IPC-CM-770D-1996 - 第108页
IPC-CM-770 January 1996 Table 20-2 Epoxy device - Attachment Materials Mechanical Ease of Type Special Consideration Application Reliability Strength Material Cost Non-conductive Available in 1-part (preforms with Excell…
January 1996 IPC-CM-770
E. Dry Processing
Precoated boards can be component
populated with only the addition of heat.
F. Fine Line Capability
Lines and spaces well below
10
mils can be connected.
No
shorting occurs with even the
highest density flat packs.
G.
TAB Compatible
The outer lead bonding of TAB can
be easily accomplished with adhesive film.
Depending on the attachment method, an adhesive may be
necessary to attach the device to the board.
Thermoset adhesive and two-part reactive, conductive and
non-conductive adhesives have been used in the electronic
industry for several decades. Perhaps the most extensive
use of conductive adhesives is for die attachment, although
component attachment is not uncommon, especially tempo-
rary or initial attachment of surface mount components for
machine soldering.
Several types of adhesives are listed in Table
20-1.
ease of rework and repair. An electrically-conductive epoxy
must be used for bonding when electrical contact is
required to the back of the semiconductor or IC. In general,
metal backing on chips helps promote good ohmic contact.
Epoxy-bonded assemblies must be vacuum baked prior to
sealing to remove any entrapped moisture or volatile
residues.
Epoxy is available as a paste for screen printing or pneu-
matic dispensing and as an impregnated glass cloth or auto-
matic placement. Concerning costs, screen printing the
epoxy is cheapest followed by machine-mounted pneu-
matic dispensing and hand dispensing or film placement.
However, the manufacturing process, not cost, usually dic-
tates the epoxy application technique. For example, screen
printing can only be performed on flat surfaces (i.e., on
unpackaged substrates without components already in
place), whereas dispensing can be performed at various
stages of assembly.
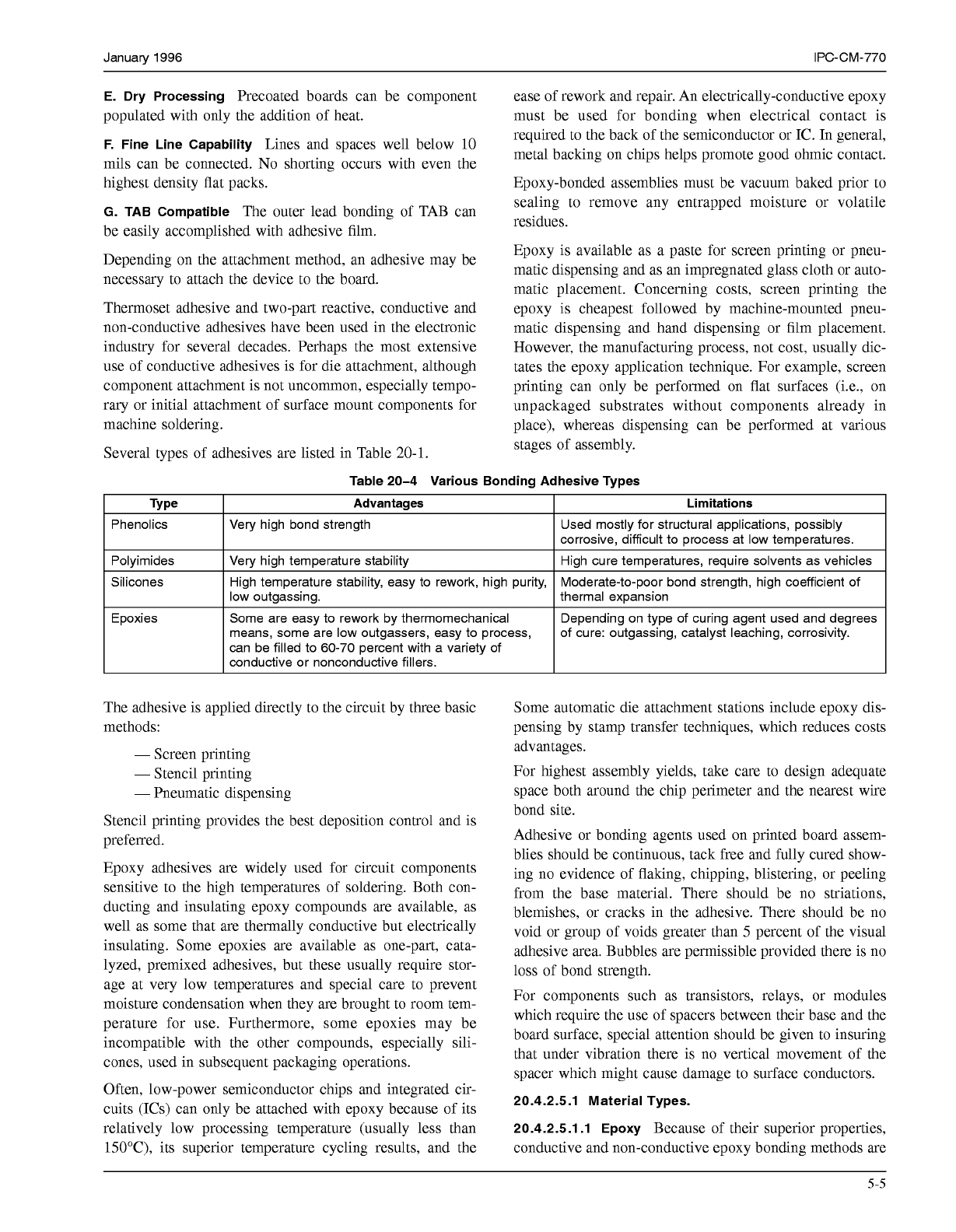
Table 20-4 Various Bonding Adhesive Types
TY Pe
Limitations
Advantages
Phenolics
Depending on type of curing agent used and degrees Some are easy to rework by thermomechanical
Epoxies
Moderate-to-poor bond strength, high coefficient of High temperature stability, easy to rework, high purity, Silicones
High cure temperatures, require solvents as vehicles Very high temperature stability
Polyimides
Used mostly for structural applications, possibly Very high bond strength
corrosive, difficult to process at low temperatures.
low outgassing. thermal expansion
means, some are low outgassers, easy to process, of cure: outgassing, catalyst leaching, corrosivity.
can be filled to 60-70 percent with a variety of
conductive or nonconductive fillers.
The adhesive is applied directly to the circuit by three basic
methods:
-
Screen printing
-
Stencil printing
-
Pneumatic dispensing
Stencil printing provides the best deposition control and is
preferred.
Epoxy adhesives are widely used for circuit components
sensitive to the high temperatures of soldering. Both con-
ducting and insulating epoxy compounds are available, as
well as some that are thermally conductive but electrically
insulating. Some epoxies are available as one-part, cata-
lyzed, premixed adhesives, but these usually require stor-
age at very low temperatures and special care to prevent
moisture condensation when they are brought to room tem-
perature for use. Furthermore, some epoxies may be
incompatible with the other compounds, especially sili-
cones, used in subsequent packaging operations.
Often, low-power semiconductor chips and integrated cir-
cuits (ICs) can only be attached with epoxy because of its
relatively low processing temperature (usually less than
150°C), its superior temperature cycling results, and the
Some automatic die attachment stations include epoxy dis-
pensing by stamp transfer techniques, which reduces costs
advantages.
For highest assembly yields, take care to design adequate
space both around the chip perimeter and the nearest wire
bond site.
Adhesive or bonding agents used on printed board assem-
blies should be continuous, tack free and fully cured show-
ing no evidence of flaking, chipping, blistering, or peeling
from the base material. There should be no striations,
blemishes, or cracks in the adhesive. There should be no
void or group of voids greater than
5
percent of the visual
adhesive area. Bubbles are permissible provided there is no
loss of bond strength.
For components such as transistors, relays, or modules
which require the use of spacers between their base and the
board surface, special attention should be given to insuring
that under vibration there is no vertical movement of the
spacer which might cause damage to surface conductors.
20.4.2.5.1 Material Types.
20.4.2.5.1.1 Epoxy
Because of their superior properties,
conductive and non-conductive epoxy bonding methods are
5-5
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770 January 1996
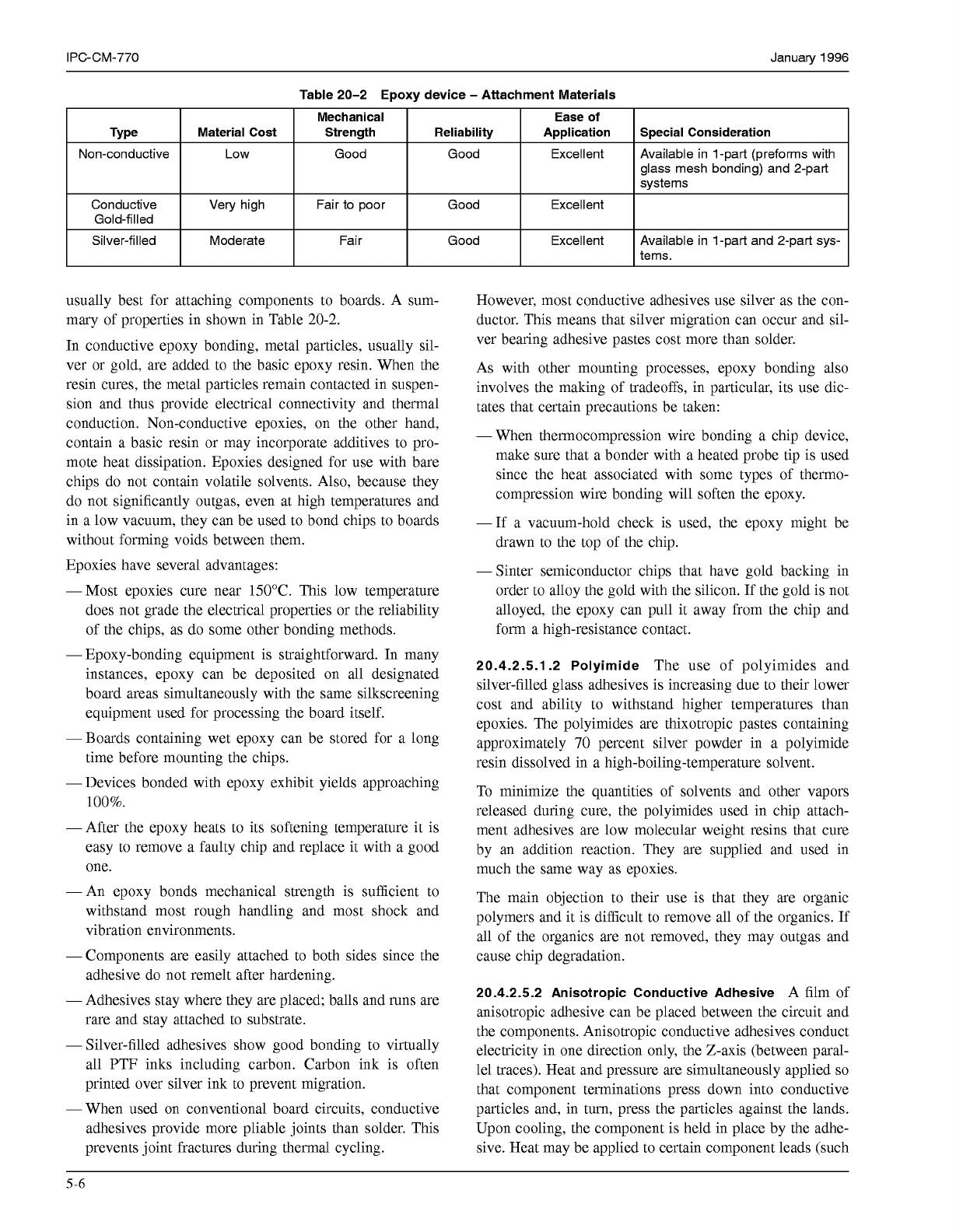
Table 20-2 Epoxy device
-
Attachment Materials
Mechanical Ease
of
Type
Special Consideration
Application Reliability Strength
Material Cost
Non-conductive Available in 1-part (preforms with Excellent Good Good Low
glass mesh bonding) and 2-part
systems
Conductive
Available in 1-part and 2-part sys- Excellent Good Fa¡ r Moderate Silver-filled
Gold-filled
Excellent Good
Fair to poor
Very high
tems.
usually best for attaching components to boards. A sum-
mary of properties in shown in Table
20-2.
In conductive epoxy bonding, metal particles, usually sil-
ver or gold, are added to the basic epoxy resin. When the
resin cures, the metal particles remain contacted in suspen-
sion and thus provide electrical connectivity and thermal
conduction. Non-conductive epoxies, on the other hand,
contain a basic resin or may incorporate additives to pro-
mote heat dissipation. Epoxies designed for use with bare
chips do not contain volatile solvents. Also, because they
do not significantly outgas, even at high temperatures and
in a low vacuum, they can be used to bond chips to boards
without forming voids between them.
Epoxies have several advantages:
-Most epoxies cure near 150°C. This low temperature
does not grade the electrical properties or the reliability
of the chips, as do some other bonding methods.
-
Epoxy-bonding equipment is straightforward. In many
instances, epoxy can be deposited on all designated
board areas simultaneously with the same silkscreening
equipment used for processing the board itself.
-Boards containing wet epoxy can be stored for a long
time before mounting the chips.
-Devices bonded with epoxy exhibit yields approaching
100%.
-After the epoxy heats to its softening temperature it is
easy to remove a faulty chip and replace it with a good
one.
-An epoxy bonds mechanical strength is sufficient to
withstand most rough handling and most shock and
vibration environments.
-Components are easily attached to both sides since the
adhesive do not remelt after hardening.
-
Adhesives stay where they are placed; balls and runs are
rare and stay attached to substrate.
-
Silver-filled adhesives show good bonding to virtually
all PTF inks including carbon. Carbon ink is often
printed over silver ink to prevent migration.
-When used on conventional board circuits, conductive
adhesives provide more pliable joints than solder. This
prevents joint fractures during thermal cycling.
However, most conductive adhesives use silver as the con-
ductor. This means that silver migration can occur and sil-
ver bearing adhesive pastes cost more than solder.
As with other mounting processes, epoxy bonding also
involves the making of tradeoffs, in particular, its use dic-
tates that certain precautions be taken:
-When thermocompression wire bonding a chip device,
make sure that a bonder with a heated probe tip is used
since the heat associated with some types of thermo-
compression wire bonding will soften the epoxy.
-If a vacuum-hold check is used, the epoxy might be
drawn to the top of the chip.
-Sinter semiconductor chips that have gold backing in
order to alloy the gold with the silicon. If the gold is not
alloyed, the epoxy can pull it away from the chip and
form a high-resistance contact.
20.4.2.5.1.2 Polyimide
The use of polyimides and
silver-filled glass adhesives is increasing due to their lower
cost and ability to withstand higher temperatures than
epoxies. The polyimides are thixotropic pastes containing
approximately
70
percent silver powder in a polyimide
resin dissolved in a high-boiling-temperature solvent.
To minimize the quantities of solvents and other vapors
released during cure, the polyimides used in chip attach-
ment adhesives are low molecular weight resins that cure
by an addition reaction. They are supplied and used in
much the same way as epoxies.
The main objection to their use is that they are organic
polymers and it is difficult to remove all of the organics. If
all of the organics are not removed, they may outgas and
cause chip degradation.
20.4.2.5.2 Anisotropic Conductive Adhesive
A film of
anisotropic adhesive can be placed between the circuit and
the components. Anisotropic conductive adhesives conduct
electricity in one direction only, the Z-axis (between paral-
lel traces). Heat and pressure are simultaneously applied
so
that component terminations press down into conductive
particles and, in turn, press the particles against the lands.
Upon cooling, the component is held in place by the adhe-
sive. Heat may be applied to certain component leads (such
5-6
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
as larger gull-wing types). Conversely, the circuit may be
heated by convection or direct transfer. Liquid thermoset
adhesive materials are processed differently. The material is
coated or printed onto the circuit. The entire board can be
covered. Components are conventionally placed and heat-
ing them cures the adhesive. Electrical contact is made
between the circuit and the components. The conductive
particles in the unpopulated areas remain dispersed within
the resin
so
that it serves as an insulative coating. Caution
-
use only with manufacturer’s approved component and
land surface finishes. Other finishes may lead to reliable
connections.
21
.O
THROUGH-HOLE MOUNTING TECHNIQUES
The most significant advantage of using the through-the-
board mounting method is its compatibility with conven-
tional mass soldering techniques, such as dip and wave
soldering. In addition, replacement of flatpacks mounted in
this manner is readily accomplished by melting and remov-
ing the solder from each land individually or in multiples.
Parts and components should be mounted on the side of the
printed board opposite that which would be in contact with
the solder if the board is machine soldered. Except when
mounted in cordwood modules or on nonrepairable printed
boards, parts and components should be
so
spaced and
so
located that any part can be removed from the printed
board without removing another part.
21.1 General Considerations
The selection of a particu-
lar method for mounting and connecting components in
equipment will depend on the type of component package
involved: on the equipment available for mounting and
interconnecting; on the connection method used (soldered,
welded, crimped, etc.); on the size, shape, and weight of
the equipment package; on the degree of reliability and
maintainability (ease of replacement) required; and, of
course, on cost considerations. See Figure
21-1
for compo-
nent mounting sequence.
The size and shapes of the solder-land terminations for
flatpack integrated circuits will depend on whether
“inline” configurations or “staggered” terminals configu-
rations are used. The sizes and shapes of lands for “TO”
type packaged circuits will depend on the effective lead-
circle diameter. For applications where speed and ease of
installation and removal are major considerations, devices
can be mounted in suitable sockets.
In any method which involves bending or forming of the
device leads, it is extremely important that the lead be sup-
ported and clamped between the bend and the seal, and that
bending be done with extreme care to avoid damage to lead
plating. Bending, forming and clinching of component
leads produce stresses in the leads and can cause stresses in
the seals if precautions are not taken. In no case should the
radius of the bend be less than the diameter of the lead, or
in the case of rectangular leads such as those used in dual
inline or flat-packaged integrated circuits, less than the lead
thickness. It is also extremely important that the lead exit-
ing the body of the component is parallel to the axis of the
component, and that the ends of the bent leads be perfectly
straight and parallel to assure proper insertion through the
holes in the printed board.
Tests performed on clinched cover leads show that the pull
and yield stresses produced by lead-clinching operations
are
far
below the allowable limits for these leads.
21.2 Component Preparation
Care needs to be exer-
cised to assure leads are prepared and insertion controlled
such that insulation on component leads does not extend
into the hole. This condition can have adverse impacts on
the resultant solder joint. This condition is often a problem
with two leaded disk type components not retained firmly
in the hole. Such components tend to tilt before soldering
introducing insulation in one hole and less than adequate
protrusion in the other.
21.3 LeadlHole Relationships
The lead to hole clear-
ance must be such as to provide for good soldering condi-
tions. Generally
0.25
mm to
0.5
mm clearance in diameter
is used.
If
the clearance is too small or too large, adequate
wicking of solder does not result.
A
minimum protrusion
through the substrate is often specified. The maximum is
dependent on specific later process equipment used and end
product design clearances.
For rectangular leads the dimension across the diagonal
should be considered as being the lead diameter.
21.3.1 Unsupported Holes
In determining the difference
between the diameter of an unsupported hole and that of
the lead to be placed in the hole, the hole should be from
0.25
mm to
0.5
mm larger than the lead diameter.
21.3.2 Supported Holes
In determining the difference
between the diameter of a supported hole and that of the
lead to be placed in the hole, the hole should be from
0.25
mm to
0.7
mm larger than the lead diameter.
21.4 Component Retention.
21.4.1 Assembly Process Methods
Two methods of
using solder as a means for component retention for lead
cutting are in general use. Both methods are practical for
inline applications whereby printed boards can be
assembled, lead cut, soldered and cleaned on the same con-
veyorized system.
A. Solder-Cut
The solder-cut method is commonly used
throughout the electronics industry. It is preceded by a
printed board soldering assembly procedure, followed by
the cutting operation.
5-7
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services