RX-7_InstructionManual_Rev03_C.pdf - 第134页
第 4 章 操作篇 4- 5. 安排 56 生产文件的下载和生产 预定数的输入 数据规格 可预约与下次生 产程序切换对 应的数据。预约的生 产程序称为预约数据 。 预约数据中,前 后通道可注册 为相同或不同的生产 程序。此外,还可对 每个生产程序设定生 产预定块数。 注册方法 • 从 [ 预定生产 ] 画面注册。 生产程序切换为预约 程序的方法 • 在 [ 支援准备 ] 画面中选择预约生产程 序后切换。 • 在当前的生产数 …
第
4
章
操作篇
4-5.
安排
55
4
预定生产
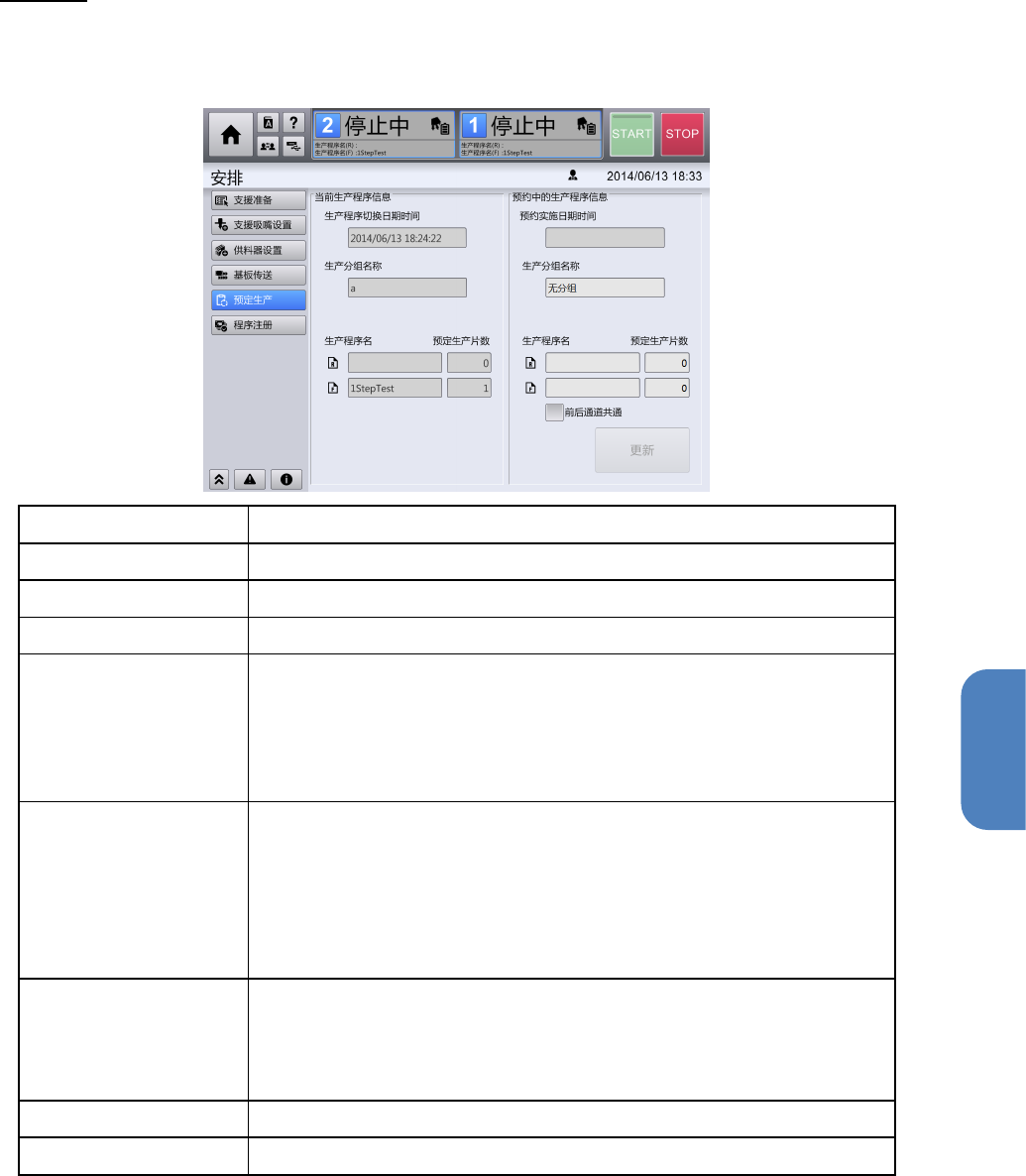
在生产预约画面中,预约下一个要生产的生产程序。此外,还可确认生产中的生产程序信息,已经预约的
生产程序信息。
触摸[安排]画面子菜单面板中的[预定生产],显示[预定生产]画面。
当前生产程序信息
显示当前生产中的生产程序信息。
预约中的生产程序信息
显示预约为下一个生产基板的生产程序信息。
生产程序切换日期时间
显示最后切换生产程序的日期时间。
预约实施日期时间
显示注册预约程序的日期时间。
生产分组名称
显示生产分组名称。
在[预约中的生产程序信息]中,触摸文本区域,将显示[选择生产分组]对
话框,选择/解除生产分组。
关于[选择生产分组]对话框的详情,请参阅「4-3-1. 生产准备」的「支援
准备对话框的详情」
生产程序名
显示生产程序名。
两个通道的生产形态不同时,将分别显示 2 种生产程序。
在[预约中的生产程序信息]中,触摸文本区域,将显示[选择生产程序]对
话框,选择/解除生产程序。
关于[选择生产程序]对话框的详情,请参阅「4-3-1. 生产准备」的「支援
准备对话框的详情」
预定生产片量
显示各生产程序的生产预定片数。
两个通道的生产形态,生产程序都不同时,将分别显示 2 种的生产预定
片数。
在[预约中的生产程序信息]中,触摸文本框后,可输入生产预定片数。
前后通道共通
选中后,前后通道将生产相同的生产程序。
更新
更新预约中的生产程序信息。

第
4
章
操作篇
4-5.
安排
56
生产文件的下载和生产预定数的输入
数据规格
可预约与下次生产程序切换对应的数据。预约的生产程序称为预约数据。
预约数据中,前后通道可注册为相同或不同的生产程序。此外,还可对每个生产程序设定生产预定块数。
注册方法
• 从[预定生产]画面注册。
生产程序切换为预约程序的方法
• 在[支援准备]画面中选择预约生产程序后切换。
• 在当前的生产数据,且前后通道都完成了预定块数的生产时,可自动切换为预约的生产程序。
预约程序的解除
• 在[预定生产]画面中,通过[生产程序选择]对话框解除并更新。
• 删除了预约数据中包含的生产程序时,将清除。
预约程序的编辑
与预约中的生产程序信息的[支援准备]画面相同,可编辑生产分组名称,生产程序名,生产片数并注册。
预定生产的步骤
触摸[安排]画面的[预定生产],显示[预定生产]画面。
1
触摸
[
预约中的生产程序信息
]
区域的
[
生产分组名称
]
文本框。
打开[选择生产分组]对话框。
有关[选择生产分组]对话框的详情,请参阅「4-3-1. 生产准备」的「支援准备对话框的详情」。
2
选择生产分组。
返回[预定生产]画面。
3
触摸
[
预约中的生产程序信息
]
区域的
[
生产程序名
]
文本框。
打开[选择生产程序]对话框。
有关[选择生产程序]对话框的详情,请参阅「4-3-1. 生产准备」的「支援准备对话框的详情」。
4
选择要预约的生产程序。
双传送中前后通道生产的生产程序相同时,要勾选[前后通道共通];以通道为单位生产时,要针
对生产通道选择生产程序。返回[预定生产]画面。
第
4
章
操作篇
4-5.
安排
57
4
5
触摸
[
预约中的生产程序信息
]
区域的
[
预定生产数量
]
文本框,通过软键盘输入生产预定数
量。
6
触摸
[
更新
]
。
更新数据,完成预定生产。
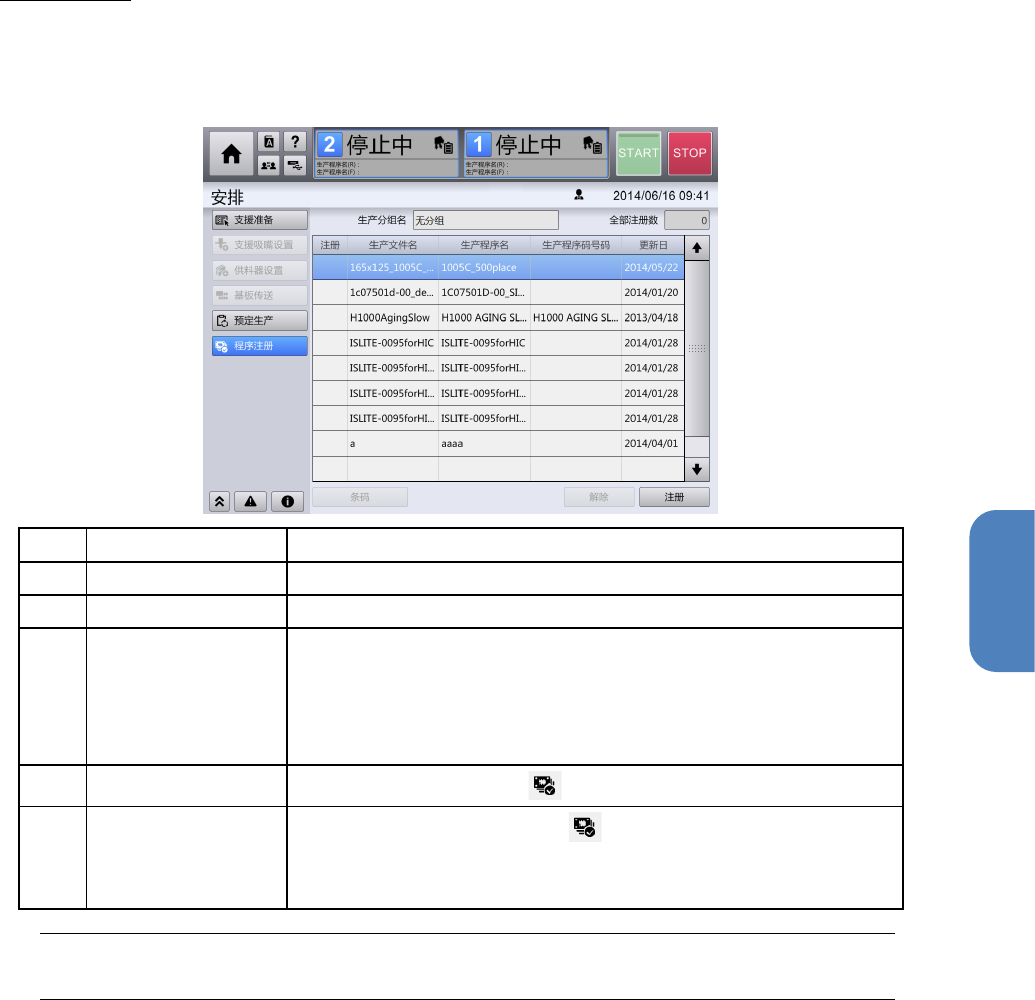
[程序注册]画面
在[程序注册]画面中,事先注册常用的生产程序,或接近生产预定时间的生产程序,可缩短生产程序切换
时的数据搜索时间。
触摸[安排]画面子菜单面板中的[程序注册],显示[程序注册]画面。
记号
名称
说明
(a)
生产分组名
触摸文本区域,显示
[
选择生产分组
]
对话框,选择
/
解除生产分组。
(b)
全部注册数
显示注册生产程序的总数。
(c)
生产程序列表
显示属于生产分组名称中选择的生产分组的生产程序。
• 生产文件名:显示生产文件的名称。
• 生产程序数:显示生产程序的名称。
• 生产程序码号码:显示生产程序的生产程序代码。
•
更新日:显示生产程序的最后更新日。
(d)
解除
生产程序列表的
[
注册
]
标记 将消失。
(e)
注册
显示生产程序列表的[注册]标记 。
进行程序注册后,[支援准备]菜单的[选择生产程序]对话框中只能显
示注册程序。
Tips
• 可以作为注册程序进行注册的生产程序数量没有上限。