RX-7_InstructionManual_Rev03_C.pdf - 第33页
2 第 2 章 系统概要 2- 1. RX -7 的概要 2 2- 2. 系统构成表 4 2- 3. 设备规格 6 2- 4. 机器的构成 8 2- 5. 印刷基板设计基 准 19 2- 6. 元件供给装置的 规格 26 2- 7. ATC 的 规格 27
第
1
章
安全注意事项
1-9.
联锁规格
18
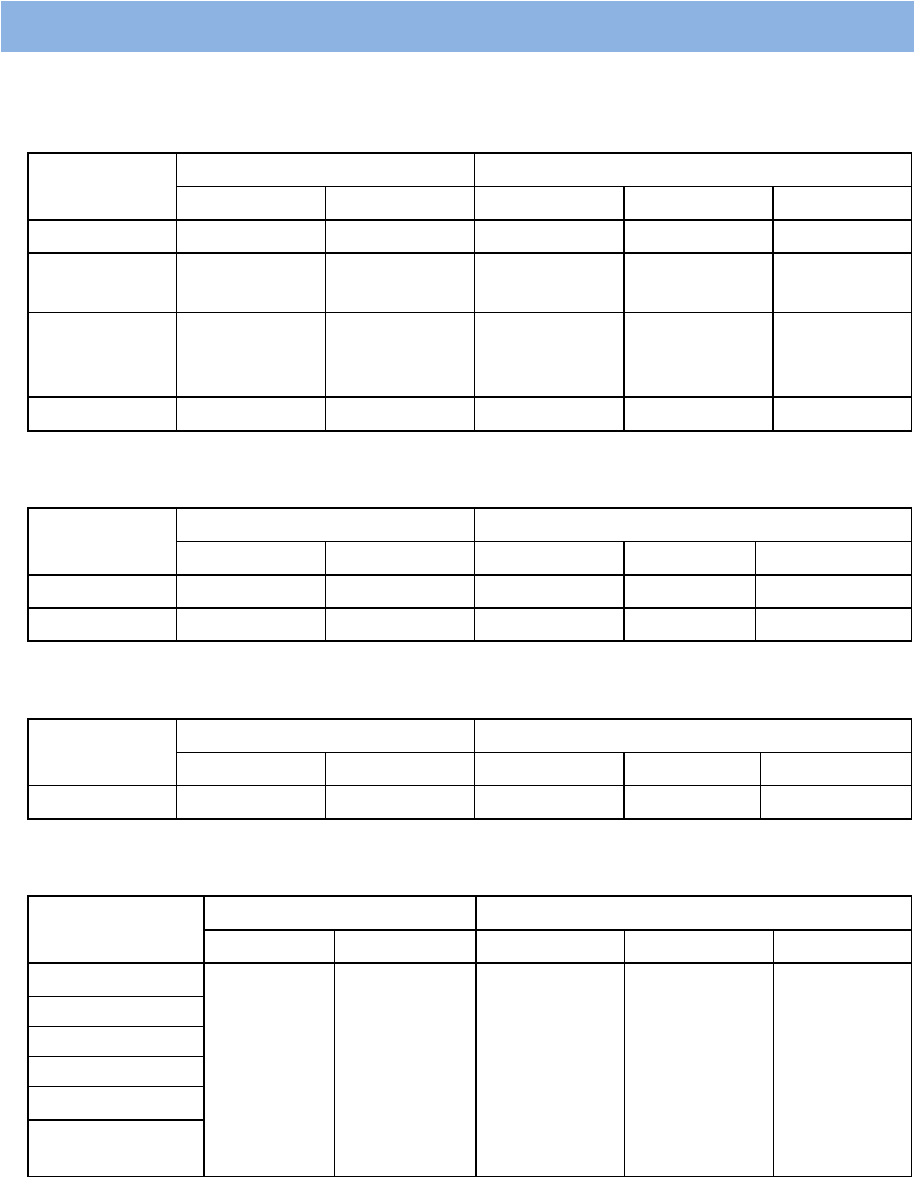
1-9. 联锁规格
本机的联锁进行如下动作。
正面安全盖打开时
项目
自动模式
手动模式
运行中
停止中
运行中
停止中
微调
紧急停止开关 紧急停止 紧急停止 紧急停止 轴不可动作 紧急停止
开门检测
(开)
紧急停止 不可开始 紧急停止 轴不可动作 紧急停止
一次性更换台
车检测
(下降)
紧急停止 不可开始 紧急停止 轴不可动作 紧急停止
发生伺服警报 轴警报停止 不可开始 轴警报停止 轴不可操作 轴警报停止
发生压力异常时
项目
自动模式
手动模式
运行中
停止中
运行中
停止中
微调
发生正压异常 压力异常停止 不可开始 压力异常停止 轴不可操作 压力异常停止
发生负压异常 压力异常停止 不可开始 压力异常停止 轴不可操作 压力异常停止
发生 FAN 警报时
项目
自动模式
手动模式
运行中
停止中
运行中
停止中
微调
发生 FAN 警报 FAN 警报停止 不可开始 FAN 警报停止 轴不可操作 FAN 警报停止
发生电路断路器,
FAN
,
AC Servo
,
DC Servo
,搬送系统,一次性更换台车电压异常时
项目
自动模式
手动模式
动作中
停止中
动作中
停止中
微调
电路断路器
Trip
轴警报停止 不可开始 轴警报停止 轴不可操作 轴警报停止
FAN Trip
AC Servo Trip
DC Servo Trip
搬送系统
Trip
一次性更换台车
Trip
•
在门打开或一次性更换台车下降的状态下,含 XY 轴在内的动力系统电源将关闭。

2
第2章 系统概要
2-1. RX-7 的概要 2
2-2. 系统构成表 4
2-3. 设备规格 6
2-4. 机器的构成 8
2-5. 印刷基板设计基准 19
2-6. 元件供给装置的规格 26
2-7. ATC 的规格 27

第
2
章
系统概要
2-1. RX-7
的概要
2
2-1. RX-7
的概要
本机系强化细微元件对应能力的电子元件贴片机。
2-1-1. RX-7
的特点
(1) 生产效率提高
• 在小型高刚性的机体内,将高可靠性的行星贴片头(Planet Head)配置在不会相互干扰的
布局中。通过与标准平台的双通道基板传送的融合,实现了高效率生产。
• 将 16 个吸嘴的 P16 吸嘴贴片头(高速贴片头)与 8 个吸嘴的 P8 吸嘴贴片头(通用贴片头)进行
了排列。由此大幅扩大对象元件规格,可对应各种各样的生产形态。
(2)实效节拍提高
• 通过采用贴片头上下机构,缩短吸嘴的上下运动时间,实现高速贴装。
• 对应左右贴片头的不同步生产。最大地缩短贴片头的等待时间,提高实效节拍。
• 采用基板不停止结构。可使基板停止在最适当的位置上进行生产。
• 采用双通道基板传送。排除传送时间的影响。
• P16 吸嘴贴片头每 1 个贴片头的平均安装吸嘴数大幅度地提高到 16 个,减少了吸取·贴片的
路径数。
• P8 吸嘴贴片头每 1 个贴片头的平均安装吸嘴数为 8 个,实现了从微小芯片到中型元件的贴
装。
(3)运行率提高
• 通过模拟或节拍计算决定元件的贴片顺序,供料器配置,使用的吸嘴,必要的吸嘴数量,可
使用发挥 RX-7 最优性能的软件 DAS。(DAS 为 Data Arrangement Software 的首字母。)
• 外部制作程序的软件,配备了可制作标记数据,生产程序等的IS Lite。
RX-7的生产程序编辑通过数据调整专业处理,使安排操作集成化,实现了安排支援部
分自动化。
• 判定为不良(NG)的吸嘴不被使用,确保本机持续运行。
(4)安装时间缩短
• 对于生产所必需的切换生产程序,调整传送宽度,一次性更换台车更换,ATC 更换等一整套
安排工程,全部在一个画面中实现安排支援功能集成化。使用本功能,通过简单的画面操
作,即可快速准确地完成安排作业。
• 装备激光传感器。自动校准吸取高度。
•
识别供料
器标记。自动校准吸取位置。
• 仅通过变更设定,即可改变基板传送的流动方向(左右)。