00195755-0102_UM_D1_D2_SR605_ZF - 第253页
用戶手冊 SIPLACE D1/D2 5 作業員的工作 源自軟體版本 SR.605.xx 07/2008 英文版 5.8 避免料軌錯誤 253 5.8.3 元件座標系統及拾取角度 5 圖 5.8 - 1 元件的位置及拾取角度 專屬 元件 管狀 料管 晶片 元件 帶極性 0402 2220 陽極必須 對準 +X 座標。 封裝形式類別 坐標系統 送料器中的位置 拾取角度 / 吸嘴角度 料帶 : SOT 23 管狀 料管 料帶 : 料帶 : …

5 作業員的工作 用戶手冊 SIPLACE D1/D2
5.8 避免料軌錯誤 源自軟體版本 SR.605.xx 07/2008 英文版
252
5.8 避免料軌錯誤
5.8.1 總論
→ 確保送料器周邊區域乾淨,並且送料器區或送料器下方沒有任何掉落的元件。
→ 確保送料器的支承表面,特別是料站台的磁性導軌乾淨、水平。
→ 即時補充元件。
→ 提早疊接料帶。一般來說,當在捲盤上尚餘 1.5 米料帶時,就要準備好疊接材料。
→ 由於送料器是高精密裝置,所以將送料器插入料站台或從料站台上移除時,需要相當小心。
→ 關閉送料器模組上的拾取視窗,如果開啟的話,很容易被損壞。
→ 檢查送料器上的元件拾取位置是否正確設定。
→檢查 S 送料器模組插頭是否插入正確的插槽內。
5.8.2 避免料帶容器發生料軌錯誤
→ 正確插入分隔板 ( 見圖 5.5 - 2,第 246 頁 ) 。
→直徑為 15 英寸 (381 mm) 或更大的料帶捲盤應存放在芯軸上。
→使用 3 x 8 mm S 型送料器時,要確保使用中層料帶捲盤支架 ( 見 3.11.7
節,第 177) 。
用戶手冊 SIPLACE D1/D2 5 作業員的工作
源自軟體版本 SR.605.xx 07/2008 英文版 5.8 避免料軌錯誤
253
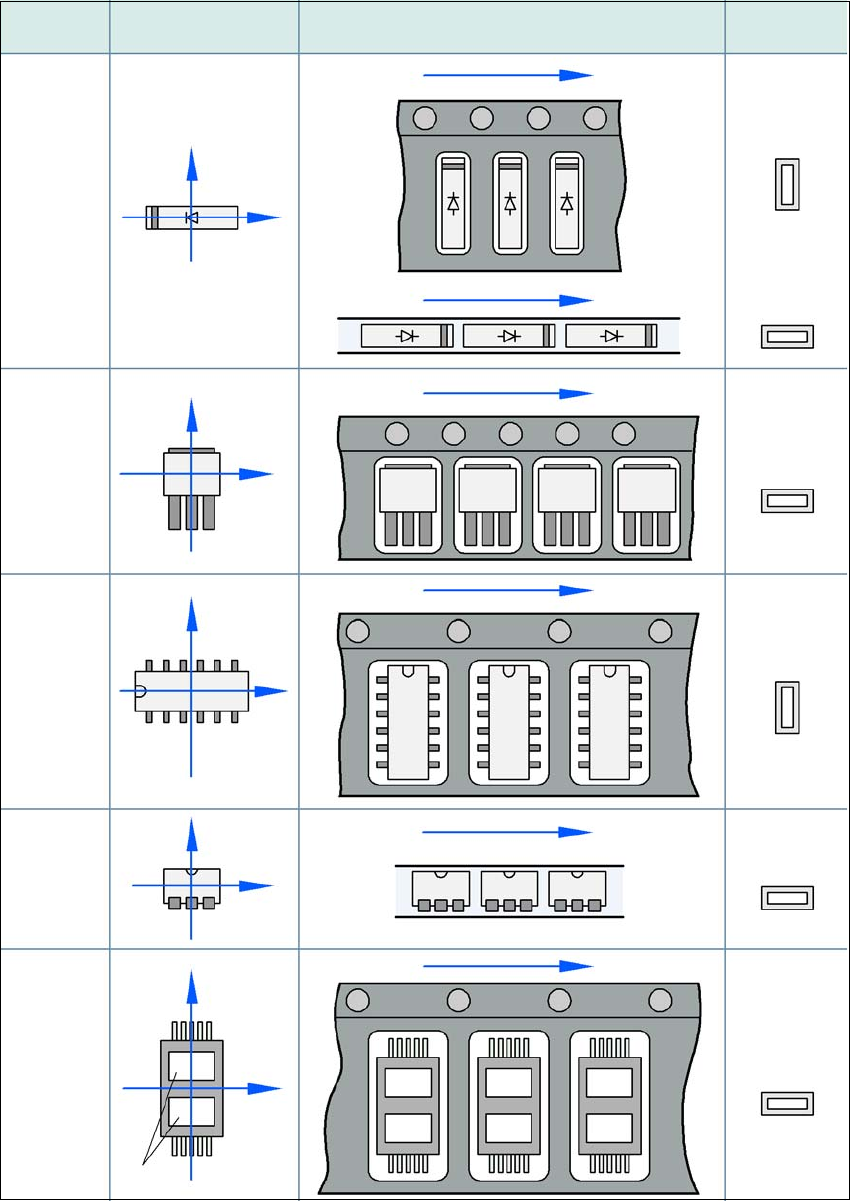
5.8.3 元件座標系統及拾取角度
5
圖
5.8 - 1
元件的位置及拾取角度
專屬
元件
管狀
料管
晶片
元件
帶極性
0402
2220
陽極必須
對準 +X 座標。
封裝形式類別 坐標系統
送料器中的位置
拾取角度 /
吸嘴角度
料帶 :
SOT 23
管狀
料管
料帶 :
料帶 :
SO-IC
DIL-IC
SOT 194
料帶 :
孔
Y
X
Y
X
Y
X
Y
X
Y
X
90°
90°
0°
90°
-90°
0°

5 作業員的工作 用戶手冊 SIPLACE D1/D2
5.9 補充元件 源自軟體版本 SR.605.xx 07/2008 英文版
254
5.9 補充元件
線上說明包含補充有和沒有條碼的元件的資訊。
→ 在料帶送料器方面,請確定隨時儘早疊接新料帶,不可讓送料器將材料用盡。
→ 但也不可過早疊接新料帶,因為如果您在疊接後將舊料帶的端頭捲繞在新料帶的捲盤上,捲
盤上的料帶會因過多而滑出捲盤,讓料帶糾結在一起。特定情況下,會造成拾取錯誤,並且
浪費更多的停機時間。
→使用 5 英寸 (381 mm) 和大型料帶捲盤時,始終要插入芯軸 ( 見圖 5.5 - 3
,第 247 頁 ) 並確保
分隔板正確插入 ( 見圖 5.5 - 2
,第 246 頁 ) 。