00195755-0102_UM_D1_D2_SR605_ZF - 第243页
用戶手冊 SIPLACE D1/D2 5 作業員的工作 源自軟體版本 SR.605.xx 07/2008 英文版 5.4 換班交接 243 5.4 換班交接 請注意 : 5 下列手冊或資料媒體可以為您提 供更多資訊 : – 取置機軟 體 605.xx 入門指引 – SIPLACE D1/D2 預防性維護手冊 –產 品 CD 上的部件目錄 5.4.1 換班時的作業 → 提早疊接 料帶。在新交班的工作開始 時,不需要補充送料器。如 此即可盡…
5 作業員的工作 用戶手冊 SIPLACE D1/D2
5.3 注意作業狀態指示燈 源自軟體版本 SR.605.xx 07/2008 英文版
242
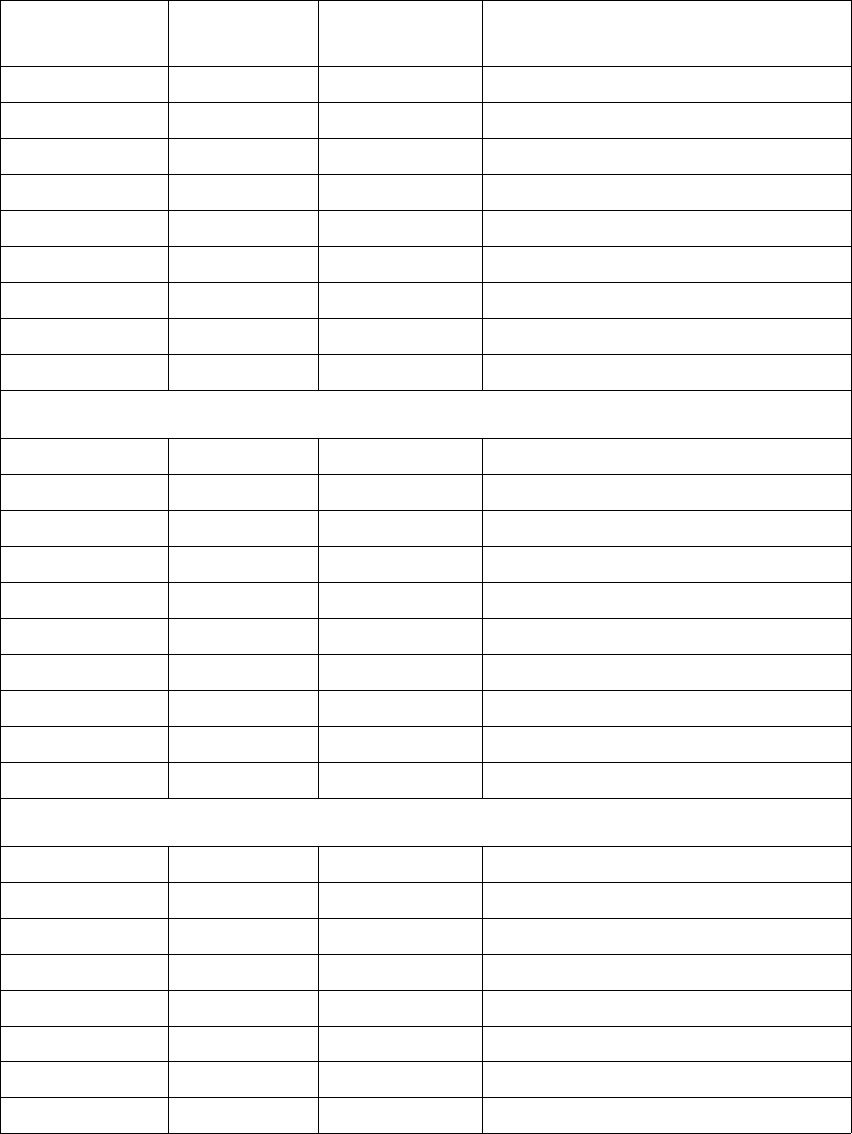
閃爍 (1,10) 閃爍 (7,7) 未改變 從輸出輸送帶移除 PCB
未改變 閃爍 (7,7) 閃爍 (1,10) 從輸出輸送帶 2 移除 PCB
閃爍 (1,10) 閃爍 (7,7) 閃爍 (1,10) 寬度調整
未改變 閃爍 (1,10) 未改變 輸送 PCB
閃爍 (1,10) 閃爍 (7,7) 閃爍 (1,10) 兩個輸出輸送帶都已清除
亮起 閃爍 (1,10) 亮起 輸送帶錯誤
亮起 熄滅 亮起 到維修位置
亮起 置放
閃爍 (1,20) 等候處理資料
錯誤顯示
亮起 熄滅 未改變 取置機錯誤,右側
亮起 熄滅 未改變 料軌清空,右側
亮起 熄滅 未改變 吸嘴組態,右側
亮起 熄滅 未改變 輸送帶出現錯誤,右側
亮起 熄滅 亮起 定位基準點錯誤,左側和右側
亮起 熄滅 亮起 定位基準點錯誤,左側和右側
未改變 熄滅 亮起 料軌清空,左側
未改變 熄滅 亮起 吸嘴組態,左側
未改變 熄滅 亮起 輸送帶錯誤,左側
未改變 熄滅 亮起 取置機錯誤,左側
拾取錯誤顯示
未改變 未改變 閃爍 (1,20)
第一料軌清空,左側
未改變 未改變 閃爍 (5,20)
其他料軌清空,左側
未改變 未改變 閃爍 (5,5)
倒數第二個料軌使用中
未改變 未改變 閃爍 (1,2)
最後一個料軌使用中,右側
閃爍 (1,20) 未改變 未改變
第一料軌清空,右側
閃爍 (5,20) 未改變 未改變
其他料軌清空,右側
閃爍 (5,5) 未改變 未改變
倒數第二個料軌使用中,右側
閃爍 (1,2) 未改變 未改變
最後一個料軌使用中,右側
L1 ( 白色 )
( 右側燈 )
L2 ( 綠色 ) L3 ( 白色 )
( 左側燈 )
義含
用戶手冊 SIPLACE D1/D2 5 作業員的工作
源自軟體版本 SR.605.xx 07/2008 英文版 5.4 換班交接
243
5.4 換班交接
請注意 : 5
下列手冊或資料媒體可以為您提供更多資訊 :
– 取置機軟體 605.xx 入門指引
– SIPLACE D1/D2 預防性維護手冊
–產品 CD 上的部件目錄
5.4.1 換班時的作業
→ 提早疊接料帶。在新交班的工作開始時,不需要補充送料器。如此即可盡可能減少延長停機
時間。
→ 應將重要資訊交接給下一班作業員。其中包括 ( 例如 ) 取置程式的變更。請詳細閱讀第 5.7
節,第 251 頁中規定的應採取的步驟清單。
→ 進行設定檢查。
確保送料器模組裝有正確的元件,在料站台車上處於正確的位置,而且輸送帶增量設定正
確。
→ 在開始新一班的工作時,應確定整條生產線與您接班時的狀態相同,這表示 :
– 回收筒已清空。
– 廢料帶容器是清空的。
– 送料器區域已利用吸塵器仔細清掃過。
5 作業員的工作 用戶手冊 SIPLACE D1/D2
5.5 進行全面檢查 源自軟體版本 SR.605.xx 07/2008 英文版
244
5.5 進行全面檢查
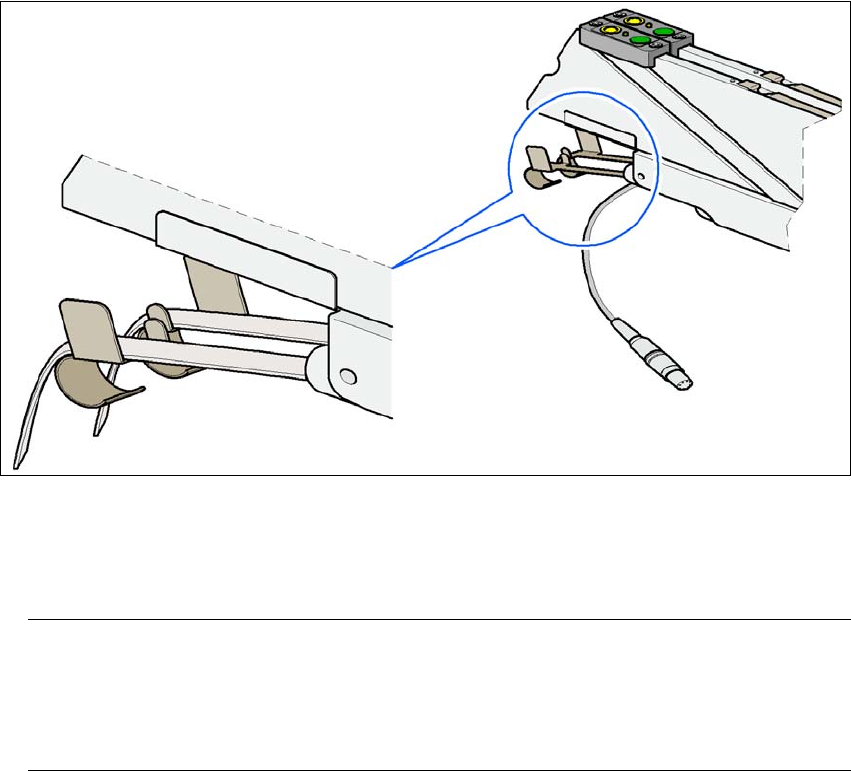
5.5.1 檢查 S 送料器
→ 確定料帶正確放置在 S 送料器的彈簧上。
5
圖
5.5 - 1
將料帶放在
S
送料器的彈簧上
→檢查 S 送料器的料帶覆膜剝除容器是否已滿。
如果已滿,則將覆膜拉出並用剪刀剪斷。
請注意
不用剪刀剪斷而用手扯斷可能導致料帶覆膜剝除機構發生問題。
因此,3 x 8 mm 送料器上整合了一個裁斷器。這個裁斷器設在送料器末端掀蓋下方的料帶覆
膜剝除容器內。 5
→ 檢查確保送料器 (24/32 mm) 上的拾取視窗剛好與元件尺寸相符。
→ 檢查料帶導槽是否插入組合送料器 (24 mm / 32 mm)。