IPC-CM-770D-1996 - 第145页
January 1996 IPC-CM-770 All gold plated leads and wires that are hand soldered or surface mounted should be pretinned or solder dipped to remove the gold prior to component soldering. Care should be exercised to not adve…

IPC-CM-770
Januaty
1996
with this geometry. Cleaning operations are aided by this
geometry since it provides clearance between the bottom
of
the component and the substrate. Excess solder fillets on
this geometry can stiffen the lead and reduce any compli-
ancy advantage.
27.1.2.3 LeadlTermination Finishes
Finishes on the
leads of leaded component packages and on the metallized
terminations of leadless packages, whether for through-
hole or surface mounting, preserve and assure the solder-
ability of the interconnection surfaces without decreasing
the assembly yield or the attachment reliability. The large
number of solder joints, which frequently cannot be visu-
ally inspected not only because of their sheer numbers but
also because they are physically inaccessible, makes it
imperative that the solderability of the component I/Os be
positively assured prior to assembly. The lead finish that
accomplishes this is fused or reflowed tin or solder. The
solder coating can be obtained either by solder dipping or
tidlead plating with a subsequent reflow process. It might
be necessary to remove excess solder, which could inter-
fere with the assembly or socketing process, with a hot air
knife or similar method.
The above conditions expressly exclude gold plating, since
gold forms brittle intermetallics with the tin in the solder
causing solder joint reliability problems, and silver plating
since silver forms a brittle silver intermetallics. Caution
should be used when leads are coated with tin or tidead
plating without reflowing prior to assembly because the
plating does not always assure solderability. Organics
which are sometimes Co-deposited during the plating pro-
cess can also cause poor solderability.
In addition, some user specifications require fusing of tin
plate to eliminate the possibility of tin whisker growth.
The foregoing considerations are more critical for surface
mounting than for through-hole mounting. Through-hole
mounting provides considerable margin because of the
mechanical anchoring of the leads and the larger solder
volumes.
For devices which are exclusively destined for non-
soldered interconnections (sockets, connectors), the surface
finish coatings depend on the design of the mating contact,
the number of insertion/withdrawal cycles and the service
environment.
It should be noted that the reliability of a tin/lead applica-
tion can be increased by lubricating the contact surfaces
with proper contact lubricants. Lubricants prevent fret and
corrosion that may occur on tidead due to changing envi-
ronmental conditions. A suggested source for additional
information of recommended finishes is IPC-GH-850
Handbook of Interconnection Contact Finishes.
27.1.3 Component Placement
The orientation of com-
ponents on the assembly can have adverse effects on the
final solder joint quality. See the placement descriptions for
each of the component types in Sections
1
through
8.
27.1.4 Assembly Sequence.
See the assembly sequence
information in Sections
19
through 25.
27.2 Solderability
A successful solder joint requires cer-
tain conditions. Primarily, the surface to be joined must be
solderable; this is known as solderability.
Good solderability can improve production rates, increase
reliability, lower costs and improve joint appearance. Pro-
duction rates increase significantly if board solder joints do
not have to be reworked or touched up. Furthermore
manual touch up can damage printed boards. Therefore,
production increases as a result of reduced printed circuits
board scrappage due to touchup operations. Reliability
increases and costs drop for this same reason. With regard
to cost, obtaining better solderability definitely increases
cost; however, in most cases this added cost is less than the
cost of bad joints and will therefore actually save money.
The solderability of both component leads and printed
boards must be high to obtain an easily and well made
joint. Degradation of either part will impede the formation
of good solder joints. The solderability of printed wiring
boards should meet the requirements of J-STD-O03 and the
components should meet the requirements of J-STD-002.
The emphasis in the control of solderability has been
placed on component leads rather than on printed boards,
because of the following characteristics of components:
Longer storage times
More rigorous processing during manufacture
Greater variety of base materials
Lower cost compared to cost of reworking the PWB
Considerable work on solderability control has been
applied to printed wiring boards. This includes both testing
for solderability and improving the surfaces to be soldered.
Specific information on solderability can be found in:
J-STD-001, “Requirements for Soldered Electrical and
Electronic Assemblies” J-STD-002, “Solderability Tests
for Component Leads, Terminations, Lugs, Terminals and
Wires” J-STD-003, “Soderability Tests for Printed
Boards”
27.2.1 TinninglSolder Dipping
Component leads not
meeting the designated solderability requirements may pos-
sibly be reworked by tinningholder dipping, prior to sol-
dering. All portions of the wires or leads which come in
contact with the area to be soldered should be tinned. The
solder should penetrate to the inner strands of stranded
conductors. To permit inspection for nicks or cuts at the
point of insulation termination, solder and wicking should
not conceal the individual outer wire strands.
6-8
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
All gold plated leads and wires that are hand soldered or
surface mounted should be pretinned or solder dipped to
remove the gold prior to component soldering. Care should
be exercised to not adversely affect the component ele-
ments during this treatment.
27.2.1.1 Cleaning Prior to Tinning
Component leads
can be cleaned with a mechanical cleaning tool that does
not impart damage to the component or the component
lead. Other methods of cleaning can be used, provided that
these methods do not damage the component. Knives,
emery cloth, sandpaper, steel wool and other abrasive
should not be used.
27.2.2 Substrate Preparation
Printed wiring boards
should be tested for solderability before assembly.
If
sol-
derability is not acceptable, then pretreatment prior to
assembly may be required to enhance solderability and
subsequent quality of the soldered assembly. Solder mask-
ing may or may not be present dependent on specifications.
Typical pretreatments are degreasing (surface contamina-
tion, e.g., dirt, oils), brightening (chemical activation of
solder and/or copper), and baking (moisture). Baking of the
substrate may be necessary in order to prevent delamina-
tion of the substrate.
27.3 Materials
All soldering processes are only capable
of achieving optimum process yields if the materials used
in those processes are not substandard. Regardless of the
particular soldering process used (dip, wave, reflow), all
solder processes follow the same basic steps: flux, preheat,
and soldering. Some newer technologies use other materi-
als such as adhesives either in conjunction with or to
replace soldering. Adhesive attachment of components is
particularly attractive with temperature sensitive devices,
and for securing surface mount devices. The various types
of alternative solder materials will be discussed here.
27.3.1 Flux
Flux must have properties such that it
(1)
chemically removes the surface oxide or tarnish and
(2)
keeps the surface clean until the solder has melted and
flowed over the fluxed surface.
Soldering fluxes have been divided into three general cat-
egories. The traditional flux specifications classify fluxes
on the basis of their chemical make-up or flux base (rosin
base fluxes, for example, are classified as R, RMA or
RA).
J-STD-004 utilizes a unified approach to flux classification
based on fundamental, intrinsic corrosive and conductive
properties of flux and flux residues, rather than specifying
the flux base.
Flux are specified according to one of the following three
types per J-STD-004:
L
=
Low or no flux/flux residue activity
M= Moderate flux/flux residue activity
H= High flux/flux residue activity
Inorganic fluxes are not permitted for electronics soldering.
The flux and the cleaning process (or lack thereof) are
directly interdependent.
27.3.1.1
Many common fluxes use natural rosin as a
base. This natural product, derived from the gum of pine
trees, is a mix of abietic acid and numerous dehydrogena-
tion products.
Rosin is a glassy, non-crystalline mixture of organic acids
which are inert up to their softening point and only assume
an acidic nature when molten. After melting and resolidifi-
cation the hard glassy properties render the residue once
again inert. Residues from other added chemical activator
compounds usually become encapsulated in the rosin resi-
due, which renders them non- corrosive. The effectiveness
of this safeguard, however, depends on the quantity and
nature of the activator used.
The acidity of pure rosin alone is usually insufficient to
clean surfaces to be soldered,
so
rosin fluxes are usually
enhanced by a variety of chemicals called activators. Com-
mon activators are inorganic halides, organic halides, car-
boxylic acids, amines and halogenated amines. The degree
of activation achieved by the various chemicals depends
upon the compound used and the quantity. Since the over-
all activity developed is often a synergistic product of more
than one activator, activation is usually quantified not by
formulation alone but rather by some secondary property
such as the ability of the residue extract to dissolve a cop-
per from the “Copper Mirror Test”-or by its ionic con-
ductivity. The level of activator affects the rate of wetting.
27.3.1.2 Organic Acid (Water Washable) Fluxes
These
fluxes are significantly more active and aggressive than
rosin fluxes in removing oxides from the surfaces to be
soldered. They use strong organic acids and salts to achieve
these properties. As such they are more forgiving of poor
solderability characteristics of the surfaces to be soldered.
The increased activity yields flux residues which are more
corrosive than the residues of rosin fluxes. Because of their
characteristics it is necessary to completely remove the
residue with a post soldering cleaning operation to prevent
early failure of the soldered assembly.
27.3.1.3 No Clean Fluxes
(Low
ResiduelNo Residue).
This family of fluxes includes both rosin or modified resin
fluxes and non- rosin fluxes. The activators used are gener-
ally weak organic dicarboxcylic acids.
The low solids rosidresin based fluxes leave small
amounts of residue after soldering and except where these
may interfere with bed of nails testing or other post solder-
ing operations or operating characteristics generally have
6-9
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770 Januaty 1996
no deleterious impact on reliability and do not need to be
removed from the assembly with a post solder defluxing
operation.
Other no clean fluxes, no residue, are formulated with no
rosin and utilize a mixture of one or more weak dicarbox-
cylic acids and wetting agents to provide the activation
needed to enhance soldering. These fluxes leave little or no
residue and do not need to be removed from the assembly
with a post solder defluxing operation.
An inert gas atmosphere, such as nitrogen, is often used to
enhance the soldering process when using these more
benign fluxes.
27.3.2 Solders
Solders are generally metal alloys with
melting points in the range -150°C to -400°C. Below this
temperature range, alloys are commonly called fusible
alloys: above this they are called brazes. Tin-lead alloys are
most common, although more complex compositions had
been developed for special applications.
For electrical soldering, alloys near the eutectic composi-
tion (63% tin 37% lead) have the required combination of
properties. Although compositions either side of the eutec-
tic have higher liquidus (completely melted) temperatures
desirable for higher ambient temperature applications,
remember that the initial melting point (at which solder
softens) is 183"C, the same for all tin-lead alloys with
compositions between 20% and
98%
tin.
The range of properties of tin-lead alloys can be varied by
adding other metals such as bismuth or indium to lower the
melting point, or antimony, silver, etc. to increase hardness
and fatigue resistance. Alloys containing less than
10%
tin
are used for applications involving temperatures below
-40°C.
27.3.2.1 Solder Alloy Selection
Selecting a solder alloy
for a particular assembly depends on the expected operat-
ing conditions and on the types of components used. For
example, the mechanical and fatigue properties of solder
may be more important for surface mounted components
than through hole components.
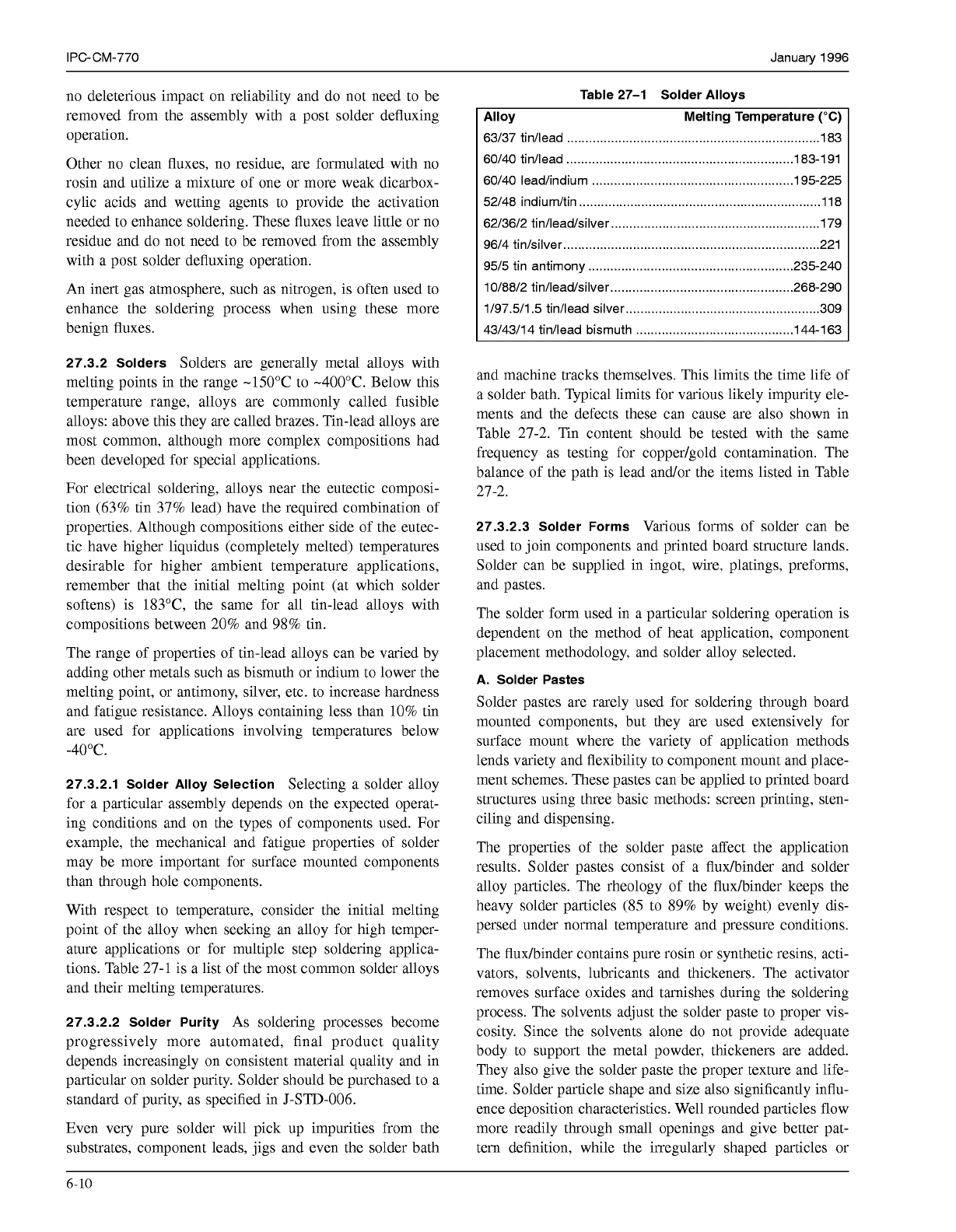
With respect to temperature, consider the initial melting
point of the alloy when seeking an alloy for high temper-
ature applications or for multiple step soldering applica-
tions. Table 27-1 is a list of the most common solder alloys
and their melting temperatures.
27.3.2.2 Solder Purity
As soldering processes become
progressively more automated, final product quality
depends increasingly on consistent material quality and in
particular on solder purity. Solder should be purchased to a
standard of purity, as specified in J-STD-006.
Even very pure solder will pick up impurities from the
substrates, component leads, jigs and even the solder bath
Table 27-1 Solder Alloys
Alloy Melting Temperature
("C)
63/37 tin/lead
.....................................................................
183
60/40 tin/lead
..............................................................
183-1 91
60/40 lead/indium
.......................................................
195-225
52/48 indiumkin
..................................................................
11 8
62/36/2 tin/lead/silver
.........................................................
179
96/4 tin/silver
......................................................................
221
95/5 tin antimony
........................................................
235-240
10/88/2 tin/lead/silver
..................................................
268-290
1/97.5/1.5 tin/lead silver
.....................................................
309
43/43/14 tin/lead bismuth
...........................................
144-1 63
and machine tracks themselves. This limits the time life of
a solder bath. Typical limits for various likely impurity ele-
ments and the defects these can cause are also shown in
Table 27-2. Tin content should be tested with the same
frequency as testing for copper/gold contamination. The
balance of the path is lead and/or the items listed in Table
27-2.
27.3.2.3 Solder Forms
Various forms of solder can be
used to join components and printed board structure lands.
Solder can be supplied in ingot, wire, platings, preforms,
and pastes.
The solder form used in a particular soldering operation is
dependent on the method of heat application, component
placement methodology, and solder alloy selected.
A. Solder Pastes
Solder pastes are rarely used for soldering through board
mounted components, but they are used extensively for
surface mount where the variety of application methods
lends variety and flexibility to component mount and place-
ment schemes. These pastes can be applied to printed board
structures using three basic methods: screen printing, sten-
ciling and dispensing.
The properties of the solder paste affect the application
results. Solder pastes consist of a fluhinder and solder
alloy particles. The rheology of the fluxhinder keeps the
heavy solder particles
(85
to
89%
by weight) evenly dis-
persed under normal temperature and pressure conditions.
The fluhinder contains pure rosin or synthetic resins, acti-
vators, solvents, lubricants and thickeners. The activator
removes surface oxides and tarnishes during the soldering
process. The solvents adjust the solder paste to proper vis-
cosity. Since the solvents alone do not provide adequate
body to support the metal powder, thickeners are added.
They also give the solder paste the proper texture and life-
time. Solder particle shape and size also significantly influ-
ence deposition characteristics. Well rounded particles flow
more readily through small openings and give better pat-
tem definition, while the irregularly shaped particles or
6-10
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services