00195755-0102_UM_D1_D2_SR605_ZF - 第254页
5 作業員的工作 用戶手冊 SIPLACE D1 /D2 5.9 補充元件 源自軟體版本 SR.605.xx 07/2008 英文版 254 5.9 補充元件 線上說明包含補充有和沒有條碼的 元件的資訊。 → 在料帶送料 器方面,請確定隨時儘早疊接 新料帶,不可讓送料器將材 料用盡。 → 但也不可過 早疊接新料帶,因為如果您在 疊接後將舊料帶的端頭捲繞 在新料帶的捲盤上,捲 盤上的料帶會因過多而滑出捲盤, 讓料帶糾結在一起。特定情 況下…
用戶手冊 SIPLACE D1/D2 5 作業員的工作
源自軟體版本 SR.605.xx 07/2008 英文版 5.8 避免料軌錯誤
253
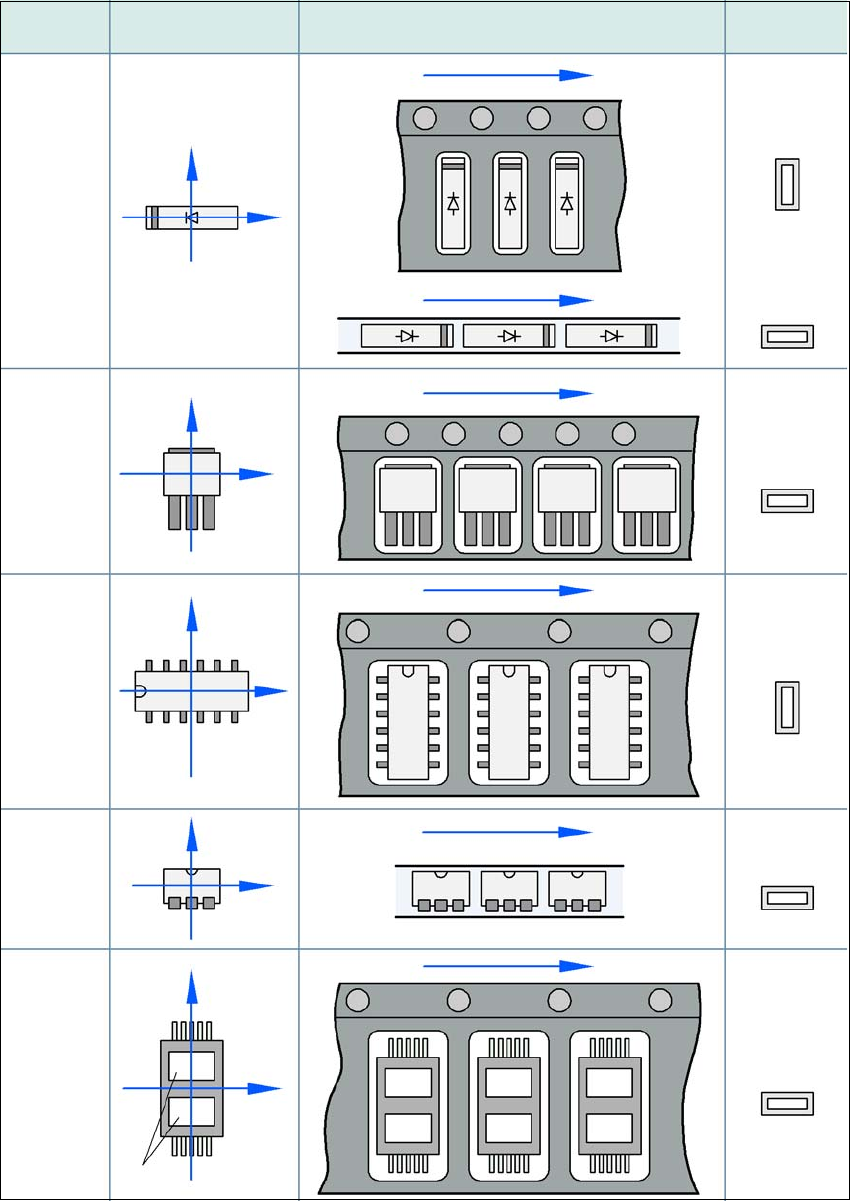
5.8.3 元件座標系統及拾取角度
5
圖
5.8 - 1
元件的位置及拾取角度
專屬
元件
管狀
料管
晶片
元件
帶極性
0402
2220
陽極必須
對準 +X 座標。
封裝形式類別 坐標系統
送料器中的位置
拾取角度 /
吸嘴角度
料帶 :
SOT 23
管狀
料管
料帶 :
料帶 :
SO-IC
DIL-IC
SOT 194
料帶 :
孔
Y
X
Y
X
Y
X
Y
X
Y
X
90°
90°
0°
90°
-90°
0°

5 作業員的工作 用戶手冊 SIPLACE D1/D2
5.9 補充元件 源自軟體版本 SR.605.xx 07/2008 英文版
254
5.9 補充元件
線上說明包含補充有和沒有條碼的元件的資訊。
→ 在料帶送料器方面,請確定隨時儘早疊接新料帶,不可讓送料器將材料用盡。
→ 但也不可過早疊接新料帶,因為如果您在疊接後將舊料帶的端頭捲繞在新料帶的捲盤上,捲
盤上的料帶會因過多而滑出捲盤,讓料帶糾結在一起。特定情況下,會造成拾取錯誤,並且
浪費更多的停機時間。
→使用 5 英寸 (381 mm) 和大型料帶捲盤時,始終要插入芯軸 ( 見圖 5.5 - 3
,第 247 頁 ) 並確保
分隔板正確插入 ( 見圖 5.5 - 2
,第 246 頁 ) 。
用戶手冊 SIPLACE D1/D2 5 作業員的工作
源自軟體版本 SR.605.xx 07/2008 英文版 5.10 靠接分離料站台車
255
5.10 靠接分離料站台車
5.10.1 靠接分離料站台車安全說明
警告 5
→ 請遵照第 2.5.2 節,第 59 頁中的安全說明,靠接分離料站台車。
5.10.2 分離料站台車
→按一下 MAIN VIEW ( 主畫面 ) 中的 STOP PROCESSING PCB ( 停止處理 PCB) 圖示。
正在處理的 PCB 會繼續完成處理。SINGLE FUNCTIONS (單項功能) 功能表圖示將被啟動。5
→ 按一下想要的 SINGLE FUNCTIONS GANTRY ( 單一功能懸臂 ) 圖示。
→選擇 GANTRY FUNCTIONS ( 懸臂功能 ) 。
→ 在這個選單中,按一下 GO TO SET-UP POSITION ( 前進到設定位置 ) 鈕。
所有選取的取置頭將移動橫跨 PCB 輸送帶,以避免在更換料站台車時受損。 5
→ 打開所選懸臂的保護蓋。
警告 ! 有壓傷危險 5
升高料站台時,不可將手伸到送料器和廢料帶導槽的間隙中。 5
→ 打開料站台的開關 ( 圖 5.10 - 2
中的第 4 項,第 257 頁 ) 。
→ 按住取置機機架上的按鈕 ( 圖 5.10 - 2
中的第 1 項,第 257 頁 ),直到料站台 ( 圖 5.10 - 2 中
的第 8 項,第 257
頁 ) 到達上部最終位置為止。
→ 從取置機拔除料站台車的電源線 ( 圖 5.10 - 2
中的第 2 項,第 257 頁 ) 。
→ 向上轉動兩個把手 ( 圖 5.10 - 1
中的第 1 項,第 256 頁 ) 。
→ 兩手握住把手,將料站台車拉出取置機。