RX-7_InstructionManual_Rev03_C.pdf - 第284页
第 4 章 操作篇 4- 11. 编辑生产程序 206 4- 11 - 11. 优化 输入 进行优化所需的设定。通 过优化,可自 动生成生产效率较高 的生产程序。 触摸 [ 编辑生产程序 ] 菜单画面 左侧的子菜单面板中 的 [ 优化 ] ,显示 [ 优化 ] 画面。 项目名称 说明 作成日期 显示执行优化的 日期时间。 可使用单元数 显示连接使用的 电子元件贴片 机台数。 连接 号码 显示连接的电子 元件贴片机顺 序。 机台号码 显示…
第
4
章
操作篇
4-11.
编辑生产程序
205
4
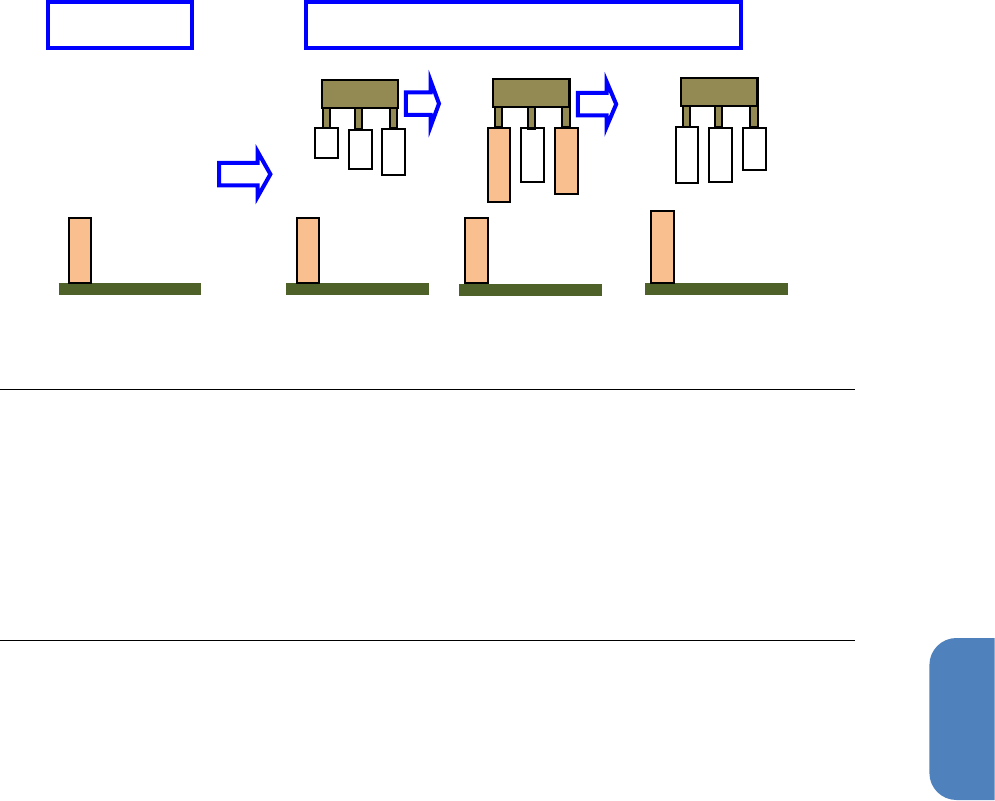
通用贴片头的
Z
轴高度的移动示例
(2)
注意
• 前工序最大已贴片元件高度的值,要在[编辑生产程序]菜单的[机器信息]画面,以及
[机器设置]菜单的[装置设定]画面中设定。[机器信息]画面中的设定将被记录在生产
程序内,用于在[优化]画面中实施优化时,决定元件贴片顺序。另一方面,在[装置设
定]画面中的设定,会用于在装置中进行实际生产时决定 Z 轴的初始高度。
• 机器设置与生产程序的设定存在不一致,如果不变更 Z 轴高度,形成无法生产的条件时,当
在[准备]菜单的[准备支援]画面中进行生产程序的切换时,会显示[警告]画面,不能
进行生产。请在[编辑生产程序]菜单的[机器信息]画面,以及[机器设置]菜单的[装
置设定]画面中,重新设定前工程最大已贴片元件高度的值。
已贴片的元件高度
超过
6 mm
由于前工序超过 6 mm 的元件已贴片,
因此要按照②的高度吸取贴片
RX-7
前工序
②
Z = 16
mm
②
Z = 16
mm
9
5
5
4
通用
②
Z = 16
mm
9
5
7
通用
8
8
8
3
4
6
通用
第
4
章
操作篇
4-11.
编辑生产程序
206
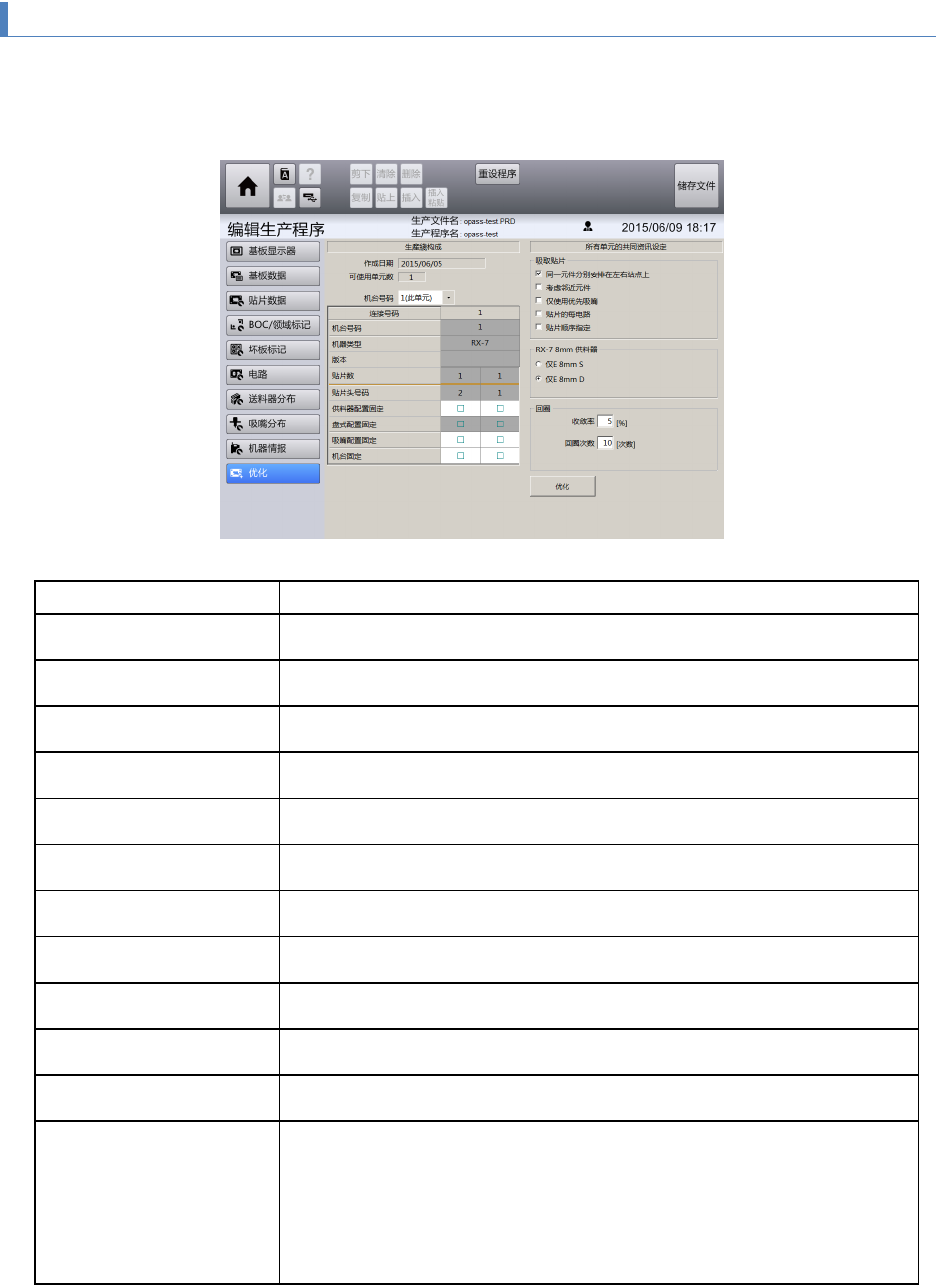
4-11-11. 优化
输入进行优化所需的设定。通过优化,可自动生成生产效率较高的生产程序。
触摸[编辑生产程序]菜单画面左侧的子菜单面板中的[优化],显示[优化]画面。
项目名称
说明
作成日期
显示执行优化的日期时间。
可使用单元数
显示连接使用的电子元件贴片机台数。
连接号码
显示连接的电子元件贴片机顺序。
机台号码
显示设定的机台号码。通常不要编辑。
机器类型
显示设定的电子元件贴片机类型。
贴片数
显示元件的贴片数量。
贴片头号码
显示设置各选项的对象贴片头编号。
供料器配置固定
勾选此项后,带式供料器供给部配置的设定将固定。
吸嘴配置固定
勾选此项后,吸嘴配置的设定将固定。
机台固定
对于已优化的单元装置,固定优化结果。
复数单元共用同一元件
勾选此项后,将把同一元件分割为左右的单元进行优化。
考虑邻近元件
勾选此项后,对需要在贴片屏蔽箱之前先进行贴片的内侧元件,必须
防止贴片前吸嘴前端部分和其他贴片完毕的元件发生干扰。
如果勾选本项目执行优化,[贴片数据]中指定的[补料结束 Recovery
Flag]将全部清除,并在执行优化后自动重置。
第
4
章
操作篇
4-11.
编辑生产程序
207
4
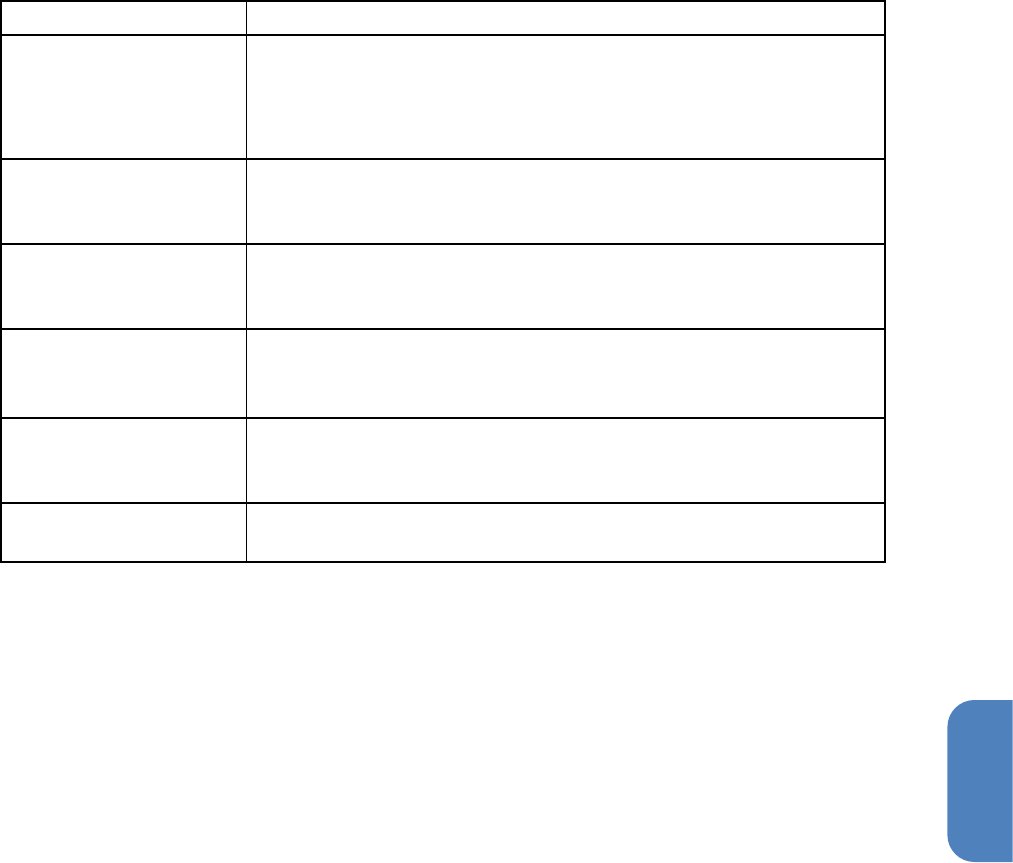
项目名称
说明
仅使用优先吸嘴
对设定有多个共用吸嘴的元件进行贴片时,如果勾选本项目执行优
化,将只使用优先吸嘴。优先吸嘴的设定在[编辑数据库]画面中进行。
如果没有勾选本项目,将根据优化自动选择使用的吸嘴。
贴片的每电路
(按电路单元贴片)
分配到同一单元的元件,仅以基准电路贴片顺序决定,若也要在其他
电路中按照相同贴片顺序重复时,使用此项。
贴片顺序指定
对于手动指定所有步骤数据的贴片顺序的
[
贴片数据
]
画面列表,按照要
贴片的顺序排序,选择共通面板的 [步骤号重新分配]按钮,勾选此项并
进行优化。
RX-7 8mm
供料器
选择使用
8mm
供料器(
ETF8S
、
ETF8D
)哪种供料器进行优化。
•
仅
E 8mmS
:使用单通道供料器
(ETF8S)
优化
•
仅
E 8mmD
:使用双通道供料器
(ETF8D)
优化
收敛率
在
1%
~
100%
的范围内输入收敛率的值。
连接机器中最快的电子元件贴片机和最慢的电子元件贴片机的时间差
在输入的比率内时,判断为已收敛。
回圈次数(反复次数)
在
1
次~
100
次的范围内输入重复次数。
按输入的次数重复优化,提高优化的精度。
执行优化
设定各项目后,触摸[优化]。显示[优化进度]对话框。