00195755-0102_UM_D1_D2_SR605_ZF - 第168页
3 取置機的技術資料 用戶手冊 SIPLAC E D1/D2 3.10 送料器 源自軟體版本 SR.605.xx 07/2008 英文版 168 3.10.9.5 資料輸入 請依 SIPLACE Pro 操作說明,定義元件格盤。 3.10.10 DIP 模組 料號 001 170 10-xx 用於助焊劑和膠粘劑的 DIP 模組 3 圖 3.10 - 19 DIP 模組 (1) DIP 模組 (2) 旋轉盤 (3) 橡膠滾軸 3.10.1…
用戶手冊 SIPLACE D1/D2 3 取置機的技術資料
源自軟體版本 SR.605.xx 07/2008 英文版 3.10 送料器
167
– 元件格盤固定器可以安裝到料位 1。
– 料站台上的送料器位置 14 和 15 不可填充。
– 裝有固定器時,料站台車無法靠接或分離
→ 將元件格盤固定器的前端插入相對應的定位針 (圖 3.10 - 18
中的 A,第 166 頁)。
→ 然後,將元件格盤後端的孔對準料站台圖 3.10 - 18
中的 B,第 166 頁) 的定位珠。
→ 檢查元件格盤固定器是否穩固放置在料站台上。
→ 將元件格盤架的一側固定在安裝架上 (圖 3.10 - 18
中的 C,第 166 頁)。然後,將另一側
按入安裝架中 (圖 3.10 - 18
中的 D,第 166 頁)。
→ 將元件格盤推入頂住停止擋 (圖 3.10 - 18
中的 E,第 166 頁)。
→ 按下止推緩衝墊 (圖 3.10 - 18
中的 F,第 166 頁),來固定元件格盤架。
→ 若要移除元件格盤架,再按一下止推緩衝墊即可。
請注意
使用小型元件格盤固定器 (136 mm),可以將元件格盤 (JEDEC 或 CENELEC 元件格盤) 直
接裝設在固定器上,換言之,無需使用元件格盤架。但是,定位器將需要進行更換 (圖 3.10 - 18
中的 G,第 166 頁) 。
警告
所有位置都必須配備送料器模組以保障安全。如果送料器不足,未分配的料位應安裝手部防護板
(虛擬送料器)。安裝元件格盤固定器時,其他位置也應安裝手部防護板。
3.10.9.4 更換定位器
→ 用力握住定位器 (圖 3.10 - 18 中的 G,第 166 頁)。向下壓止推緩衝墊 (圖 3.10 - 18 中的
F,第 166
頁),並將定位器從旁邊頂出並移除。
3 取置機的技術資料 用戶手冊 SIPLACE D1/D2
3.10 送料器 源自軟體版本 SR.605.xx 07/2008 英文版
168
3.10.9.5 資料輸入
請依 SIPLACE Pro 操作說明,定義元件格盤。
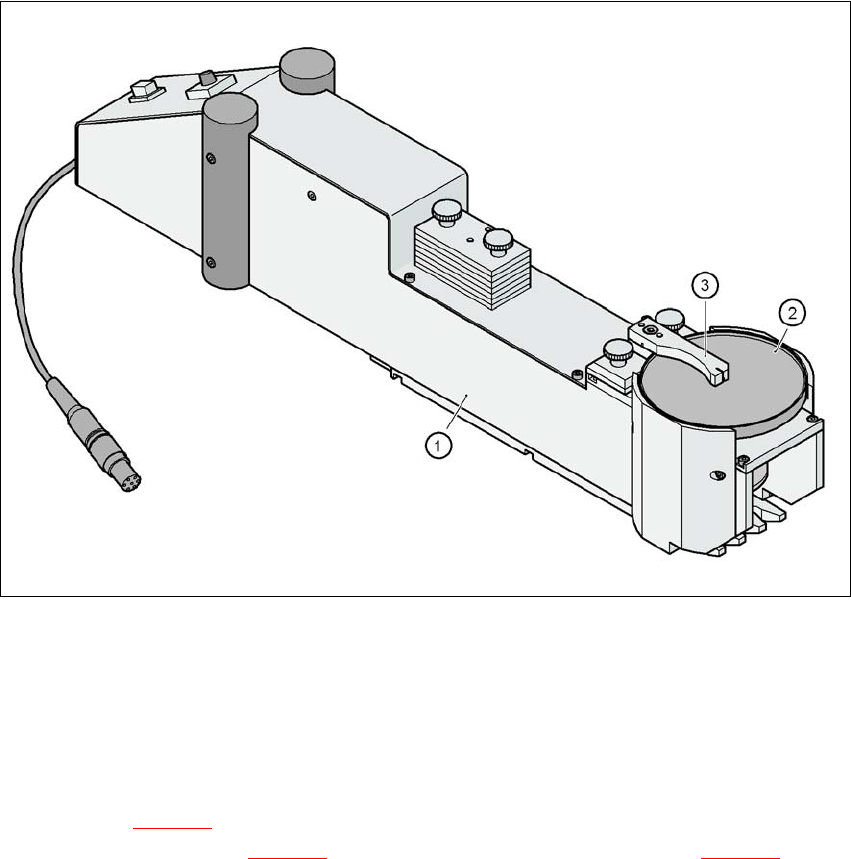
3.10.10 DIP 模組
料號 00117010-xx 用於助焊劑和膠粘劑的 DIP 模組
3
圖
3.10 - 19 DIP
模組
(1) DIP 模組
(2) 旋轉盤
(3) 橡膠滾軸
3.10.10.1 說明
DIP 模組 (圖 3.10 - 19 中的第 1 項) 用於以助焊劑或導電膠浸潤的倒裝晶片和 CSP 元件。助焊
劑固定器是一個旋轉盤(圖 3.10 - 19
中的第 2 項),旋轉盤上用橡膠滾軸 (圖 3.10 - 19 中的第
3 項) 塗覆了一薄層助焊劑 (如: 40 μm)。這個方法特別適用於高黏性 (例如,像蜂蜜一樣黏
稠) 助焊劑。這個程序所需的助焊劑用量已經降到最薄的塗層厚度,因為要沾錫的只有凸塊的底
面。
Dip 模組適用於下列取置頭: 最佳化程式會將它視為獨立的送料器類型。每個位置上 Dip 模組的
數量沒有限制。
用戶手冊 SIPLACE D1/D2 3 取置機的技術資料
源自軟體版本 SR.605.xx 07/2008 英文版 3.10 送料器
169
3.10.10.2 技術資料
裝有送料器的位置 3 3
元件尺寸 最大 36 x 36 mm²
依取置頭類型而定 3
可能的塗層厚度 25, 35, 45, 55, 65, 75 mm 3
變更塗層厚度所需的時間 1 分鐘以內。 3
間隙高度公差 ± 5 μm 3
料站台旋轉 1 次的時間 可以使用電位計設定
為 0 - 10 秒 3
元件 DIP 時間 設定範圍為 0 - 2 秒
(以 0.1 秒 為一個增量單位) 3
焊助劑 高黏性助焊劑、傳導性黏劑 3
更多程式設計相關的技術資料及資訊,請參閱 Betriebsanleitung DIP-Modul / DIP 模組使用手冊
(料號 00195065-xx)。
3