RX-7_InstructionManual_Rev03_C.pdf - 第233页
第 4 章 操作篇 4- 9. 手动控制 155 4 [ 基板停止位置调整 ] 对话框 触摸 [ 传送控制 ] 画面的 [ 基板停止位置调整 ] ,即会 显示 [ 基板停止位置调 整 ] 对话框,用于使用 生产对象基板 自动示教,实施 各站点的基板 传送测试,使基板停 止位置停止在正确的 目标位置。 记号 名称 说明 (a) 通道 选择 选择要进行基板 的停止位置 调整 的 对象 站点。 对象单元在共通 面板中选择。 (b) 生产程…
第
4
章
操作篇
4-9.
手动控制
154
基准轨道位置的示教操作
对传送的后通道基准轨道位置进行调整,更新机器数据。对后通道的基准轨道位置进行示教后,可在[安
排:调整传送宽度]对话框中操作[自动宽度调整]时,将后通道的基准位置变更为指定的位置。
1
触摸
[
传送控制
]
画面的
[
传送位置调整
]
。
显示[传送位置调整]对话框。
2
在
[
微调动作移动速度
]
中,从
[
低速
]
、
[
中速
]
、
[
高速
]
选择传送的宽度方向微调动作操作
的速度。
3
如果在基准轨道的目标位置上,存在其他的轨道,要使用前后通道的通道宽度微调动作
操作按钮,移动到不干扰的位置上。
4
使用基准轨道位置的微调动作操作按钮,将基准轨道位置调整到目标位置。
5
触摸
[
储存之基准轨道的位置
]
,更新机器数据。
Tips
• 如果不触摸[储存之基准轨道的位置]即关闭对话框时,在[安排:调整传送宽度]对话框中操作
[自动宽度调整]时,基准轨道的位置会回到示教前的位置。
6
触摸
[
关闭
]
。
返回[传送控制]画面。
注意
• 在[机器设置]菜单的[装置设定]画面中,对传送的基准轨道进行变更后,必须在[传送位置调整]
对话框中调整基准轨道的位置,操作[储存之基准轨道位置],对机器数据进行更新。
• 要变更基准轨道时,必须进行传送轨道的基准轨道位置的变更工事。如果尚未进行实际的轨
道位置变更工事,则不能在本画面中正确进行后通道的通道宽度微调动作操作。
第
4
章
操作篇
4-9.
手动控制
155
4
[
基板停止位置调整
]
对话框
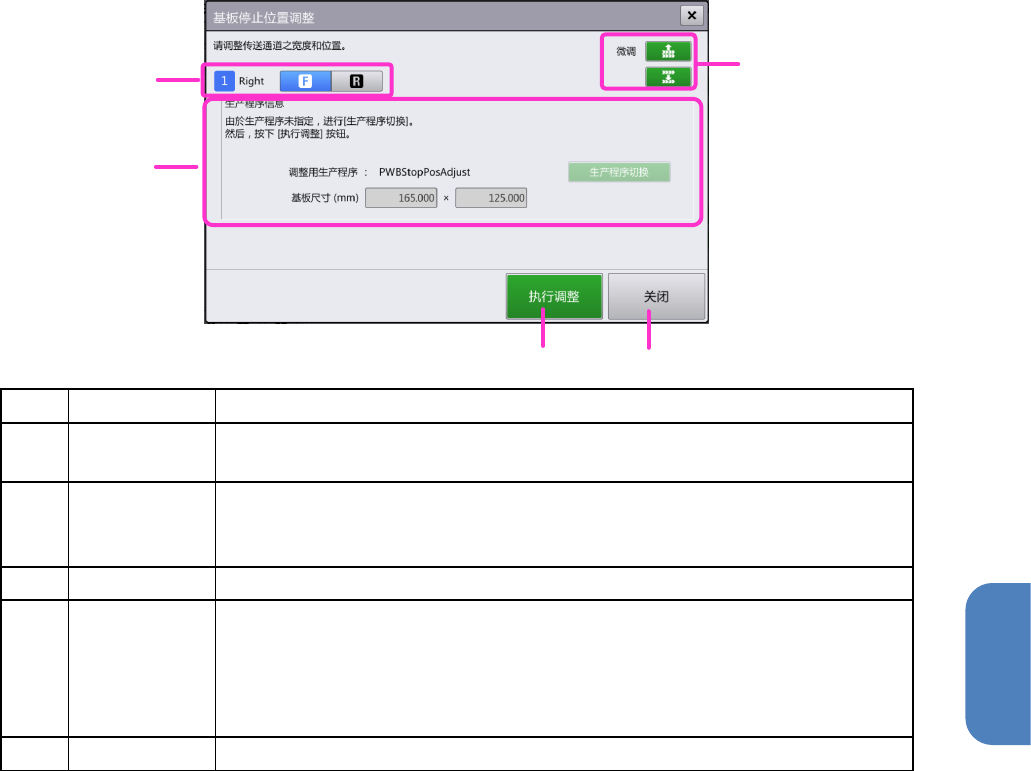
触摸 [传送控制]画面的[基板停止位置调整],即会显示[基板停止位置调整]对话框,用于使用生产对象基板
自动示教,实施各站点的基板传送测试,使基板停止位置停止在正确的目标位置。
记号
名称
说明
(a)
通道选择
选择要进行基板的停止位置调整的对象站点。
对象单元在共通面板中选择。
(b)
生产程序信息
如果生产程序尚未设置,要向调整用的治具基板进行生产程序切换时,可触
摸[生产程序切换]。
如果生产程序已设置,使用该对象生产基板进行调整时,无需进行本操作。
(c)
微调
通过对于对象通道传送宽度微调操作进行微调整,通道会以低速动作。
(d)
执行调整
将基板安放在对象站点上之后,触摸此项,即反复进行基板的传送动作及
BOC/领域标记的识别,自动示教实际停止位置相对于基板的目标停止位置的
偏差值。
调整处理正常完成后,将该数据作为以后基板停止位置的补正值覆盖保存到
机器数据。
(e)
关闭
关闭
[
基板停止位置调整
]
对话框。
a
b
c
d
e
第
4
章
操作篇
4-9.
手动控制
156
基板停止位置示教操作
如果生产中的基板停止位置与目标位置存在较大偏差,要使用生产对象基板进行示教,使基板的停止位置
停止在正确的目标位置。
1
在
[
安排
]
菜单的
[
安排支援
]
画面中,进行生产程序的切换。
如果不行生产程序的切换,则无法使用专用的治具基板进行进行调整。
注意
• 使用的生产程序中,BOC/领域标记的信息必须至少要定义 1 个点。
• 在前后通道中进行调整时,请按照[前后通道共通]的条件设置生产程序。
2
触摸
[
传送控制
]
画面的
[
基板停止位置调整
]
。
显示[基板停止位置调整]对话框。
3
在共通面板中选择要进行调整对象的单元,在
[
通道选择
]
中选择对象通道。
4
手动将基板放置在装置内对象站点上的任意位置。
5
触摸
[
执行调整
]
。
反复进行基板的传送动作与 BOC/领域标记的识别,自动示教基板实际停止位置与目标停止位置
的偏差值。
调整处理正常完成后,将该数据作为以后基板停止位置的补正值覆盖保存到机器数据。
6
卸下装置内对象站点上的基板。
7
如果其他站点也要进行调整,则反复进行
3
~
6
的操作。
8
触摸
[
关闭
]
。
返回到[传送控制]画面。
Tips
• 通过本操作的基板停止位置调整结果,即使生产程序变更为了其他程序,也会直接继承。如
果因为生产程序的切换,再次发生基板停止位置的偏差,请重新实施调整。