IPC-CM-770D-1996 - 第116页
IPC-CM-770 Januaty 1996 together. For heavier components, adhesive or mechanical means may be used. 22.1.3 Land Patterns Land patterns must be designed for maximum assembly yield. Land sizes must be large enough to ensur…
January
1996
IPC-CM-770
Sequence all types of axial lead components prior to
insertion.
Minimize the distance between the components and fol-
low a grid pattern for component layout.
Minimize the number of different center spacings.
Make provisions for tooling holes at or near the edge of
the board in an area not occupied by components.
Minimize the number of different hole sizes to minimize
manufacturing time if boards are drilled or die costs if
punched.
Provide clearance areas as large as the tooling footprint
between components for the insertion tools both above
and below the board.
22.0 SURFACE MOUNTING
22.1 General Considerations
Surface mounting is a
technique which is applicable to most component types,
and is used for a variety of reasons. The technique was
developed and proven for stripline and other high fre-
quency applications where lead placement and discontinui-
ties had to be strictly controlled.
The technique was found to be a reliable and viable solu-
tion to a number of problems, and is now in wide use.
Surface mounting consists of placing the component on the
printed board or other suitable substrate, and making the
necessary electrical connection to the component on the
same side of the board. The leads of surface mounted com-
ponents do not pass through the board to make electrical
connections. The specific connection technique to be used
will depend on several factors.
In general, leaded components are lap-soldered to the ter-
minal areas, while leadless components are attached by
solder fillets between a solderable area on the component
and the land area.
Orientation and placement of components on the “solder
side” of the assembly should be such that bridging or
depleted solder on the following component does not
occur. (Figure
22-
1).
f-
Direction
of
travel
F
Solder
wave
IPC-1-00369
Figure 22-1 Depleted Solder
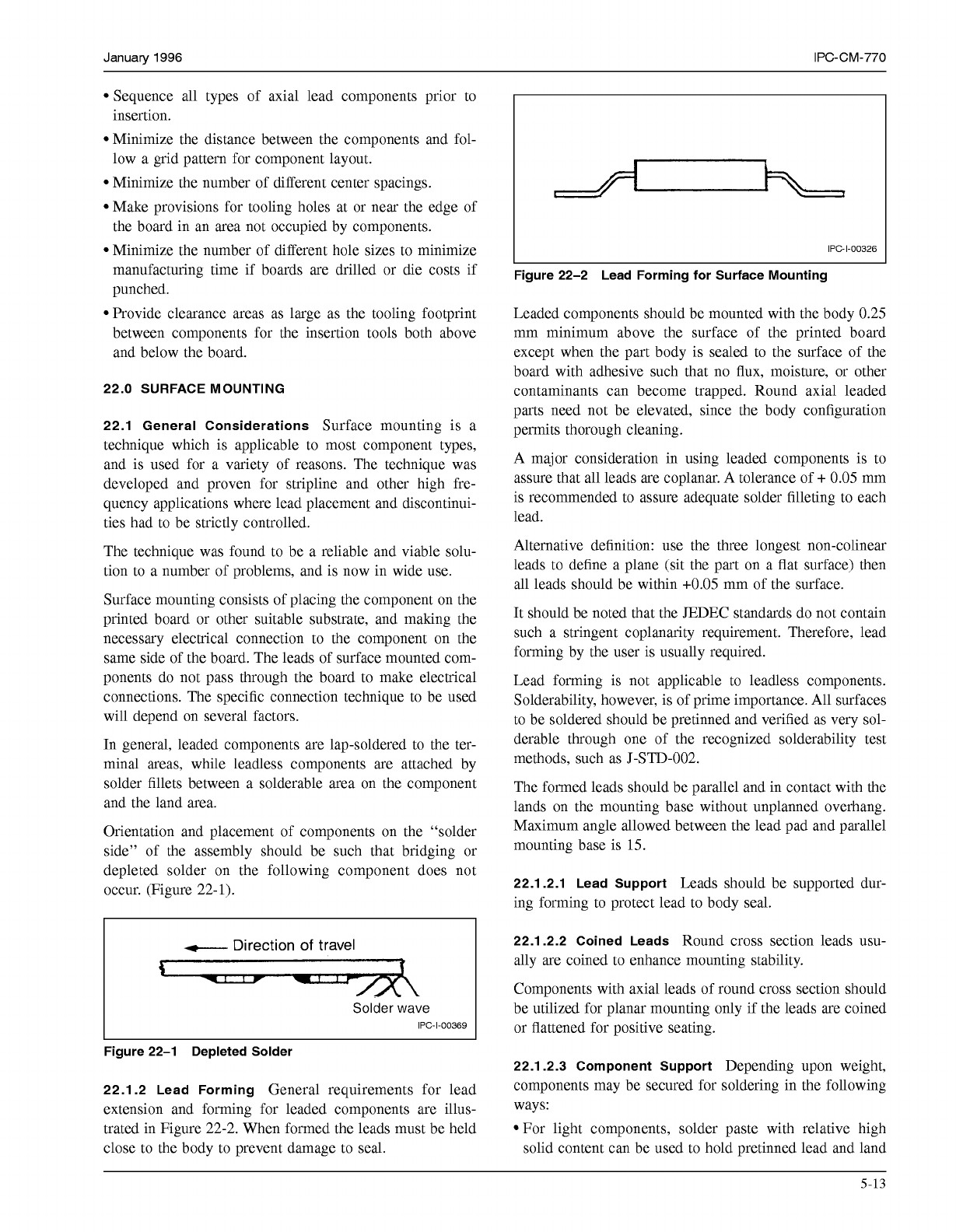
22.1.2 Lead Forming
General requirements for lead
extension and forming for leaded components are illus-
trated in Figure
22-2.
When formed the leads must be held
close to the body to prevent damage to seal.
IPC-1-00326
Figure 22-2 Lead Forming for Surface Mounting
Leaded components should be mounted with the body
0.25
mm minimum above the surface of the printed board
except when the part body is sealed to the surface of the
board with adhesive such that no flux, moisture, or other
contaminants can become trapped. Round axial leaded
parts need not be elevated, since the body configuration
permits thorough cleaning.
A major consideration in using leaded components is to
assure that all leads are coplanar. A tolerance of
+
0.05
mm
is recommended to assure adequate solder filleting to each
lead.
Alternative definition: use the three longest non-colinear
leads to define a plane (sit the part on a flat surface) then
all leads should be within
+0.05
mm of the surface.
It should be noted that the JEDEC standards do not contain
such a stringent coplanarity requirement. Therefore, lead
forming by the user is usually required.
Lead forming is not applicable to leadless components.
Solderability, however, is of prime importance. All surfaces
to be soldered should be pretinned and verified as very sol-
derable through one of the recognized solderability test
methods, such as
J-STD-002.
The formed leads should be parallel and in contact with the
lands on the mounting base without unplanned overhang.
Maximum angle allowed between the lead pad and parallel
mounting base is
15.
22.1.2.1 Lead Support
Leads should be supported dur-
ing forming to protect lead to body seal.
22.1.2.2 Coined Leads
Round cross section leads usu-
ally are coined to enhance mounting stability.
Components with axial leads of round cross section should
be utilized for planar mounting only if the leads are coined
or flattened for positive seating.
22.1.2.3 Component Support
Depending upon weight,
components may be secured for soldering in the following
ways:
For light components, solder paste with relative high
solid content can be used to hold pretinned lead and land
5-13
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
together.
For heavier components, adhesive or mechanical means
may be used.
22.1.3 Land Patterns
Land patterns must be designed
for maximum assembly yield. Land sizes must be large
enough to ensure an adequate fillet at the extremes of
allowable board and component tolerances while not wast-
ing space needed for routing and other component mount-
ing. Appropriate land and mounting patterns for the indi-
vidual components are contained in the respective sections
for the components considered. Surface mount land pat-
terns are addressed in IPC-SM-782.
22.2 Manual Assembly
Manual installation of surface
mounted components is accomplished in a manner similar
to through-hole installation, except for greater use
of
vacuum pick-up devices, which simplify the precise place-
ment of the components which is required for satisfactory
soldering. Boards designed for manual component installa-
tion need not follow the layout guidelines for automatic
assembly. However, space must be allowed for exposure to
the solder wave (when applicable), test access, and rework.
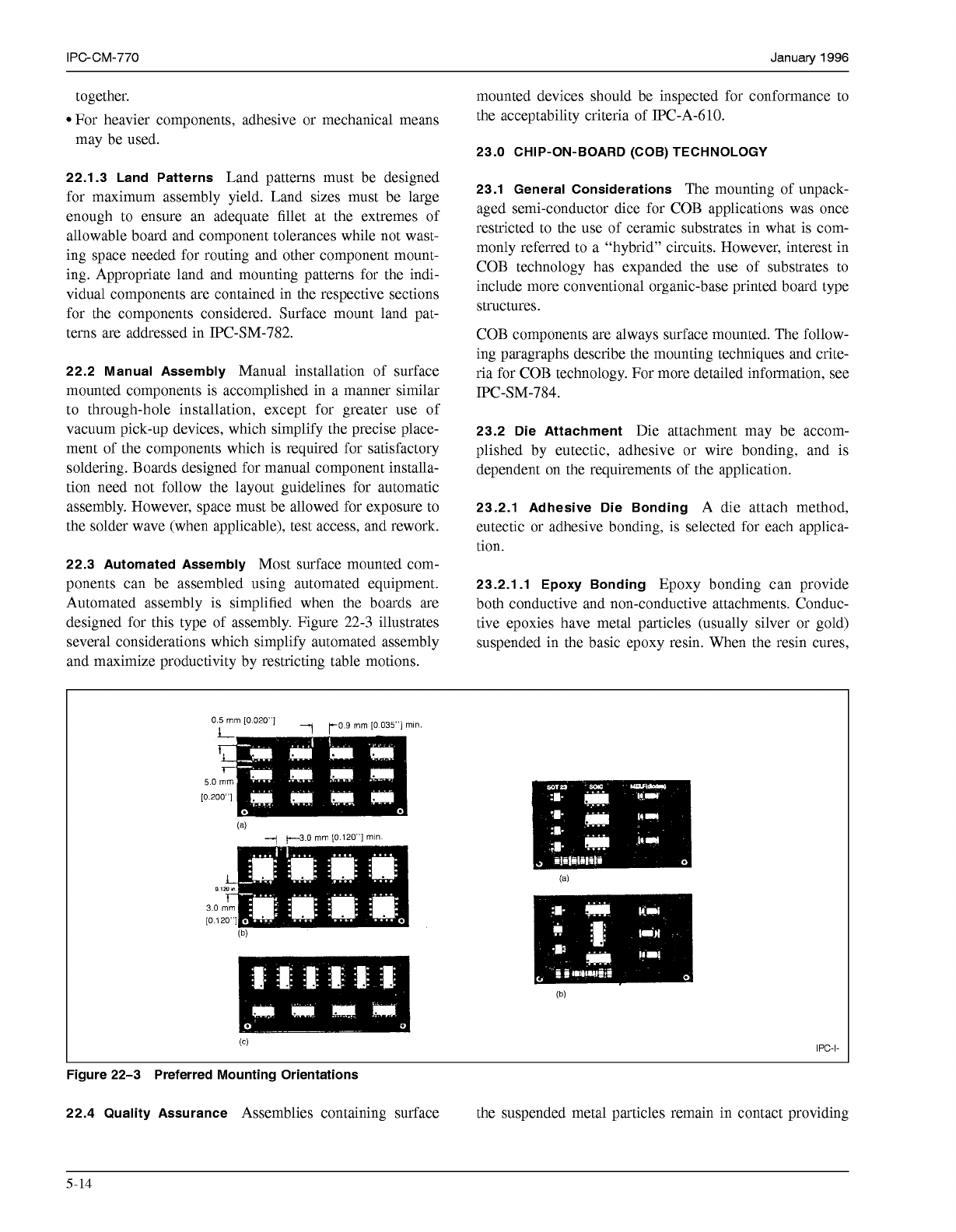
22.3 Automated Assembly
Most surface mounted com-
ponents can be assembled using automated equipment.
Automated assembly is simplified when the boards are
designed for this type of assembly. Figure 22-3 illustrates
several considerations which simplify automated assembly
and maximize productivity by restricting table motions.
mounted devices should be inspected for conformance to
the acceptability criteria of IPC-A-610.
23.0 CHIP-ON-BOARD (COB) TECHNOLOGY
23.1 General Considerations
The mounting of unpack-
aged semi-conductor dice for COB applications was once
restricted to the use of ceramic substrates in what is com-
monly referred to a "hybrid" circuits. However, interest in
COB technology has expanded the use of substrates to
include more conventional organic-base printed board type
structures.
COB components are always surface mounted. The follow-
ing paragraphs describe the mounting techniques and crite-
ria for COB technology. For more detailed information, see
IPC-SM-784.
23.2 Die Attachment
Die attachment may be accom-
plished by eutectic, adhesive or wire bonding, and is
dependent on the requirements of the application.
23.2.1 Adhesive Die Bonding
A die attach method,
eutectic or adhesive bonding, is selected for each applica-
tion.
23.2.1.1 Epoxy Bonding
Epoxy bonding can provide
both conductive and non-conductive attachments. Conduc-
tive epoxies have metal particles (usually silver or gold)
suspended in the basic epoxy resin. When the resin cures,
0.5
mm
[O
OZO"]
I
7
r0
9
mm
[O
035"l
mln.
Figure 22-3 Preferred Mounting Orientations
22.4 Quality Assurance
Assemblies containing surface the suspended metal particles remain in contact providing
5-14
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services

January
1996
IPC-CM-770
both electrical and thermal conduction. Non-conductive
epoxies contain a basic resin and can contain additives to
promote thermal conduction.
Epoxies designed for die attach usually limit content of
volatile solvents. This reduces the amount of out gassing
and formation of voids. Inspection for voids is simply done
by using a clear glass die and viewing through the die after
adhesive cure. Advantages of using epoxies include:
Low temperature cure, however:
Cure temperature should not reach Tg of the board
Cure temperatures may age solder joints
Ease of processing with silk-screening or dispensing
equipment:
Appropriate adhesive viscosity is necessary for each
process
High Yield: Dependent on die yield and handling
Ease of removal for repair: Before encapsulation
Mechanical strength for ruggedness:
Can be verified with a die shear test
Epoxy bonding also dictates certain precautions, including:
A.
Heat control:
When thermocompression bonding is
used, a heated probe should be used, as the heat associated
with some types of thermocompression bonding will soften
the epoxy. (Does not apply when thermosonic bonding is
used.)
B. Precision tools:
If a vacuum-hold chuck is used to
mount the chips, check that each component forms a posi-
tive seal against the probe tip. Otherwise, epoxy might be
drawn to the top of the chip.
C. Chip processing:
If the gold is evaporated from sin-
tered chips that have gold backing in order to alloy the gold
with the silicon, the epoxy can pull away from the chip and
form a high resistance contact.
23.2.2 Eutectic Die Bonding
Eutectic die bonding
requires the back of the silicon die to be gold plated. At
sufficiently high temperatures the gold plating on the back
of the silicon chip melts with the gold plating on the die
site and forms a eutectic bond with the silicon. The silicon
device can withstand these high temperatures without
endangering performance or life expectancy. The die-attach
station should have the die attach area flooded with an inert
(forming gas or nitrogen) atmosphere.
23.2.3 Polyimide
Polyimides and silver-filled glass
adhesives have the ability to withstand higher temperatures
than epoxies. The polyimides used are thixotropic pastes
containing approximately
70%
silver powder in a polyim-
ide resin that has been dissolved in a high boiling tempera-
ture solvent. The main objection to their use is that they are
organic polymers and it is difficult to remove all of the
organics, which may outgas and cause chip degradation.
23.3 Wire Bonding Materials and Techniques
23.3.1 Bonding Wire
Both gold and aluminum wire are
used for chip on board (COB) applications (Figure 23-1).
Gold wires are typically alloyed with small amounts of
beryllium copper to control grain growth during bonding.
Aluminum wires are typically alloyed with
1%
silicon or
magnesium. For reference of standard wire see ASTM-F-
1.07.
Wire selection is dependent on the bonding techniques
(Table 23-1). The bonding technique determines the degree
of heat at the chip and board sites during bonding. The
amount of heat allowed and the wire termination selected
will limit the material choice and diameter of the wire.
Table 23-2 lists wire sizes and typical resistance values for
aluminum and gold wire. The current should be limited to
less than
0.5
amps for most applications.
A good gold wire bond should have a pull strength from
8
to
10
grams for 0.025 mm diameter wire. Aluminum wire
bonds usually achieve slightly less pull strength than gold.
Table 23-3, Minimum Bond Strength, lists the wire diam-
eter and minimum acceptable pull strengths. Failure occur-
ring in the wire and not at the bond sites means the bonds
are stronger than the wire. This failure is preferred because
wire strength is usually under more control than the bond
sites.
23.3.2 Metallization
Metallization of the die and board
bond pads are very important to successful bonding and
reliability of the bonds. Verification of metallization purity
and thickness are critical. Limiting intermetallics between
wire and bond pad is important. The purity, additives, and
age of the bond wire are also important. The vendor can
supply all of this information. Bond integrity can be veri-
fied by bond pull and shear tests. Aging the wire bonds and
repeating pull and shear tests will give additional informa-
tion on reliability of the bond. Typical board plating for
gold wire bonding should be a minimum of 0.001mm of
99.99%
pure soft gold over
0.004
to 0.005mm of conven-
tional nickel. Aluminum wire bonding can be done reliably
with board plating that is similar to that for gold wire
bonding.
23.3.3 Printed Boards
Printed boards produced with
polymer conductive materials on low-temperature sub-
strates are now being made that are wire bondable. The
application of a plated-metal surface over the printed thick-
film polymer conductor pattern makes this possible. The
printed polymers currently being used for this type of
board construction are thermal-set, epoxy-silver conductors
and non-noble nickel polymers.
5-15
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services