RX-7_InstructionManual_Rev03_C.pdf - 第295页
第 4 章 操作篇 4- 12. 编辑数据库 217 4 4- 12 - 6. 元件的 吸取 , 贴片顺序画面 可显示和编辑本 机元件资料库 中记录的元件资料之 吸取和贴片顺序信息 。 贴片头类型为高速时 贴片头类型为通用时
第
4
章
操作篇
4-12.
编辑数据库
216
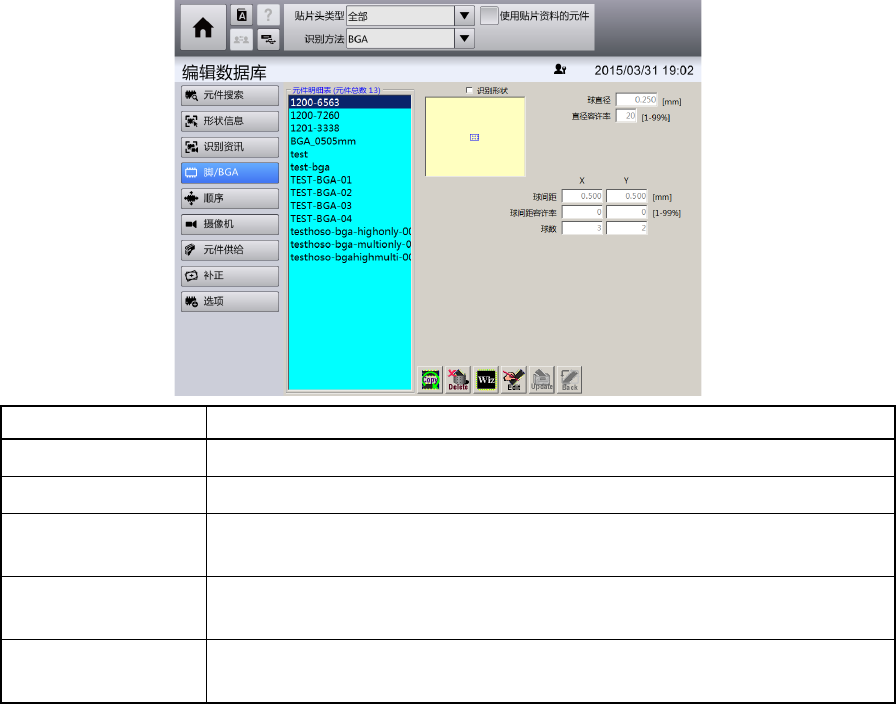
BGA
元件时
项目名称
说明
球直径
在
0.001 mm
~
99.999 mm
的范围内输入球的直径。
直径容许率
在
1%
~
99%
的范围内输入球直径的容许率。
球间距 X/
球间距 Y
以
0.001 mm
~
99.999 mm
的范围输入相邻的球间隔。
球间距容许率
X
/
球间距容许率 Y
以
1%
~
99%
的范围输入球间距的容许率。
球数
X
/
球数 Y
以
1
~
100
的范围输入可配置的球的个数。
第
4
章
操作篇
4-12.
编辑数据库
217
4
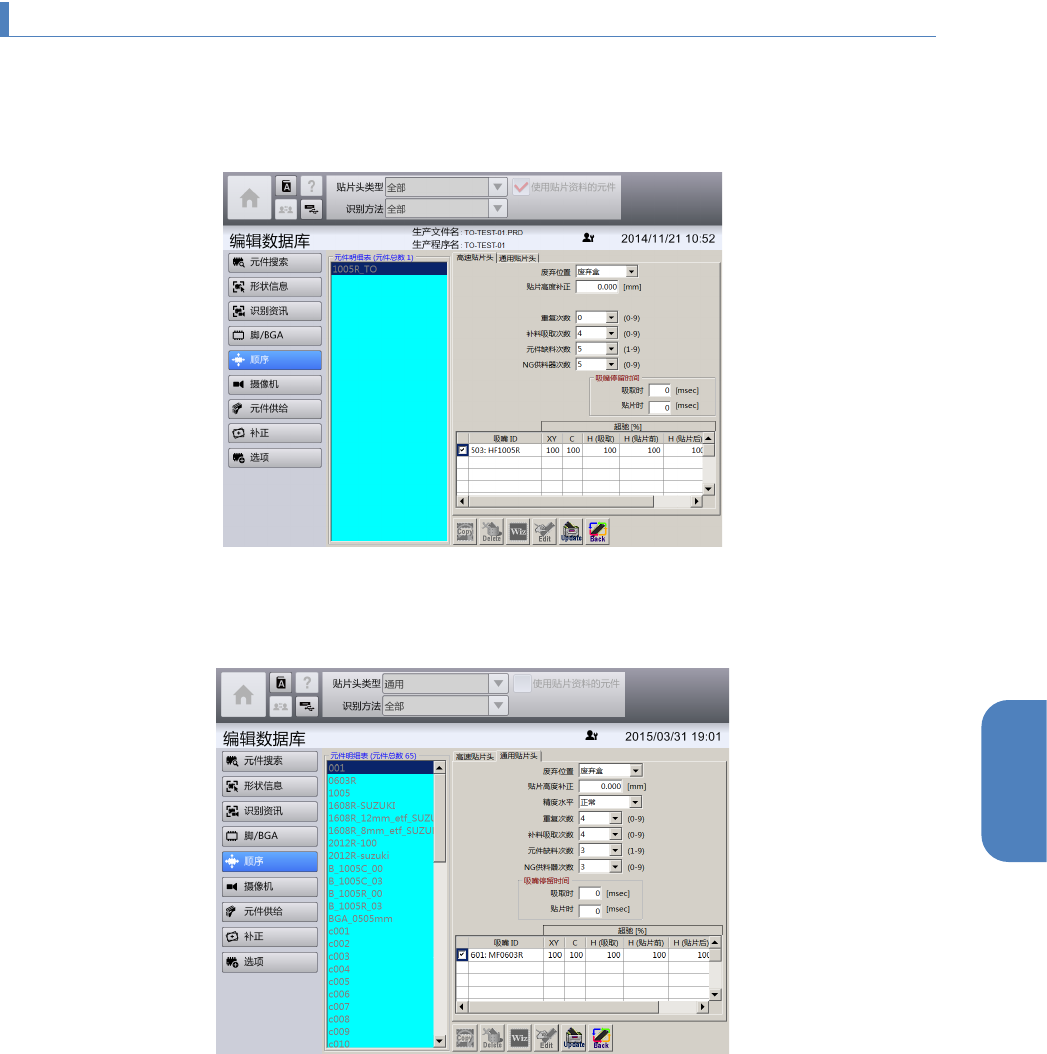
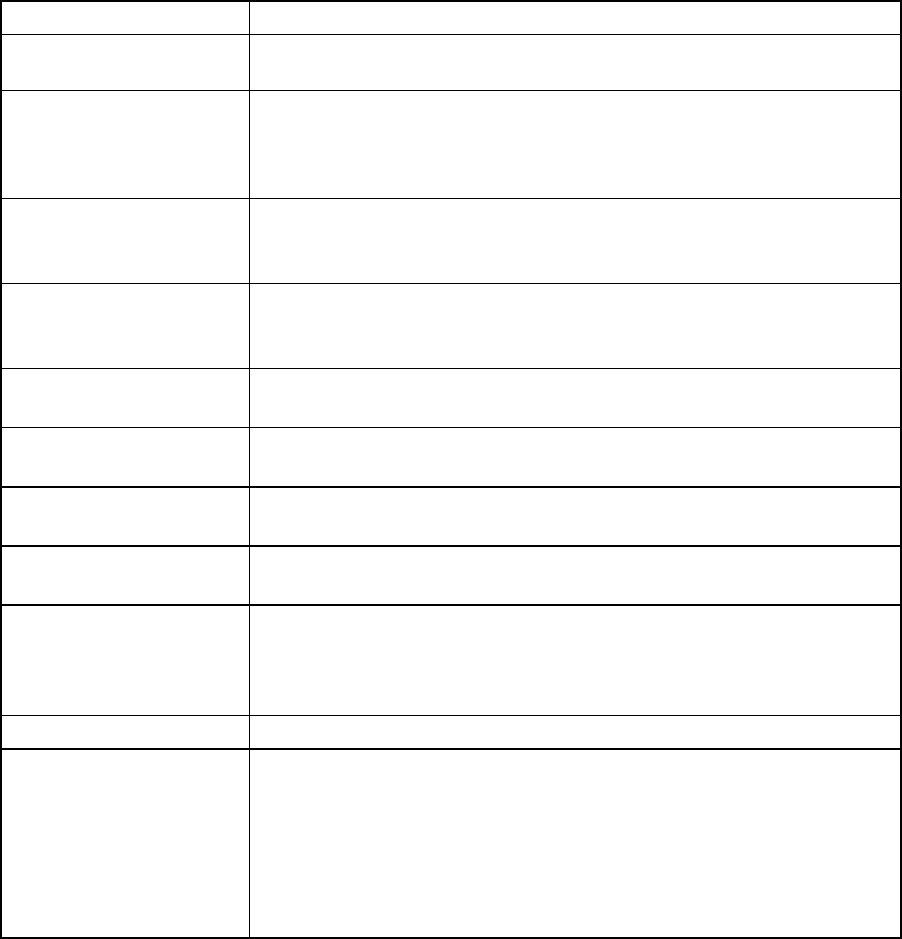
4-12-6. 元件的吸取,贴片顺序画面
可显示和编辑本机元件资料库中记录的元件资料之吸取和贴片顺序信息。
贴片头类型为高速时
贴片头类型为通用时
第
4
章
操作篇
4-12.
编辑数据库
218
项目名称
说明
贴片高度补正
输入贴片位置高度方向的补正值。
废弃位置
指定元件的废弃位置。
• Box:废弃到废弃箱
• 保护废弃:手动操作,用手取下元件
补料吸取次数
指定发生错误之前连续发生未吸取或芯片站立的次数:在
0
~
9
的范围
内选择。
未吸取时为发生无元件错误,芯片站立时为发生带式供料器不良错误。
重复次数
发生元件识别错误时重新识别的次数,在
0
~
9
的范围内选择。
重复指定次数后仍发生识别错误时,将废弃该元件,开始下一个元件的
吸取动作。
元件缺料次数
输入判定为无元件错误前所连续发生的吸取错误次数,输入范围为
1
~
9
。
NG
供料器次数
输入判定为带式供料器不良的错误前连续发生吸取错误或芯片站立错误
的次数,输入范围为
0
~
9
。
吸嘴停留时间
吸取时
输入为使吸取动作稳妥,吸嘴在吸取位置(下降位置)停留的时间。
吸嘴停留时间
贴片时
输入为使贴片动作稳妥,吸嘴在贴片位置(下降位置)停留的时间。
精度水平
选择通用贴片头的元件贴片时的精度水平。
• 通常:按照通常模式贴片
• 高精度:按照高精度模式贴片(贴片精度为高精度,但生产节拍
会降低)
吸嘴
ID
选择要使用的吸嘴
ID
。
超驰
[%]
输入各轴的超驰。
• XY:XY 轴动作
• C:送料速度
• H(吸取):吸取时的 H 轴动作
• H(贴片前):贴片前的 H 轴动作
• H(贴片后):贴片后的 H 轴动作
•
RTRN
:
RT
轴,
RN
轴动作