ATF8_Instruction_Rev01_C - 第33页
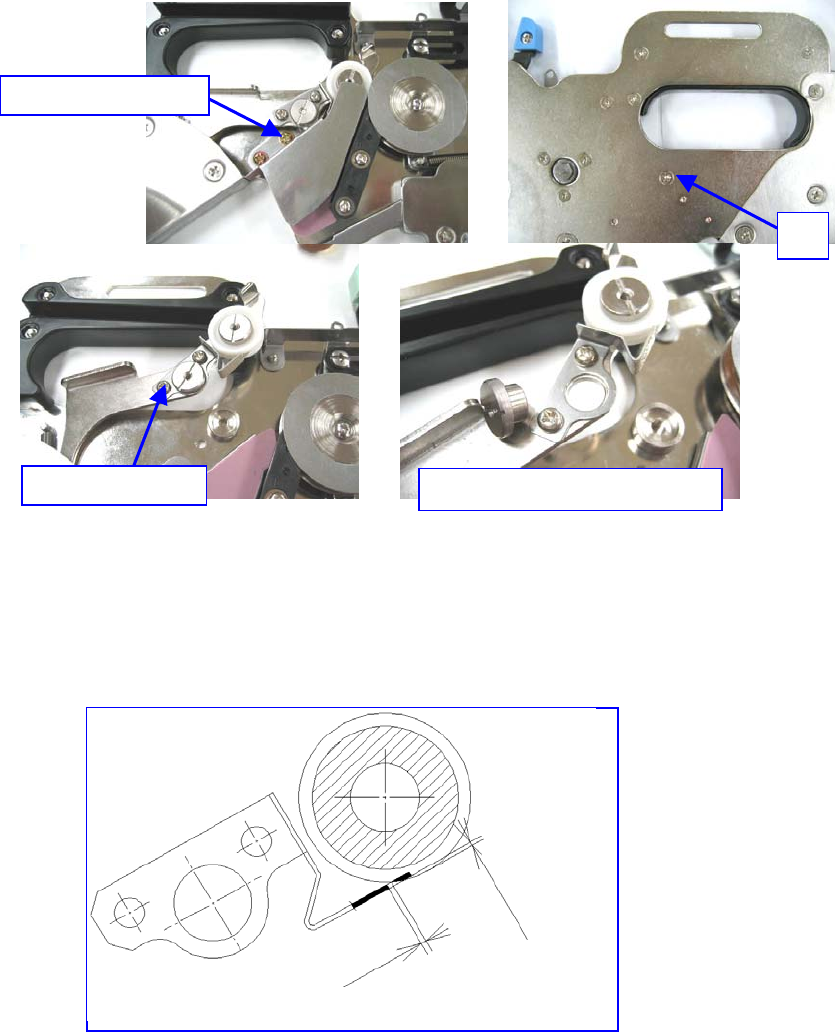
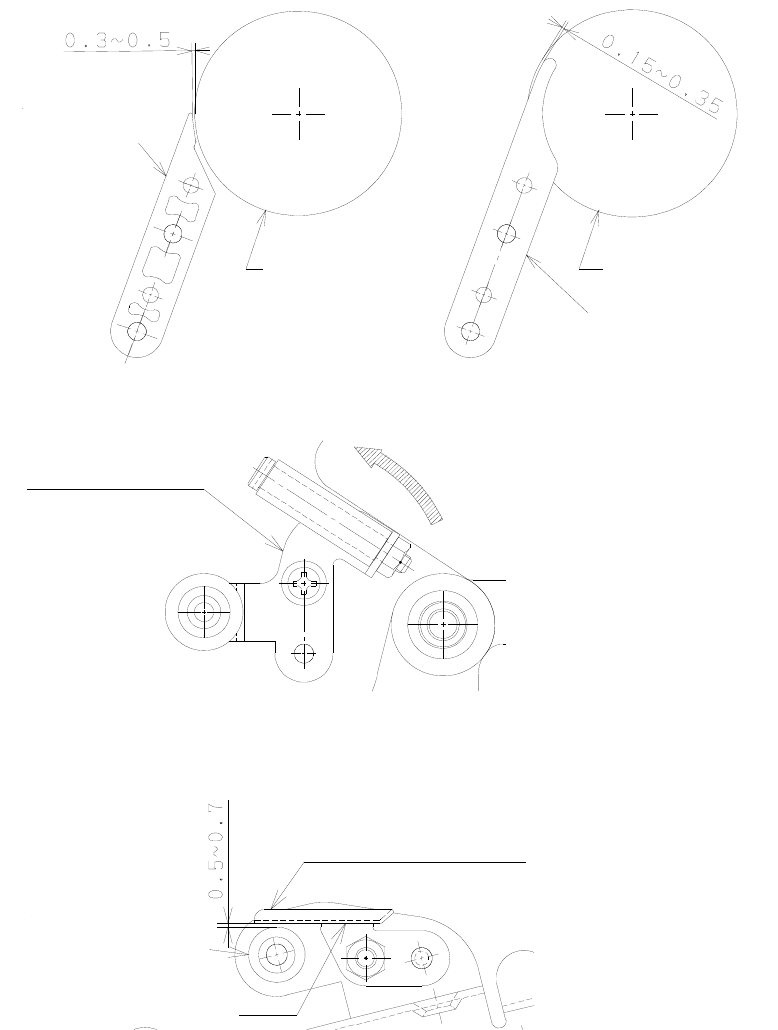
ATF 使用说明书 Rev01 ● 各零件的组装位置 ①板座 请把拉出辊转动 1 圈,把板座组装位置调整到板座和拉出辊外周的最小间隙 0.3 ~ 0.5mm , 拉出辊板外面向拉出辊外周内侧拉进 0.15 ~ 0.35mm 的位置 。 板座 拉出辊外周 拉出辊外周 拉出辊板 ②护带导向器支架 请把护带导向器支架向箭头方向上下移动靠近进行组装。 护带导向器 支架 ③传送带夹持 板 请把传送带夹持板调整为与导向辊外周间隙 0.5 ~ 0.7…
ATF 使用说明书 Rev01
3) 压辊板的更换
①请卸下排出护罩固定螺丝,然后再卸下排出护罩。
②请卸下压辊板固定螺丝。
③请卸下 A 部的盘型螺丝,然后再分解压辊板联结部。
④请按照相反的顺序装上新的压辊板。
请把排放护罩的安装位置调整成与板座平行且间隙 1.5±0.3mm,与拉出辊组件的间隙 1±
0.3mm。
排出护罩固定螺丝
A
压辊板固定螺丝
分解了压辊板联结部后的状态
(注)请让压辊板和压辊之间留有间隙地组装。
·与压辊外周的前端间隙请调整为 0.3~0.5mm。
·压辊外周和根部间隙请调整为 0.3~0.5mm。
0.3~0.5mm
0.3~0.5mm
25
ATF 使用说明书 Rev01
●
各零件的组装位置
①板座
请把拉出辊转动 1 圈,把板座组装位置调整到板座和拉出辊外周的最小间隙 0.3~0.5mm,
拉出辊板外面向拉出辊外周内侧拉进 0.15~0.35mm 的位置。
板座
拉出辊外周 拉出辊外周
拉出辊板
②护带导向器支架
请把护带导向器支架向箭头方向上下移动靠近进行组装。
护带导向器
支架
③传送带夹持板
请把传送带夹持板调整为与导向辊外周间隙 0.5~0.7mm。
另外安装带时,请确认护带是否没有接触传送带夹持板底面。
传送带夹持板
导向辊外周
底面
26
ATF 使用说明书 Rev01
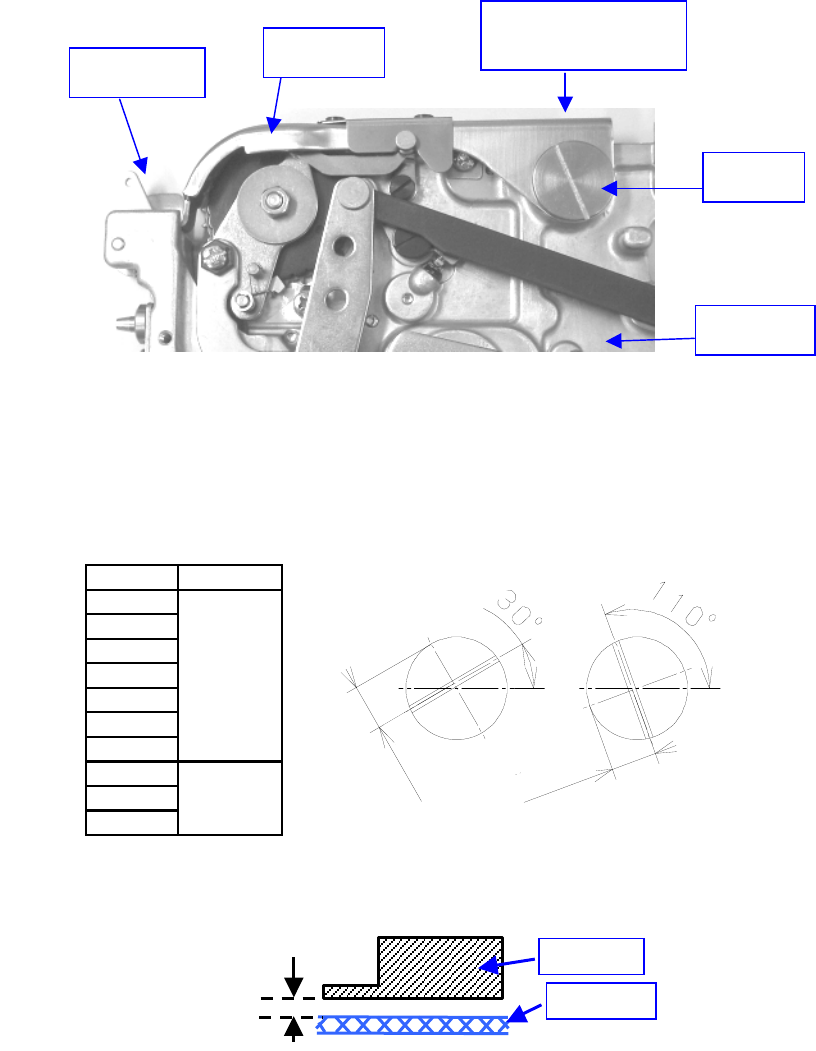
4) 上护罩的更换
偏心轴固定螺丝
① 请松开上护罩钩,解除上护罩的压片。
② 请拧松偏心轴固定螺丝,拔下偏心轴,然后更换护罩。
③ 请把偏心轴穿过新的上护罩,然后把偏心轴插入供料器座。
④ 用一字螺丝刀调整偏心轴的偏心量,然后固定偏心轴固定螺丝。各机种的调整值请参照下
表。
此时,请把偏心轴的紧固扭矩调整到可以靠上护罩的自动可以关闭的程度。
⑤ 请把带子装到供料器,然后确认传送带和遮挡器的间隙。
机
种
调
整
量
AQ02HP
AF05HP
AN05HP
AF081E
AN081E
AF08HE
AN08HE
AF081P
AN081P
AN081C
110°
30°
偏心轴
供料器座
(从上面固定)
上护罩
上护罩钩
狭
窄
侧
狭
窄
侧
遮挡器
<间隙量>
0.1mm 以下(AQ02HP 以外)
0.05mm 以下(AQ02HP)
传送带
27