IPC-CM-770D-1996 - 第133页
January 1996 IPC-CM-770 - - Figure 25-9 1 (A) TWO Solder Passes 1 MOUNT COMPONENTS J 1 INSERT THROUGH HOLE 1 CLEAN ASSEMBLY 1 (B) One Solder Pass IPC-I- Sample Process Sequence The attachment sequence for the intermixed …
IPC-CM-770
Januaty
1996
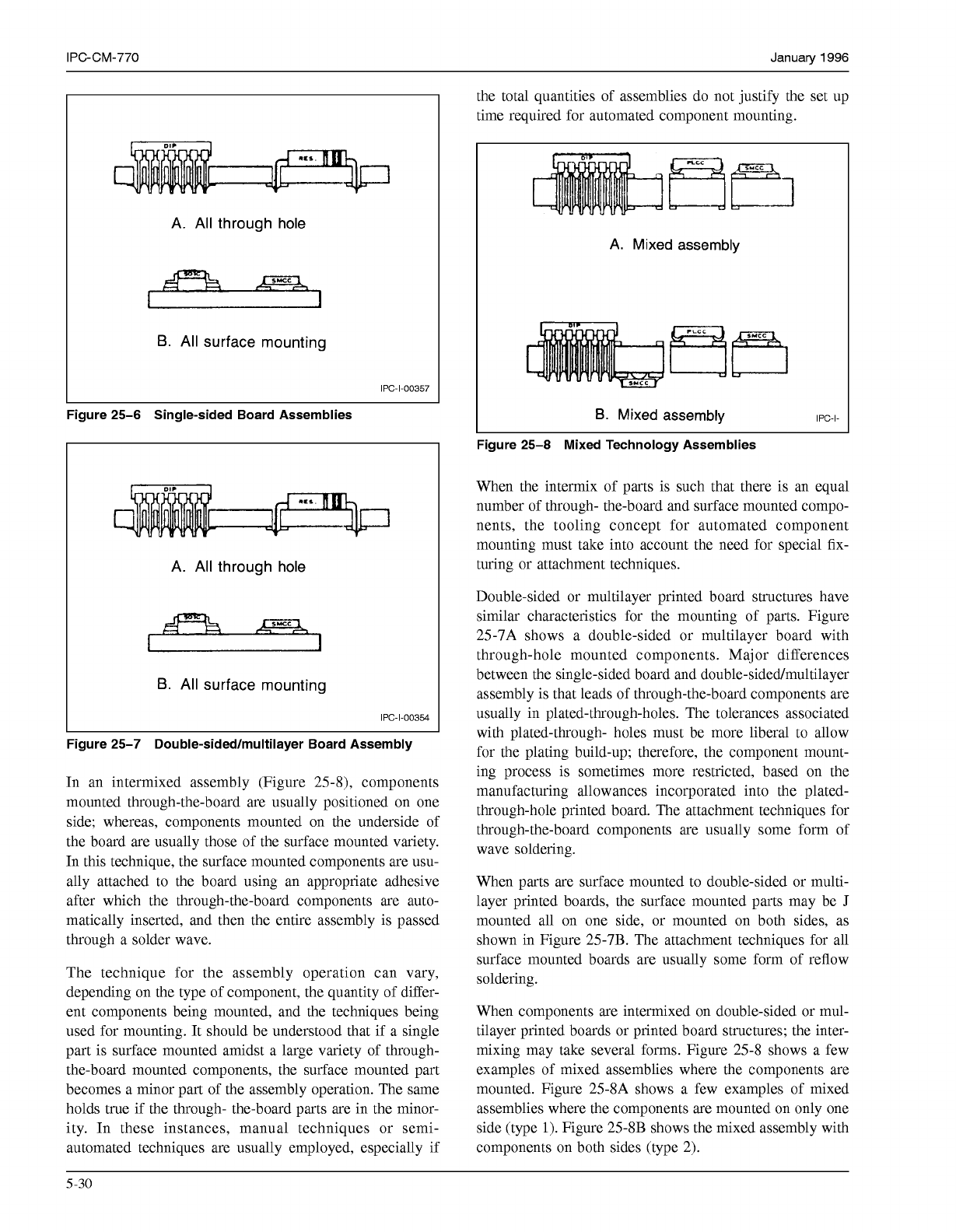
A. All
through hole
B.
All
surface mounting
IPC-1-00357
I
the total quantities of assemblies do not justify the set up
time required for automated component mounting.
A.
Mixed assembly
B.
Mixed assembly
IPC-I-
Figure
25-6
Single-sided Board Assemblies
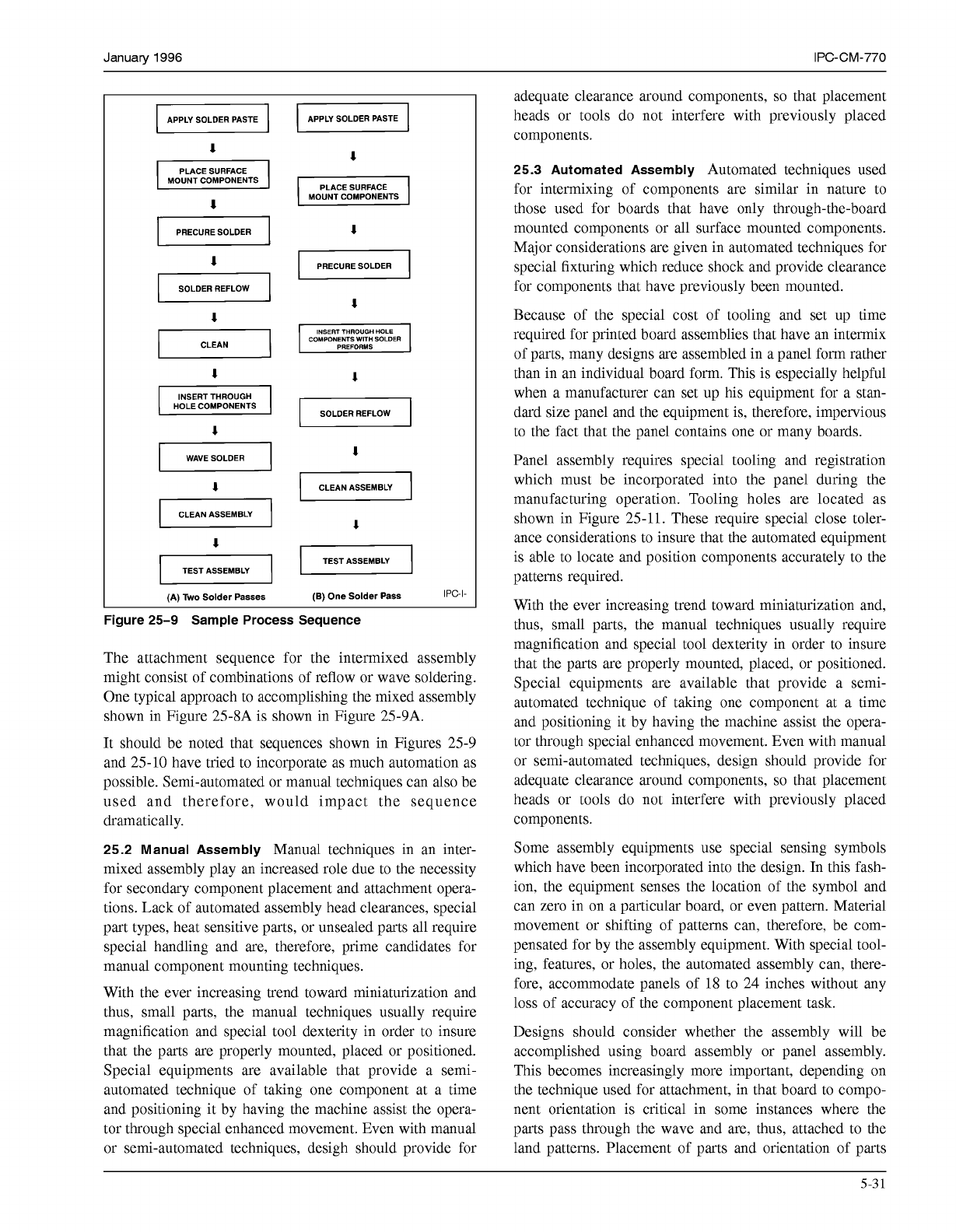
Figure 25-8 Mixed Technology Assemblies
A. All
through hole
B.
All
surface mounting
IPC-1-00354
Figure
25-7
Double-sidedlmultilayer Board Assembly
In an intermixed assembly (Figure 25-S), components
mounted through-the-board are usually positioned on one
side; whereas, components mounted on the underside of
the board are usually those of the surface mounted variety.
In this technique, the surface mounted components are usu-
ally attached to the board using an appropriate adhesive
after which the through-the-board components are auto-
matically inserted, and then the entire assembly is passed
through a solder wave.
The technique for the assembly operation can vary,
depending on the type of component, the quantity of differ-
ent components being mounted, and the techniques being
used for mounting. It should be understood that if a single
part is surface mounted amidst a large variety of through-
the-board mounted components, the surface mounted part
becomes a minor part of the assembly operation. The same
holds true if the through- the-board parts are in the minor-
ity. In these instances, manual techniques or semi-
automated techniques are usually employed, especially
if
When the intermix of parts is such that there is an equal
number of through- the-board and surface mounted compo-
nents, the tooling concept for automated component
mounting must take into account the need for special fix-
turing or attachment techniques.
Double-sided or multilayer printed board structures have
similar characteristics for the mounting of parts. Figure
25-7A shows a double-sided or multilayer board with
through-hole mounted components. Major differences
between the single-sided board and double-sidedmultilayer
assembly is that leads of through-the-board components are
usually in plated-through-holes. The tolerances associated
with plated-through- holes must be more liberal to allow
for the plating build-up; therefore, the component mount-
ing process is sometimes more restricted, based on the
manufacturing allowances incorporated into the plated-
through-hole printed board. The attachment techniques for
through-the-board components are usually some form of
wave soldering.
When parts are surface mounted to double-sided or multi-
layer printed boards, the surface mounted parts may be
J
mounted all on one side, or mounted on both sides, as
shown in Figure 25-7B. The attachment techniques for all
surface mounted boards are usually some form of reflow
soldering.
When components are intermixed on double-sided or mul-
tilayer printed boards or printed board structures; the inter-
mixing may take several forms. Figure 25-8 shows a few
examples of mixed assemblies where the components are
mounted. Figure 25-SA shows a few examples of mixed
assemblies where the components are mounted on only one
side (type
1).
Figure 25-SB shows the mixed assembly with
components on both sides (type 2).
5-30
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
-
-
Figure 25-9
1
(A)
TWO
Solder
Passes
1
MOUNT COMPONENTS
J
1
INSERT
THROUGH
HOLE
1
CLEAN ASSEMBLY
1
(B)
One Solder
Pass
IPC-I-
Sample Process Sequence
The attachment sequence for the intermixed assembly
might consist of combinations of reflow or wave soldering.
One typical approach to accomplishing the mixed assembly
shown in Figure 25-SA is shown in Figure 25-9A.
It should be noted that sequences shown in Figures 25-9
and 25-10 have tried to incorporate as much automation as
possible. Semi-automated or manual techniques can also be
used and therefore, would impact the sequence
dramatically.
25.2
Manual Assembly
Manual techniques in an inter-
mixed assembly play an increased role due to the necessity
for secondary component placement and attachment opera-
tions. Lack of automated assembly head clearances, special
part types, heat sensitive parts, or unsealed parts all require
special handling and are, therefore, prime candidates for
manual component mounting techniques.
With the ever increasing trend toward miniaturization and
thus, small parts, the manual techniques usually require
magnification and special tool dexterity in order to insure
that the parts are properly mounted, placed or positioned.
Special equipments are available that provide a semi-
automated technique of taking one component at a time
and positioning it by having the machine assist the opera-
tor through special enhanced movement. Even with manual
or semi-automated techniques, desigh should provide for
adequate clearance around components,
so
that placement
heads or tools do not interfere with previously placed
components.
25.3 Automated Assembly
Automated techniques used
for intermixing of components are similar in nature to
those used for boards that have only through-the-board
mounted components or all surface mounted components.
Major considerations are given in automated techniques for
special fixturing which reduce shock and provide clearance
for components that have previously been mounted.
Because of the special cost of tooling and set up time
required for printed board assemblies that have an intermix
of parts, many designs are assembled in a panel form rather
than in an individual board form. This is especially helpful
when a manufacturer can set up his equipment for a stan-
dard size panel and the equipment is, therefore, impervious
to the fact that the panel contains one or many boards.
Panel assembly requires special tooling and registration
which must be incorporated into the panel during the
manufacturing operation. Tooling holes are located as
shown in Figure 25-11. These require special close toler-
ance considerations to insure that the automated equipment
is able to locate and position components accurately to the
patterns required.
With the ever increasing trend toward miniaturization and,
thus, small parts, the manual techniques usually require
magnification and special tool dexterity in order to insure
that the parts are properly mounted, placed, or positioned.
Special equipments are available that provide a semi-
automated technique of taking one component at a time
and positioning it by having the machine assist the opera-
tor through special enhanced movement. Even with manual
or semi-automated techniques, design should provide for
adequate clearance around components,
so
that placement
heads or tools do not interfere with previously placed
components.
Some assembly equipments use special sensing symbols
which have been incorporated into the design. In this fash-
ion, the equipment senses the location of the symbol and
can zero in on a particular board, or even pattern. Material
movement or shifting of patterns can, therefore, be com-
pensated for by the assembly equipment. With special tool-
ing, features, or holes, the automated assembly can, there-
fore, accommodate panels of
18
to 24 inches without any
loss of accuracy of the component placement task.
Designs should consider whether the assembly will be
accomplished using board assembly or panel assembly.
This becomes increasingly more important, depending on
the technique used for attachment, in that board to compo-
nent orientation is critical in some instances where the
parts pass through the wave and are, thus, attached to the
land patterns. Placement of parts and orientation of parts
5-3
1
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
are critical to insure that the part body does not “shadow”
the solder joint and, depending on how the component
boards are oriented on a panel, will play a significant role
in the type of solder joint when the boards are to be wave
soldered (see Figure 25-13).
Some assembly equipments use special sensing symbols
which have been incorporated into the design. In this fash-
ion, the equipment senses the location of the symbol and
can zero in on a particular board, or even pattern. Material
movement or shifting of patterns can, therefore, be com-
pensated for by the assembly equipment. With special tool-
ing, features, or holes, the automated assembly can, there-
fore, accommodate panels of
18
to 24 inches without any
loss of accuracy of the component placement task (see Fig-
ure 25-12).
Designs should consider whether the assembly will be
accomplished using board assembly or panel assembly.
This becomes increasingly more important, depending on
the technique used for attachment, in that board to compo-
nent orientation is critical in some instances where the
parts pass through the wave and are, thus, attached to the
land patterns. Placement of parts and orientation of parts
are critical to insure that the part body does not “shadow”
the solder joint and, depending on how the component
boards are oriented on a panel, will play a significant role
in the type of solder joint when the boards are to be wave
soldered (see Figure 25-13).
25.4 Quality Assurance
The quality assurance aspects
are the same for intermixed assemblies as they are on
through-the-board and surface mounted assemblies. There
is however, a greater need for process control in that there
are several sequences of assembly prior to completing the
task.
Inspection levels are instituted to ensure that quality assur-
ance aspects of electronic asemblies are inspected for con-
formance of acceptability criteria of IPC-A-6
10.
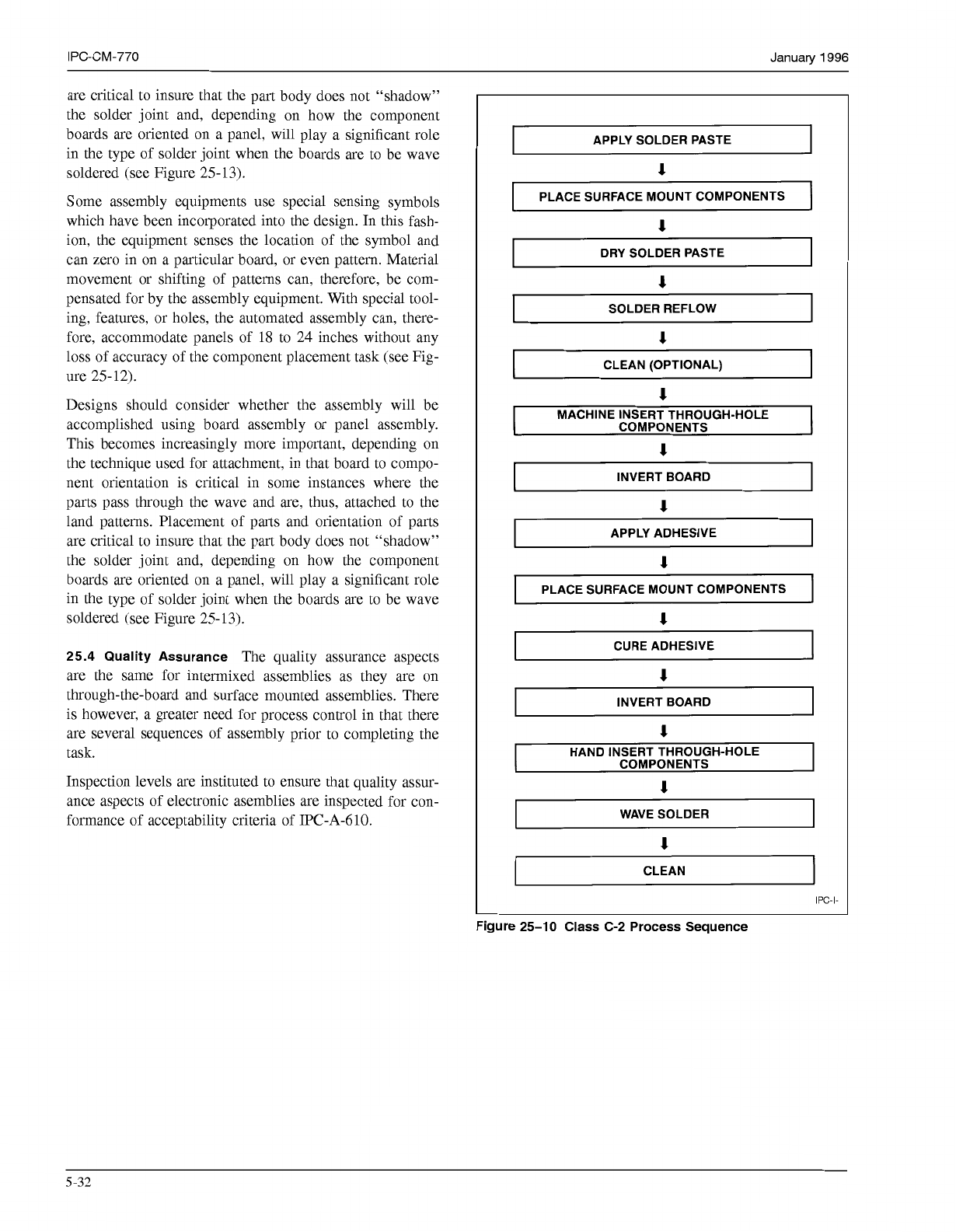
APPLY SOLDER PASTE
1
PLACE SURFACE MOUNT COMPONENTS
1
DRY SOLDER PASTE
1
I
SOLDER REFLOW
I
1
CLEAN (OPTIONAL)
I
MACHINE INSERT THROUGH-HOLE
COMPONENTS
1
INVERT BOARD
APPLY ADHESIVE
1
PLACE SURFACE MOUNT COMPONENTS
1
I
CURE ADHESIVE
1
I
INVERT BOARD
I
1
HAND INSERT THROUGH-HOLE
COMPONENTS
1
WAVE SOLDER
1
CLEAN
IPC-I-
Figure 25-10 Class C-2 Process Sequence
5-32
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services