IPC-CM-770D-1996 - 第140页
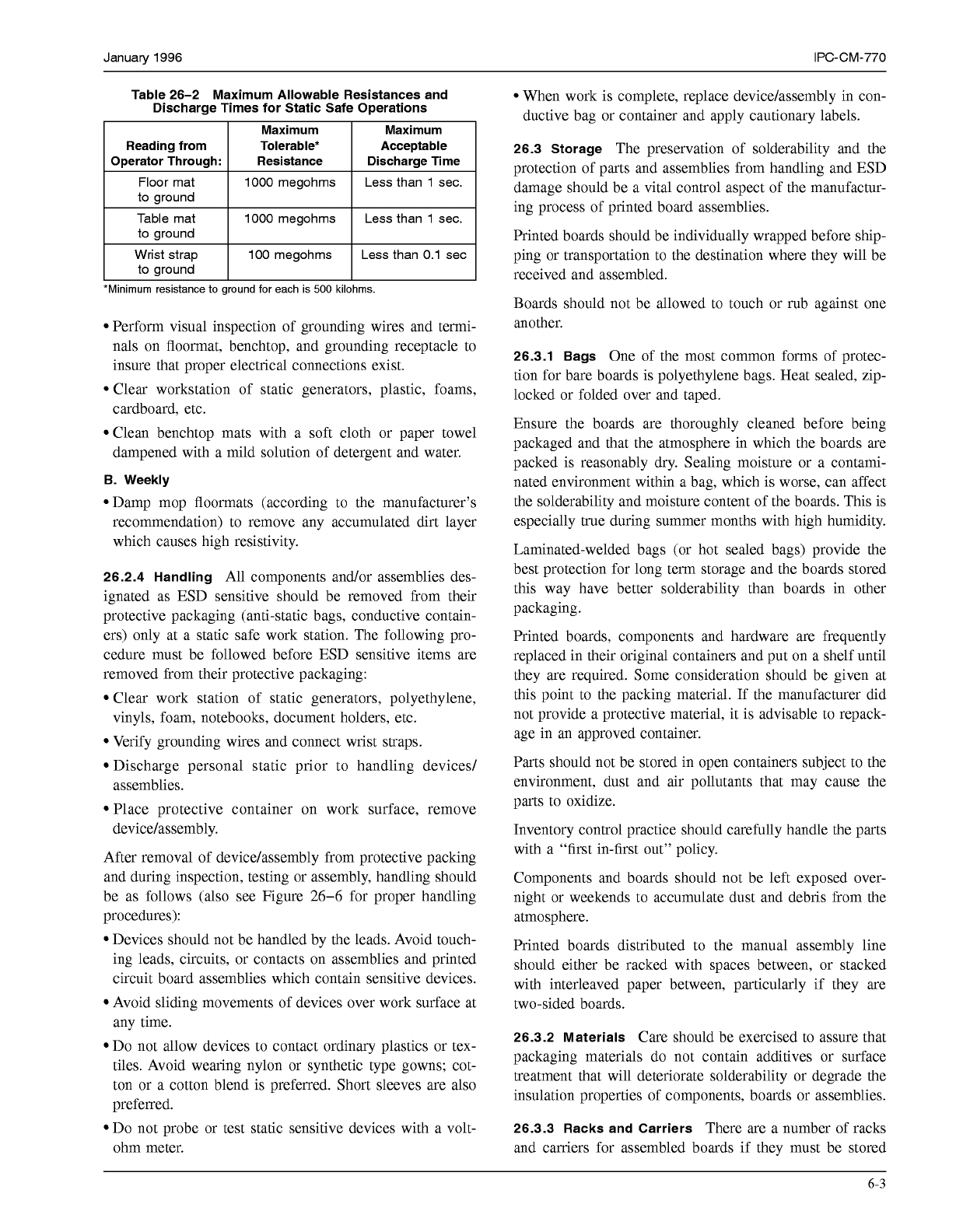
IPC-CM-770 Januaty 1996 - - Figure 26-2 Schematic of a Typical Grounded Work Station Component Function or ccaductive flooring and Floormat S.NOS as IWK drain br p.- appcosch~ng the work &tion. Drain6 away charges ye…
January
1996
IPC-CM-770
Table 26-2 Maximum Allowable Resistances and
Discharge Times for Static Safe Operations
Maximum Maximum
Reading from
Discharge Time Resistance Operator Through:
Acceptable
Tolerable*
I I
loo0
megohms
I
Floor mat
to ground
Less than
1
sec.
I
loo0
megohms
I
Less than
1
sec.
to ground
I
Wrist
strap
I
loo
megohms
I
Less than
0.1
sec
to ground
*Minimum resistance to ground for each
is
500
kilohms.
Perform visual inspection of grounding wires and termi-
nals on floormat, benchtop, and grounding receptacle to
insure that proper electrical connections exist.
Clear workstation of static generators, plastic, foams,
cardboard, etc.
Clean benchtop mats with a soft cloth or paper towel
dampened with a mild solution of detergent and water.
B. Weekly
Damp mop floormats (according to the manufacturer’s
recommendation) to remove any accumulated dirt layer
which causes high resistivity.
26.2.4 Handling
All components and/or assemblies des-
ignated as ESD sensitive should be removed from their
protective packaging (anti-static bags, conductive contain-
ers) only at a static safe work station. The following pro-
cedure must be followed before ESD sensitive items are
removed from their protective packaging:
Clear work station of static generators, polyethylene,
vinyls, foam, notebooks, document holders, etc.
Verify grounding wires and connect wrist straps.
Discharge personal static prior to handling devices/
assemblies.
Place protective container on work surface, remove
device/assembly.
After removal of device/assembly from protective packing
and during inspection, testing or assembly, handling should
be as follows (also see Figure
26-6
for proper handling
procedures):
Devices should not be handled by the leads. Avoid touch-
ing leads, circuits, or contacts on assemblies and printed
circuit board assemblies which contain sensitive devices.
Avoid sliding movements of devices over work surface at
any time.
Do not allow devices to contact ordinary plastics or tex-
tiles. Avoid wearing nylon or synthetic type gowns; cot-
ton or a cotton blend is preferred. Short sleeves are also
preferred.
Do not probe or test static sensitive devices with a volt-
ohm meter.
When work is complete, replace device/assembly in con-
ductive bag or container and apply cautionary labels.
26.3 Storage
The preservation of solderability and the
protection of parts and assemblies from handling and ESD
damage should be a vital control aspect of the manufactur-
ing process of printed board assemblies.
Printed boards should be individually wrapped before ship-
ping or transportation to the destination where they will be
received and assembled.
Boards should not be allowed to touch or rub against one
another.
26.3.1 Bags
One of the most common forms of protec-
tion for bare boards is polyethylene bags. Heat sealed, zip-
locked or folded over and taped.
Ensure the boards are thoroughly cleaned before being
packaged and that the atmosphere in which the boards are
packed is reasonably dry. Sealing moisture or a contami-
nated environment within a bag, which is worse, can affect
the solderability and moisture content of the boards. This is
especially true during summer months with high humidity.
Laminated-welded bags (or hot sealed bags) provide the
best protection for long term storage and the boards stored
this way have better solderability than boards in other
packaging.
Printed boards, components and hardware are frequently
replaced in their original containers and put on a shelf until
they are required. Some consideration should be given at
this point to the packing material. If the manufacturer did
not provide a protective material, it is advisable to repack-
age in an approved container.
Parts should not be stored in open containers subject to the
environment, dust and air pollutants that may cause the
parts to oxidize.
Inventory control practice should carefully handle the parts
with a “first in-first out” policy.
Components and boards should not be left exposed over-
night or weekends to accumulate dust and debris from the
atmosphere.
Printed boards distributed to the manual assembly line
should either be racked with spaces between, or stacked
with interleaved paper between, particularly if they are
two-sided boards.
26.3.2 Materials
Care should be exercised to assure that
packaging materials do not contain additives or surface
treatment that will deteriorate solderability or degrade the
insulation properties of components, boards or assemblies.
26.3.3 Racks and Carriers
There are a number of racks
and carriers for assembled boards if they must be stored
6-3
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
-
-
Figure 26-2 Schematic
of
a Typical Grounded Work Station
Component
Function
or
ccaductive
flooring
and
Floormat
S.NOS
as
IWK
drain
br
p.-
appcosch~ng
the
work
&tion.
Drain6 away charges yeneraled
by
walking
across
floors
(or conductive
Benchtop
mat Pr0nd.s
a
auk-irao
work
ruriwx
Salic
Ch.rgos ara
dra~fmd
away from any aIec~rontc components
or
prlnled clrcull
urds
rosllng
on
th.
suriua
of
th.
mal.
Ground
cord
Prwldes
m
olutrical
connullon
be1ww1-1
lunchlop
nut
and
I(oorrne1
and
ptnr
lhose
Iwo
surfaces
lo
an sanh groutrd
bench
top)
thmm
I
MO
I.Sl*OT
500
KILOHM
RESISTOR
5
NO
TES:
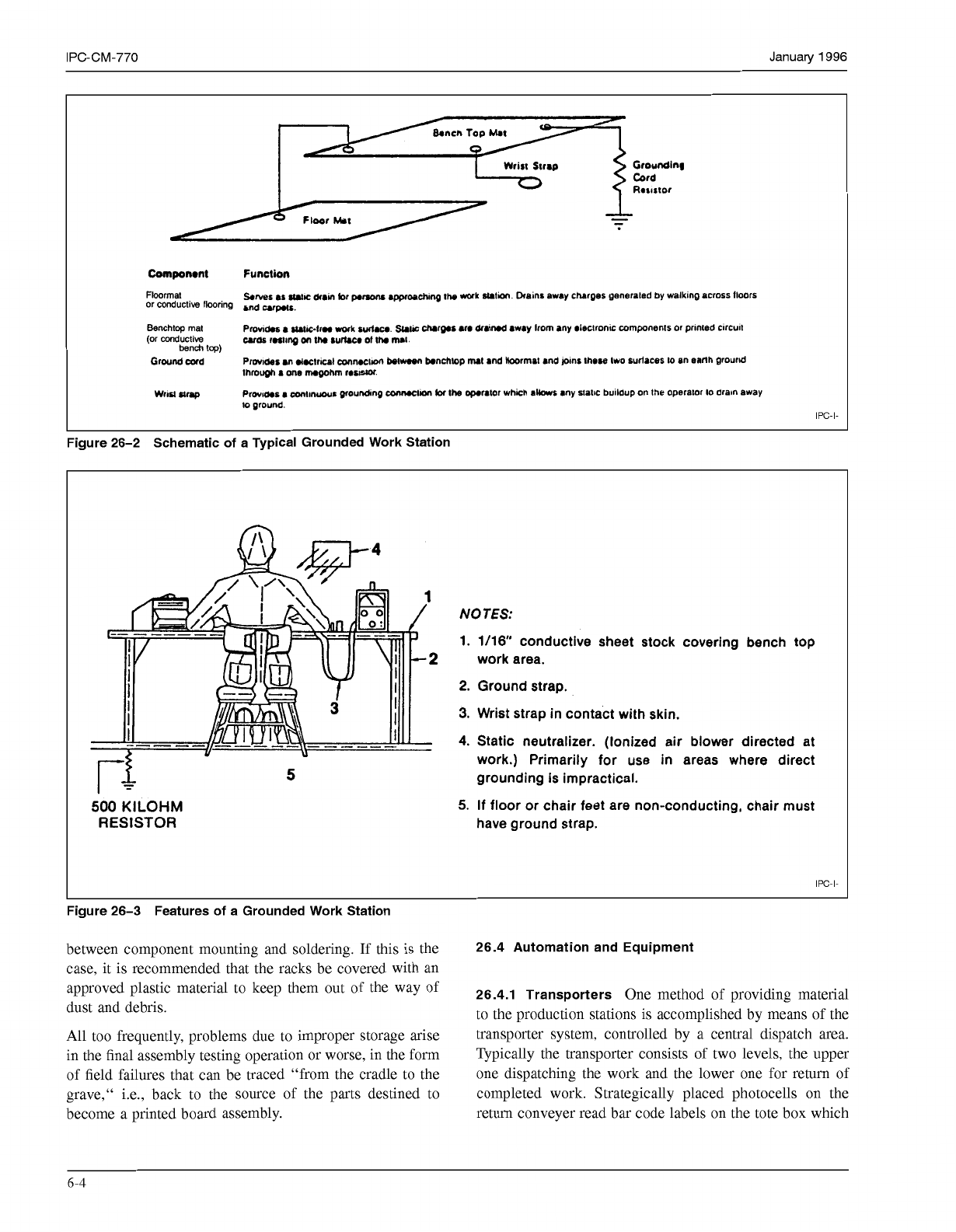
1. 1/16
conductive sheet stock covering bench
top
work area.
2.
Ground strap.
3.
Wrist strap in contact with skin.
4.
Static neutralizer. (Ionized air blower directed at
work.) Primarily
for
use in areas where direct
grounding
is
impractical.
5.
If
floor
or
chair feet are non-conducting, chair must
have ground strap.
IPC-I-
Figure 26-3 Features
of
a Grounded Work Station
between component mounting and soldering. If this is the
26.4 Automation and Equipment
case, it is recommended that the racks be covered with an
dust and debris.
to the production stations is accomplished by means of the
All too frequently, problems due to improper storage arise transporter system, controlled by a central dispatch area.
in the final assembly testing operation or worse, in the form Typically the transporter consists of two levels, the upper
of field failures that can be traced "from the cradle to the one dispatching the work and the lower one for return of
grave," i.e., back to the source of the parts destined to completed work. Strategically placed photocells on the
become a printed board assembly. return conveyer read bar code labels on the tote box which
approved plastic
to
keep
them
Out Of
the
way
Of
26.4.1 Transporters
One method of providing material
6-4
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
OETAIL
"A"
#14
gauge, black insulated
Gound
Wire
Terminal
10
Candull
1
0
808
Block
See
Oatall
"A"
1
-
To
Mat
To
firth
-
Ground
14
gauge, black insulat
nccrconnccling
Wire
rom
TOP
(0
Mal
FLOOR
MAT
(or
conductive
floo
IPC-1-00299
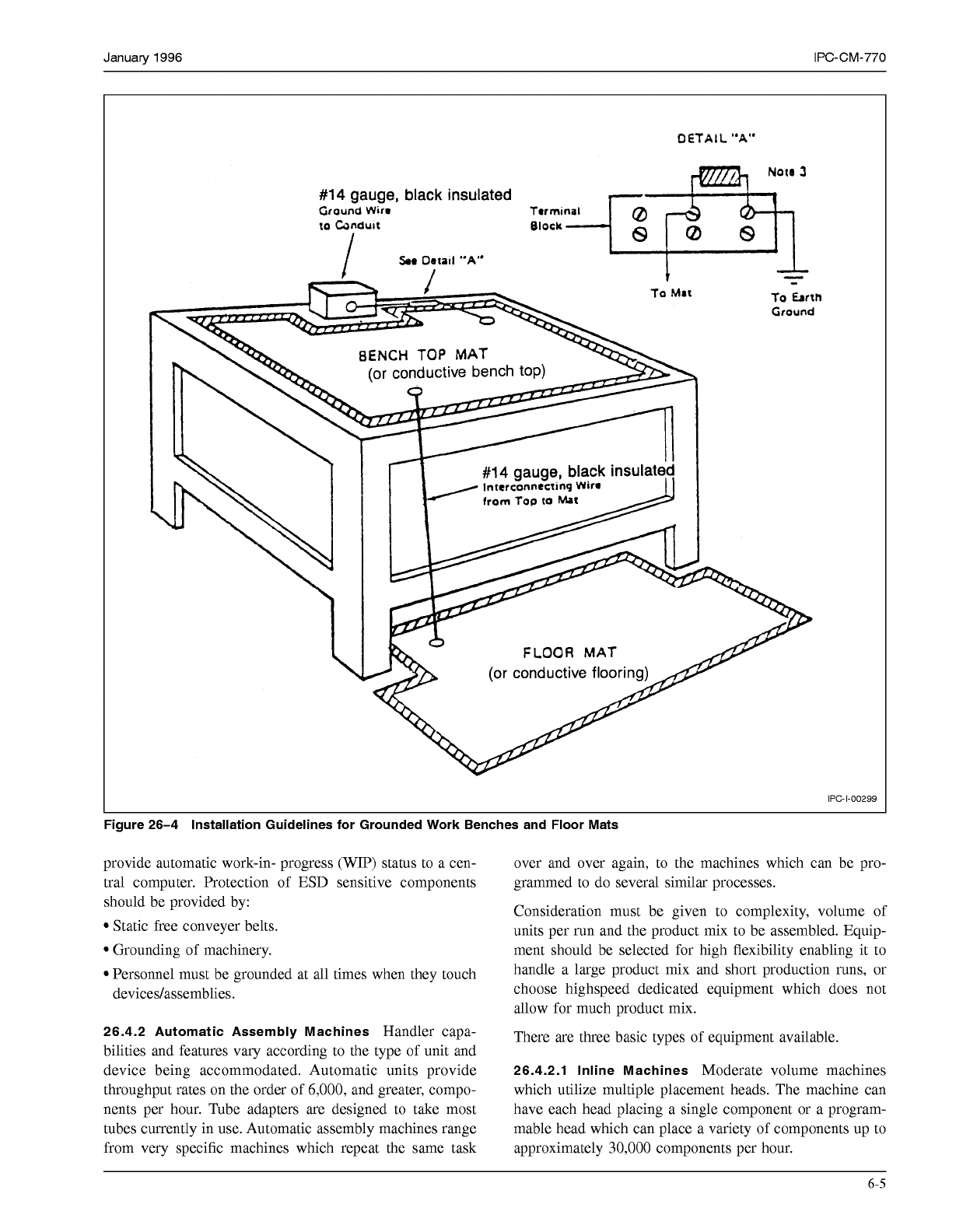
Figure 26-4 Installation Guidelines for Grounded Work Benches and Floor Mats
provide automatic work-in- progress (WIP) status to a cen-
tral computer. Protection of ESD sensitive components
should be provided by:
Static free conveyer belts.
Grounding of machinery.
Personnel must be grounded at all times when they touch
devicedassemblies.
26.4.2 Automatic Assembly Machines
Handler capa-
bilities and features vary according to the type of unit and
device being accommodated. Automatic units provide
throughput rates on the order of
6,000,
and greater, compo-
nents per hour. Tube adapters are designed to take most
tubes currently in use. Automatic assembly machines range
from very specific machines which repeat the same task
over and over again, to the machines which can be pro-
grammed to do several similar processes.
Consideration must be given to complexity, volume of
units per run and the product mix to be assembled. Equip-
ment should be selected for high flexibility enabling it to
handle a large product mix and short production runs, or
choose highspeed dedicated equipment which does not
allow for much product mix.
There are three basic types of equipment available.
26.4.2.1 lnline Machines
Moderate volume machines
which utilize multiple placement heads. The machine can
have each head placing a single component or a program-
mable head which can place a variety of components up to
approximately
30,000
components per hour.
6-5
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services