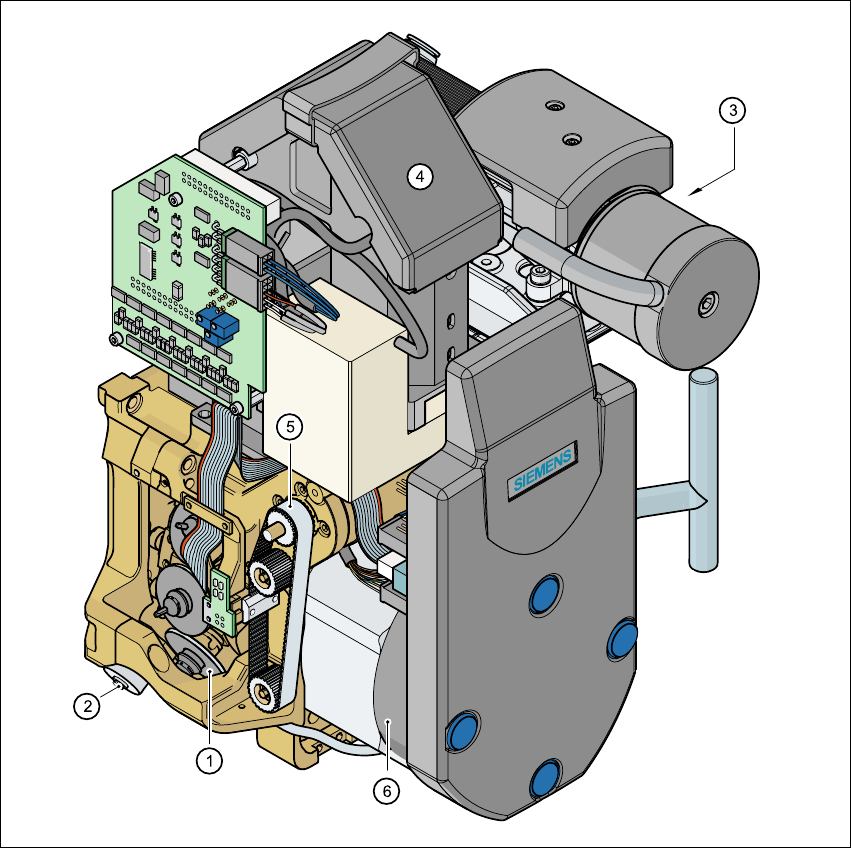
Fig. 3.8 - 1 Constituição da cabeça Collect&Place de 12 segmentos
(1) Estrela com 12 tubos (4) Módulo de visionamento de componentes
(2) Motor, acionamento da posição da válvula
"Rejeição"
(5) Acionamento do eixo Z
(3) Estação rotativa (6) Motor de estrela
Manual do usuário SIPLACE HS-60 3 Dados técnicos
Versão de software SR.503.xx Edição 07/2003 PT 3.8 Vista geral dos módulos - Cabeças de montar
91
3.8.2 Descrição
– A cabeça Collect&Place de 12 segmentos trabalha segundo o princípio Collect&Place, isto é,
os componentes são retirados dos bocais por intermédio de vácuo e, após um ciclo completo
de coleta, são colocados com suavidade e rigorosamente, com a ajuda de jato de ar, sobre a
placa de condutores impressos. Simultaneamente, o vácuo nos bocais é verificado repetidas
vezes a fim de se determinar se os componentes também são retirados e colocados correta-
mente.
– O modo de paragem do sensor do -eixo Z "capaz de aprender" compensa -irregularidades da
PCI na colocação dos componentes.
– Todos os componentes são montados com a mesma frequência. Antes do componente ser
montado, é medido optoeletrônicamente com o módulo de visionamento.
– O módulo de visão de componentes elabora uma imagem do componente que foi retirado.
– Além disso, é determinada a posição rigorosa do componente.
– A embalagem do componente retirado é comparado com a embalagem programada a fim de
identificar o componente. Componentes não identificáveis são rejeitados.
– A estação rotativa roda o componente para a posição necessária para a montagem.
– Componentes defeituosos são rejeitados e ulteriormente montados em uma passagem de re-
paração.
3.8.3 Dados técnicos
3
Gama de componentes 0201 até PLCC44
incl. BGA, µBGA, Flip-Chip, TSOP,
QFP, PLCC, SO até SO32, DRAM
Especificação do componente
Altura máx.
Retícula mín. dos pinos
Retícula mín. de Bump
Diâmetro mín. de Ball/Bump
Dimensões mín.
Dimensões máx.
Peso máx.
6 mm
0,5 mm
0,35 mm
0,2 mm
0,6 mm x 0,3 mm
18,7 mm x 18,7 mm
2 g
Força de colocação programável 2,4 até 5,0 N
Tipos de bocais 9xx
Capacidade máx. de montagem 5.000 CO/h
Precisão angular ± 0,7° / 4 σ
Precisão da montagem (com módulo de visionamento
standard)
± 80 µm / 4 σ