00193576-02 - 第105页
Manual do usuário SIPLACE HF 3 Dados técnicos Versão de software SR.504.xx Edição 07/2003 PT 3.3 Cabeças de montar 105 3.3.4.1 Descrição Esta c abeça de mon tar a ltamen te evol uída é compos ta po r duas cabeç as de mon…
3 Dados técnicos Manual do usuário SIPLACE HF
3.3 Cabeças de montar Versão de software SR.504.xx Edição 07/2003 PT
104
3.3.4 SIPLACE TwinHead para montagem de PCI de alta precisão
3
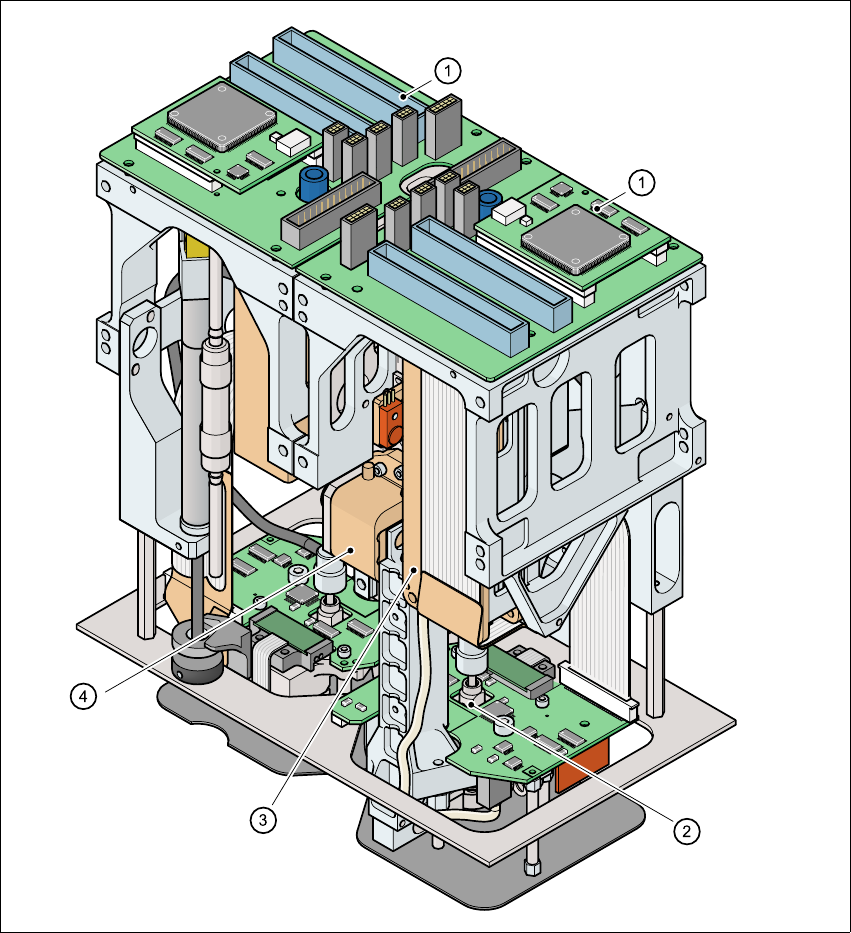
Fig. 3.3 - 8 TwinHead para montagem de PCI de alta precisão
3
(1) O módulo Pick&Place da TwinHead é composto por 2 módulos Pick&Place
(2) Eixo DP
(3) Acionamento do eixo Z
(4) Sistema incremental de medição da distância para o eixo Z

Manual do usuário SIPLACE HF 3 Dados técnicos
Versão de software SR.504.xx Edição 07/2003 PT 3.3 Cabeças de montar
105
3.3.4.1 Descrição
Esta cabeça de montar altamente evoluída é composta por duas cabeças de montar do mesmo
tipo (TwinHead ou gémeas) ligadas entre si que trabalham segundo o princípio Pick&Place. O sis-
tema TwinHead é próprio para a maquinagem de componentes particularmente exigentes e gran-
des. Dois componentes são retirados da cabeça de montar, centrados opticamente no trajecto
para a posição de montagem e rodados para a necessária posição de montar. Seguidamente,
são colocados sobre a PCI com suavidade e na posição rigorosa por meio de sopro de ar regu-
lado.
Para o sistema TwinHead foram estudados novos bocais (Tipo 5xx). Um adaptador permite utili-
zar também os bocais da cabeça Pick&Place do Tipo 4xx e os bocais das cabeças Collect&Place
dos tipos 8xx e 9xx.
Funções de controle e auto aprendizagem 3
Diferentes funções de controlo e auto aprendizagem aumentam a confiabilidade do sistema
TwinHead.
– Testes de vácuo nos bocais mostram, por exemplo, se o componente foi retirado ou colocado
corretamente.
– Módulos de visão de alta resolução e inteligentes - como p.ex. módulos de visão Fine-Pitch e
Flip-Chip – detectam os mais pequenos desvios da posição do CO, corrigem os mesmos e
garantem, assim, uma posição de montagem correta. As câmaras de componentes estão co-
locadas de forma estacionária no quadro da máquina.
– Além disso, também é verificada a forma da caixa. Se os dados geométricos determinados
forem diferentes dos dados programados, o componente não é montado.
– As forças de colocação previamente definidas para os componentes são medidas e controla-
das por um sensor de força.
– Em caso de falha de ar comprimido ou de corrente elétrica, o eixo vertical (eixo Z) sobe para
uma posição segura para evitar um embate da cabeça.
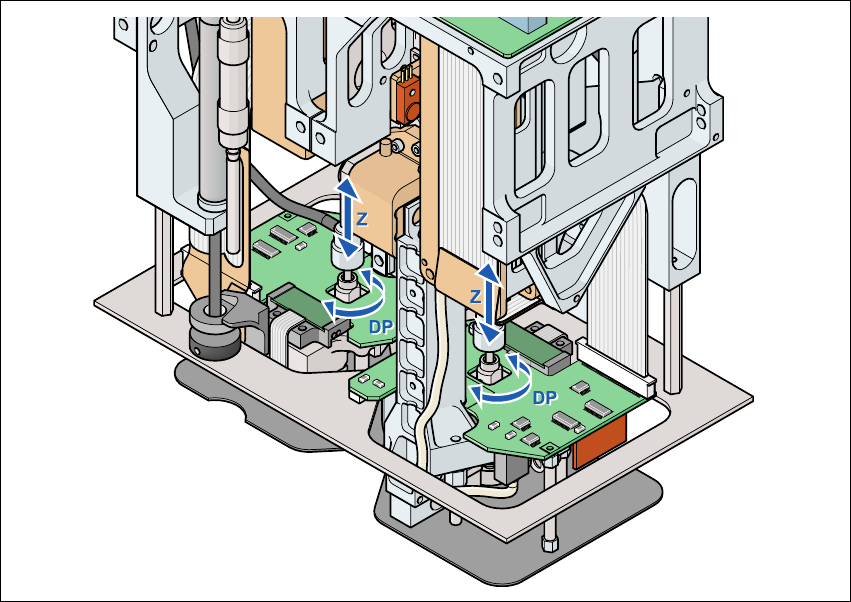
3.3.4.2 Descrição do funcionamento
A TwinHead é composta por duas cabeças Pick&Place acopladas entre si, comandadas indepen-
dentemente uma da outra. Cada cabeça possui dois eixos: o eixo Z e o eixo DP (veja a Fig.
3.3 - 7
).
O trajecto de deslocação do eixo Z é registado por um sistema linear de medição incremental de
alta resolução. O eixo Z executa um movimento vertical. Um motor linear faz subir e descer o eixo
Z. Desta forma, componentes são retirados de alimentadores ou de bandejas e descidos sobre
a PCI. Ao eixo Z é dado o nome de "eixo inteligente". Regista" a altura de coleta de cada trilha do
alimentador e a altura de montagem para cada componente. Assim, é possível acelerar o proces-
so de montagem. A força de colocação programada é medida e controlada por um sensor de for-
ça.
3 Dados técnicos Manual do usuário SIPLACE HF
3.3 Cabeças de montar Versão de software SR.504.xx Edição 07/2003 PT
106
O eixo DP roda o componente centrado opticamente para a posição pretendida para a monta-
gem. O eixo de rotação é acionado por um motor passo a passo. O veio do motor constitui o tubo.
Na extremidade superior está fixado o disco de incrementos para a avaliação angular e na extre-
midade inferior está o dispositivo de sujeição para o bocal.
As sequências do movimento dos eixos de rotação e também dos eixos de translação são co-
mandadas por circuitos de regulação. Sensores para a posição e para a velocidade transmitem
os valores reais do movimento dos eixos ao comando dos mesmos. A partir da comparação entre
os valores teóricos e reais, são determinados os parâmetros da força e da velocidade para os
servoamplificadores e, portanto, o movimento a realizar pelos eixos.
Os valores do vácuo no bocal são permanente controlados eletronicamente durante todo o pro-
cesso de coleta e de montagem para que a taxa de erros seja a mais reduzida possível.
3
Fig. 3.3 - 9 Descrição do funcionamento