00195755-0102_UM_D1_D2_SR605_ZF - 第245页
用戶手冊 SIPLACE D1/D2 5 作業員的工作 源自軟體版本 SR.605.xx 07/2008 英文版 5.5 進行全面檢查 245 5.5.2 在適宜的時間疊接料帶 請注意 : 儘早疊接料帶不要使送料器中的元 件用完。否則將會需要更長 的停機時間。 但也不可過早疊接料帶,因為如果 您在疊接後將舊料帶的端頭 捲繞在新料帶的捲盤上,捲 盤 上的料帶會因過多而脫出捲盤,造 成料帶糾結。這樣,也會造 成拾取錯誤,並且浪費更多 的 停…
5 作業員的工作 用戶手冊 SIPLACE D1/D2
5.5 進行全面檢查 源自軟體版本 SR.605.xx 07/2008 英文版
244
5.5 進行全面檢查
5.5.1 檢查 S 送料器
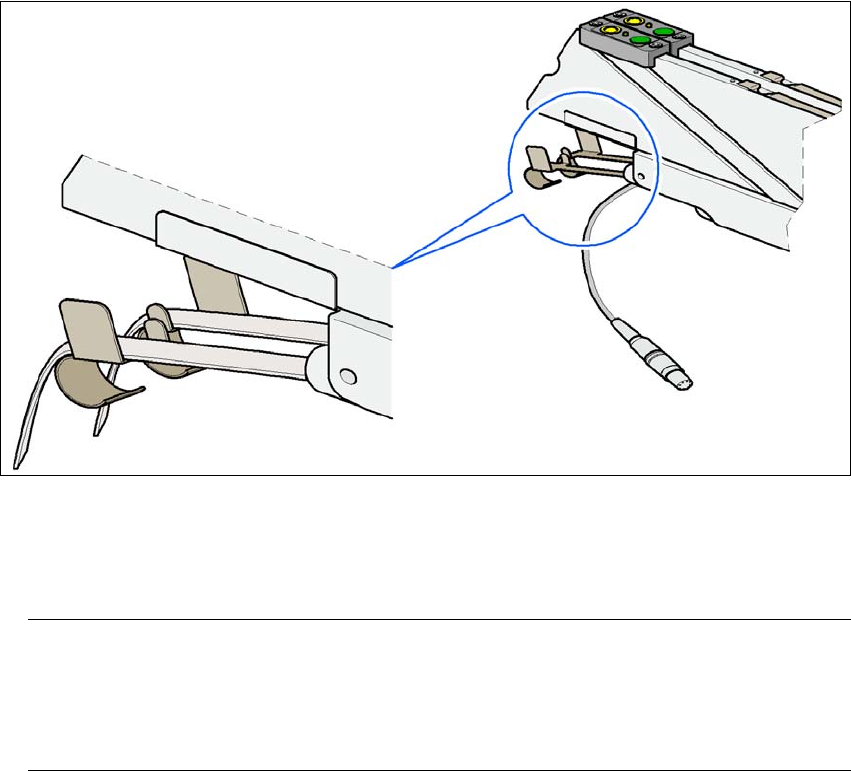
→ 確定料帶正確放置在 S 送料器的彈簧上。
5
圖
5.5 - 1
將料帶放在
S
送料器的彈簧上
→檢查 S 送料器的料帶覆膜剝除容器是否已滿。
如果已滿,則將覆膜拉出並用剪刀剪斷。
請注意
不用剪刀剪斷而用手扯斷可能導致料帶覆膜剝除機構發生問題。
因此,3 x 8 mm 送料器上整合了一個裁斷器。這個裁斷器設在送料器末端掀蓋下方的料帶覆
膜剝除容器內。 5
→ 檢查確保送料器 (24/32 mm) 上的拾取視窗剛好與元件尺寸相符。
→ 檢查料帶導槽是否插入組合送料器 (24 mm / 32 mm)。
用戶手冊 SIPLACE D1/D2 5 作業員的工作
源自軟體版本 SR.605.xx 07/2008 英文版 5.5 進行全面檢查
245
5.5.2 在適宜的時間疊接料帶
請注意 :
儘早疊接料帶不要使送料器中的元件用完。否則將會需要更長的停機時間。
但也不可過早疊接料帶,因為如果您在疊接後將舊料帶的端頭捲繞在新料帶的捲盤上,捲盤
上的料帶會因過多而脫出捲盤,造成料帶糾結。這樣,也會造成拾取錯誤,並且浪費更多的
停機時間。 5
5.5.3 檢查 PCB 頂針
→ 檢查升降平台上的磁性 PCB 支架。
– 支架的安排應不會碰觸到 PCB 底部的元件。
– 另外,還要確定 PCB 支架不會碰觸到 PCB 輸送帶面板。
– 僅以第 6.9
節,第 299 頁中所述方式使用 PCB 支架。
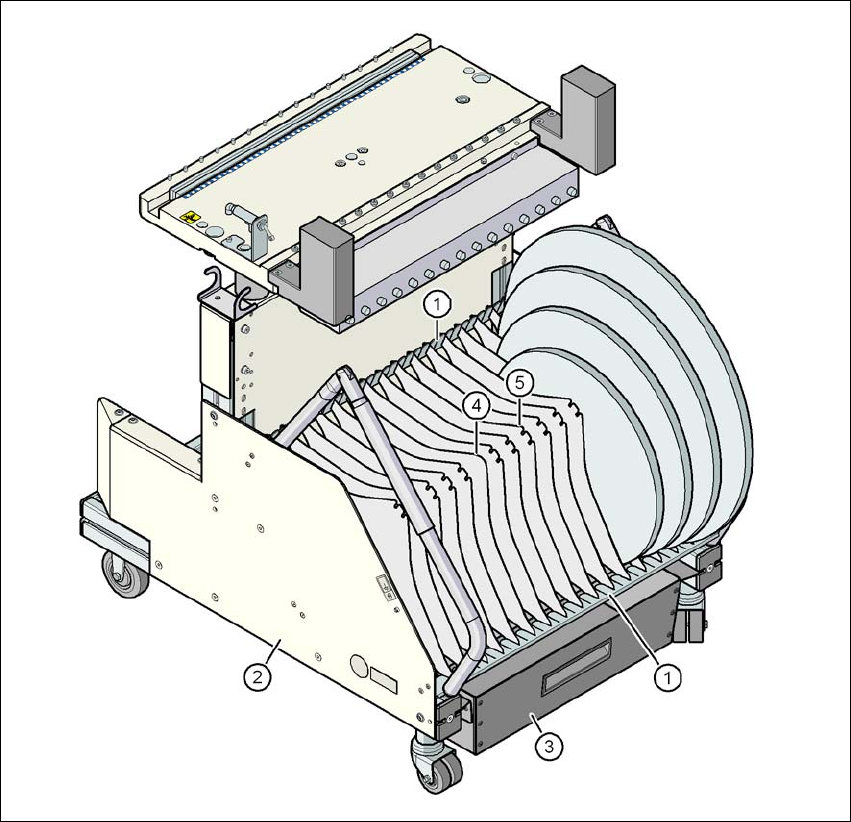
5.5.4 插入料帶容器中的分隔板
→ 分隔板的每個邊各不相同,可用兩種方式插入料帶容器內。如果使用芯軸,則分隔板內芯軸
的凹槽朝上 ( 見圖 5.5 - 2
中的第 6 項,第 246 頁 ) 。如果不使用芯軸,則分隔板的圓邊朝上
( 見圖 5.5 - 2
中的第 5 項,第 246 頁 ) 。
→如第246
頁的圖 5.5 - 2 所示,插入分隔板。請記得,料帶容器的最小分區數為 2 個分區。這
樣會有助於避免取置錯誤。
→ 檢查分隔板是否插入三導槽中的相同位置。否則分隔板會偏斜或彎曲。
5 作業員的工作 用戶手冊 SIPLACE D1/D2
5.5 進行全面檢查 源自軟體版本 SR.605.xx 07/2008 英文版
246
5
圖
5.5 - 2
料帶容器中的分隔板
(1) 分隔板的導軌
(2) 料帶容器
(3) 廢料帶容器
(4) 未使用芯軸時分隔板的位置
(5) 使用芯軸時分隔板的位置