00195755-0102_UM_D1_D2_SR605_ZF - 第312页
6 工作站擴充 用戶手冊 SIPLACE D1 /D2 6.17 真空幫浦 源自軟體版本 SR.605.xx 07/2008 英文版 312 6.17 真空幫浦 料號 001 19017-xx 真空幫浦 料號 001 19899-xx 真空幫浦 D1/D2 的接 頭零件組 每個收取置放頭都有各自的真空產 生器供應其所需的保持及置放 迴路。真空產生器依 V enturi 原 理運作。 D2 取置機的 壓縮空氣消耗量約為 485 Nl/mi…
用戶手冊 SIPLACE D1/D2 6 工作站擴充
源自軟體版本 SR.605.xx 07/2008 英文版 6.16 共平面雷射模組
311
6
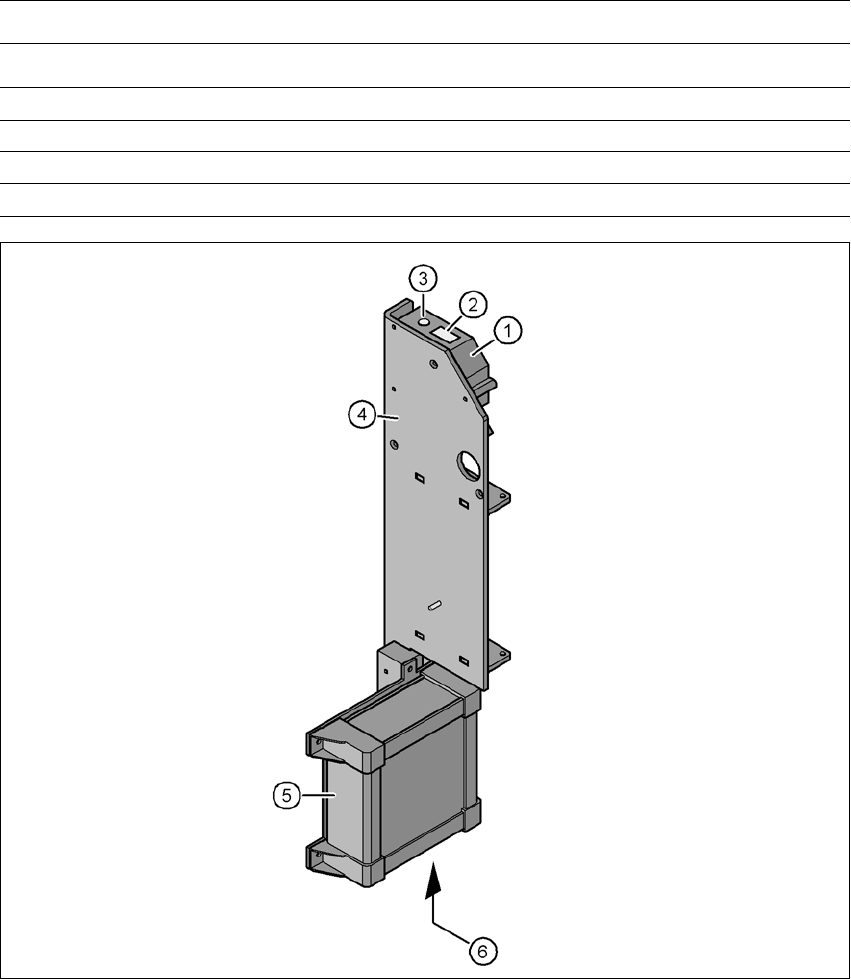
圖
6.16 - 5
共平面雷射模組
(1) 雷射感應器
(2) 偵測器
(3) 雷射發射器
(4) 組裝支架
(5) 控制器
(6) LED 顯示裝置和控制器接頭
LED avg avg1 avg2
關關無均值
紅關均值 1
關紅均值 2
紅紅均值 3
LED 狀態 狀態顯示
6 工作站擴充 用戶手冊 SIPLACE D1/D2
6.17 真空幫浦 源自軟體版本 SR.605.xx 07/2008 英文版
312
6.17 真空幫浦
料號 00119017-xx 真空幫浦
料號 00119899-xx 真空幫浦 D1/D2 的接頭零件組
每個收取置放頭都有各自的真空產生器供應其所需的保持及置放迴路。真空產生器依 Venturi 原
理運作。
D2 取置機的壓縮空氣消耗量約為 485 Nl/min,也就是說壓縮空氣供應需要做相應的調整。如果取
置機所有人的工廠設備不足,那麼將會提高相關的投資成本,我們提供真空幫浦來供應必要的真
空。
使用真空幫浦的其他優點:
– 可大約減少取置機壓縮空氣的一半消耗
– 降低輸入壓力
– 取置機更易於整合到現有生產線上。
– 因能源成本的降低而降低持續運作成本
真空幫浦免保養並且 100% 無油。它們有足夠的力量來供應收取置放頭的保持迴路。
取置機
a
取置機的壓縮空氣消耗量
a) 在溫度為 20°C、壓力為 1013 hPa 的正常大氣環境下
SIPLACE D1
不含真空幫浦
含真空幫浦
345 st. l/min (C&P/P&P)
205 st. l/min (C&P/P&P)
SIPLACE D2
不含真空幫浦
含真空幫浦
485 st. l/min (2 x C&P)
205 st. l/min (2 x C&P)
用戶手冊 SIPLACE D1/D2 6 工作站擴充
源自軟體版本 SR.605.xx 07/2008 英文版 6.18 SIPLACE 生產力提升
313
6.18 SIPLACE 生產力提升
6.18.1 平行取置的概念
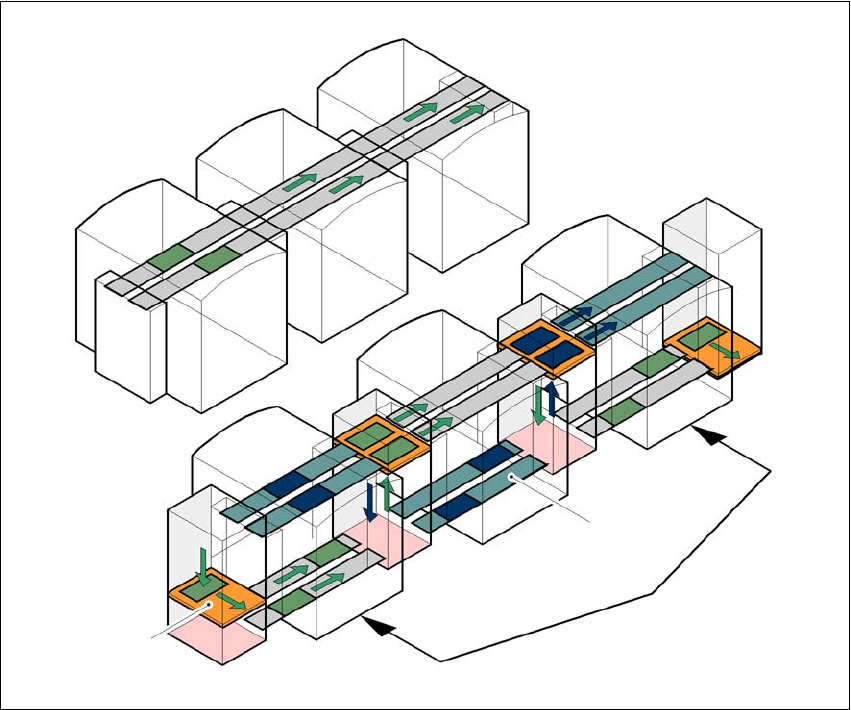
取置生產線通常以序列方式排列,並且彼此以序列方式連結。取置程式會循序處理而 PCB 也會從
一部取置機輸送到下一部取置機。這表示 PCB 會被配送到多部取置機之間完成取置。
6
圖
6.18 - 1
序列和並列生產線的比較
當取置機以並聯方式連接時,會合併在個別取置機上取置的元件。多部取置機會透過相同的取置
程式工作。它們會以一部取置所有的元件,而該取置機會被以許多序列處理配送到多部取置機之
間。當一部取置機的元件用完後, PCB 會移送到下一部取置機並在這裡以相同的取置程式進行取
置。這些由取置相同元件的取置機所成立的組合,稱為組群或 「叢集」。
序列線
並列線
地板下輸送帶
組群 ( 叢集)
水平 /
垂直吊車