IPC-CM-770D-1996 - 第113页
January 1996 IPC-CM-770 leaving a spade-shaped area on the lead ends which, if the diametrical clearance between lead and hole is not too great, holds the component in the hole. Clinching, or bend- over, of component lea…

IPC-CM-770
Januaty
1996
Leads should be terminated in such a manner that they do
not exert a lifting force on the copper foil terminal area
or conductor.
Each functional lead should have an associated terminal
area.
There should be no more than one lead in any lead
mounting hole.
21.5.1 Unclinched Leads
The most direct method for
mounting components to the printed board is the straight
through method with unclinched leads.
The use of straight-through unclinched leads requires the
minimum of device handling; a straightening of the com-
ponent leads and cutting the leads to length before or after
insertion.
The disadvantages associated with this approach are:
The device is subject to movement both before and dur-
ing the soldering operation. This makes it difficult to con-
trol the component height off the mounting surface. This
movement can be a source of solder joint problems.
It is difficult to maintain a suitable clearance between the
body of the component and the printed board surface for
flux removal and, when applicable, conformal coating of
the assembly. This is greatly minimized when multiple
lead cans with integral standoffs are used creating a com-
ponent seating plane below the surface of the can from
which the leads emerge.
When the leads are rigid, precise drilling of the compo-
nent mounting hole pattern is required due to small lead
circle required and the inflexibility of the unformed leads.
Supported holes are preferred in the printed board for the
component lead holes to enhance the mechanical strength
of the solder joint. Otherwise the clearance between the
component lead, the hole, and the circumscribing land
must consider the lead-to-hole ratio and the hole-to-land
difference that would allow sufficient remaining conduc-
tor to promote solderability.
The automatic insertion of the device leads in limited
space can present problems.
The mounting of multilead component cans with plastic
spacers has been used to overcome some the disadvantages
for the more conventional straight-through lead mounting
techniques. Spacers with protrusions on one side should be
mounted with the protrusions against the board. In addition
to the considerations common to the straight-through
mounting techniques, the mounting of component with
spacers has the advantages
of
A suitable clearance between the component body and the
printed board can be maintained to facilitate soldering
flux removal and conformal coating.
A bearing surface for the body is provided if the compo-
nent leads are to be clinched.
The extension of unclinched leads beyond the printed
board surface can be more accurately controlled.
The height of the component body above the printed
board surface can be more accurately controlled; this is
especially important when the printed board assemblies
are closely spaced.
The spacer helps to reduce the magnitude of mechanical
stresses that are transmitted to the leadhody interface
seal.
The lead mounting hole pattern need not be held as accu-
rately as for unprepositioned component leads. The use of
spacers has the following additional disadvantages:
Additional cost.
Increases the amount of assembly labor.
21.5.1.1 Preformed Leads
In order to overcome the
restrictions of small component mounting hole circles and
their associated small hole and land diameters with little or
no space for conductors between the leads, which is com-
mon to the straight- through mounting technique, offset
multiple lead can mounting methods have been developed.
Lead forming requires cutting the leads and then straight-
ening them, usually by combing,
so
they can be inserted
into the lead forming and cutting die. When removed from
the die, the packages are hand assembled and clinched to
hold them in place. Spacers are available for units with
press-on heat sinks or formed leads that have to be kept off
the board. The considerations of using the offset multiple
lead can mounting method without clinched leads are:
Allows for larger lands and component lead holes.
Requires less stringent board fabrication tolerances, if
desired.
May be used with conductors which can be routed
between lands.
May reduce (circular pattern) or eliminate (rectangular
pattern) the number of off-grid mounting holes and lands.
The formed leads can provide the needed spacing func-
tion for flux removal and conformal coating.
This method requires considerably more mounting labor
and usually tooling or fixturing.
Care must be taken to assure that the lead forming pro-
cess does not unduly stress the leadhody interface seal.
More printed board area is taken up by the component
mounting pattern.
This method has the disadvantages common to all
unclinched lead mounting methods.
21 5.1.2 Lead Retention
Swaging or crimping of com-
ponent leads is done by either automatic tools or by hand
tools, some of which are power assisted. Leads are cut and
flattened close to the bottom surface of the printed board,
5-10
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January 1996
IPC-CM-770
leaving a spade-shaped area on the lead ends which, if the
diametrical clearance between lead and hole is not too
great, holds the component in the hole. Clinching, or bend-
over, of component leads is a method used by automatic
component insertion machines, and hand tools are also
available to perform the same function.
The method and means chosen for component retention
should take the following factors into consideration.
End use of assembly and possible need for repair; com-
ponent removal, replacement and resoldering without
damage to the printed boards, plated-through-holes and/or
lands. Straight through leads are the simplest in this
respect.
Stresses on leads at the junction of the component body,
especially for hermetically sealed or glass bodied compo-
nents.
Allowable distance from the bottom of the printed board
to the end of the component leads, and desirable solder
fillet.
Area and direction available for clinching or bend-over
without danger of proximity to other leads or conductors
which may result in shorts or solder bridges.
Possibility for internal voids and entrapments of flux
gases, etc., if leads are curved and bent inside the hole
contacting hole comers.
Hazards to personnel created by sharp or knife-like lead
ends.
Potential for fractured solder joints when leads are cut
after soldering.
Potential for lifted lands.
Requirement for lead ends to be covered with solder.
Applicable specification constraints on component reten-
tion techniques and results.
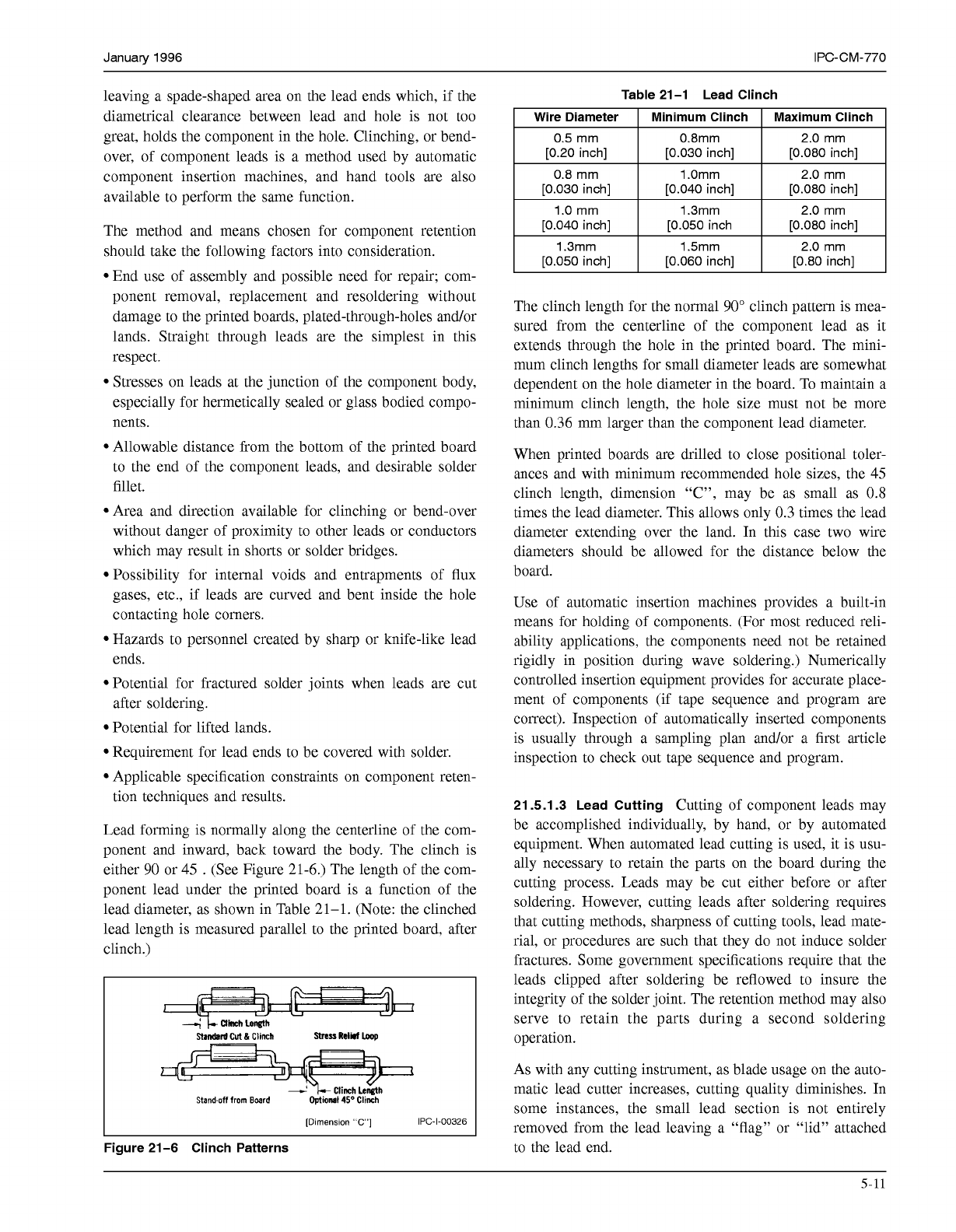
Lead forming is normally along the centerline of the com-
ponent and inward, back toward the body. The clinch is
either
90
or
45
.
(See Figure 21-6.) The length of the com-
ponent lead under the printed board is a function of the
lead diameter, as shown in Table 21-1. (Note: the clinched
lead length is measured parallel to the printed board, after
clinch.)
1
uu
Stand.off
from
Board
Optional
45'
Clinch
[Dimenslon
"C']
IPC-1-00326
Figure 21-6 Clinch Patterns
Table 21-1 Lead Clinch
Wire Diameter Minimum Clinch
[0.080 inch] [0.030 inch]
[0.20
inch]
2.0
mm 0.8mm 0.5 mm
Maximum Clinch
0.8 mm 1 .Omm
2.0
mm
[0.030 inch]
[0.040
inch] [0.080 inch]
1.0 mm
2.0
mm 1.3mm
[0.040
inch] [0.050 inch [0.080 inch]
1.3mm 1.5mm
2.0
mm
[0.050 inch] [0.060 inch] [0.80 inch]
The clinch length for the normal
90"
clinch pattern is mea-
sured from the centerline of the component lead as it
extends through the hole in the printed board. The mini-
mum clinch lengths for small diameter leads are somewhat
dependent on the hole diameter in the board. To maintain a
minimum clinch length, the hole size must not be more
than 0.36 mm larger than the component lead diameter.
When printed boards are drilled to close positional toler-
ances and with minimum recommended hole sizes, the
45
clinch length, dimension "C", may be as small as
0.8
times the lead diameter. This allows only 0.3 times the lead
diameter extending over the land. In this case two wire
diameters should be allowed for the distance below the
board.
Use of automatic insertion machines provides a built-in
means for holding of components. (For most reduced reli-
ability applications, the components need not be retained
rigidly in position during wave soldering.) Numerically
controlled insertion equipment provides for accurate place-
ment of components (if tape sequence and program are
correct). Inspection of automatically inserted components
is usually through a sampling plan and/or a first article
inspection to check out tape sequence and program.
21.5.1.3 Lead Cutting
Cutting of component leads may
be accomplished individually, by hand, or by automated
equipment. When automated lead cutting is used, it is usu-
ally necessary to retain the parts on the board during the
cutting process. Leads may be cut either before or after
soldering. However, cutting leads after soldering requires
that cutting methods, sharpness of cutting tools, lead mate-
rial, or procedures are such that they do not induce solder
fractures. Some government specifications require that the
leads clipped after soldering be reflowed to insure the
integrity of the solder joint. The retention method may also
serve to retain the parts during a second soldering
operation.
As with any cutting instrument, as blade usage on the auto-
matic lead cutter increases, cutting quality diminishes. In
some instances, the small lead section is not entirely
removed from the lead leaving a "flag" or "lid" attached
to the lead end.
5-11
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
Surface mount components mounted to the bottom side of
the board may also interfere with the lead cutting
operation.
21.5.2 Clinched Leads
Clinching of leads prior to sol-
dering is commonplace, either as part of machine insertion
or following hand insertion. The substrate land configura-
tion and spacing to adjacent lands must be considered.
Clinching in line with traces is good practice and trimming
of leads before clinching is recommended where clinch
direction may cause shorting to adjacent lands. It is gener-
ally not felt to be necessary to clinch all leads of a multi-
leaded device unless required by the customer and equip-
ment class. The lead is passed through-the-board and is
clinched to make contact with the land or conductor and is
then soldered. The lead or terminal should make contact
with the conductor pattern before soldering. Leads should
not extend beyond the edge of their lands, however,
if
overlap does occur, the lead should never violate electrical
spacing requirements. The lead termination hole may be
supported by eyelets or plated-through- holes or it may be
unsupported.
The lead should be cut and clinched prior to the soldering
operation. The maximum height of lead spring back should
not exceed the maximum lead diameter plus 0.8 mm above
the plated surface or eyelet. See Figure 21-7.
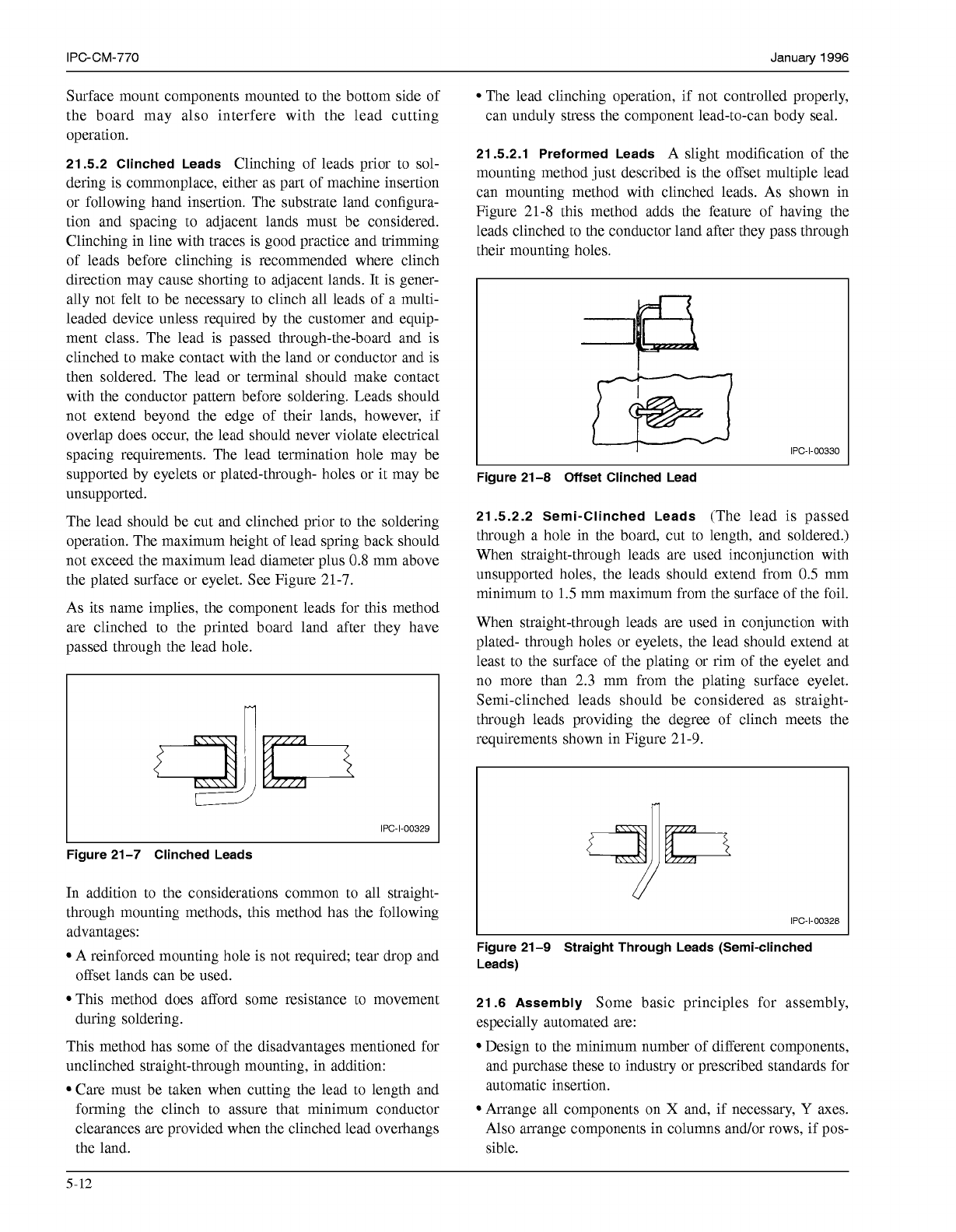
As its name implies, the component leads for this method
are clinched to the printed board land after they have
passed through the lead hole.
1
IPC-1-00329
Figure 21-7 Clinched Leads
In addition to the considerations common to all straight-
through mounting methods, this method has the following
advantages:
A reinforced mounting hole is not required; tear drop and
offset lands can be used.
This method does afford some resistance to movement
during soldering.
This method has some of the disadvantages mentioned for
unclinched straight-through mounting, in addition:
Care must be taken when cutting the lead to length and
forming the clinch to assure that minimum conductor
clearances are provided when the clinched lead overhangs
the land.
The lead clinching operation, if not controlled properly,
can unduly stress the component lead-to-can body seal.
21 5.2.1 Preformed Leads
A slight modification of the
mounting method just described is the offset multiple lead
can mounting method with clinched leads. As shown in
Figure 21-8 this method adds the feature of having the
leads clinched to the conductor land after they pass through
their mounting holes.
m
IPC-1-00330
Figure 21-8 Offset Clinched Lead
21.5.2.2 Semi-Clinched Leads
(The lead is passed
through a hole in the board, cut to length, and soldered.)
When straight-through leads are used inconjunction with
unsupported holes, the leads should extend from
0.5
mm
minimum to
1.5
mm maximum from the surface of the foil.
When straight-through leads are used in conjunction with
plated- through holes or eyelets, the lead should extend at
least to the surface of the plating or rim of the eyelet and
no more than 2.3 mm from the plating surface eyelet.
Semi-clinched leads should be considered as straight-
through leads providing the degree of clinch meets the
requirements shown in Figure 21-9.
n
a!
ID
IPC-1-00328
Figure 21-9 Straight Through Leads (Semi-clinched
Leads)
21.6 Assembly
Some basic principles for assembly,
especially automated are:
Design to the minimum number of different components,
and purchase these to industry or prescribed standards for
automatic insertion.
Arrange all components on
X
and, if necessary,
Y
axes.
Also arrange components in columns andor rows, if pos-
sible.
5-12
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services