IPC-CM-770D-1996 - 第27页
January 1996 IPC-CM-770 C. Compound Forms (Figure 5-9) This method gives the best retention and has the advantage of near clinched lead reliability. Disadvantages in- clude complex tooling required to form leads and the …
IPC-CM-770
Januaty
1996
Figure 5-4
The value of
"L"
is usually adjusted upward to coincide
with the grid used. The total length of both leads should
not exceed
25
mm in length unless this component is
mechanically supported to the mounting base.
5.2.1.2 Minimum Inside Bend Radius
The minimum
inside bend radius of a single
90
bend of a component lead
should be in accordance with Figure
5-5.
-
Straightfor2
11
[O.(u,hch]
,
diameters, but not
le88
than
0.76mm
A.
Standard bend
I-Dia.
B.
Welded bend
1.22mm
[0.048
inches] and larger
2
diameters
IPC-I-O0025
L
Figure
5-5
Lead Diameter Versus Bend Radius
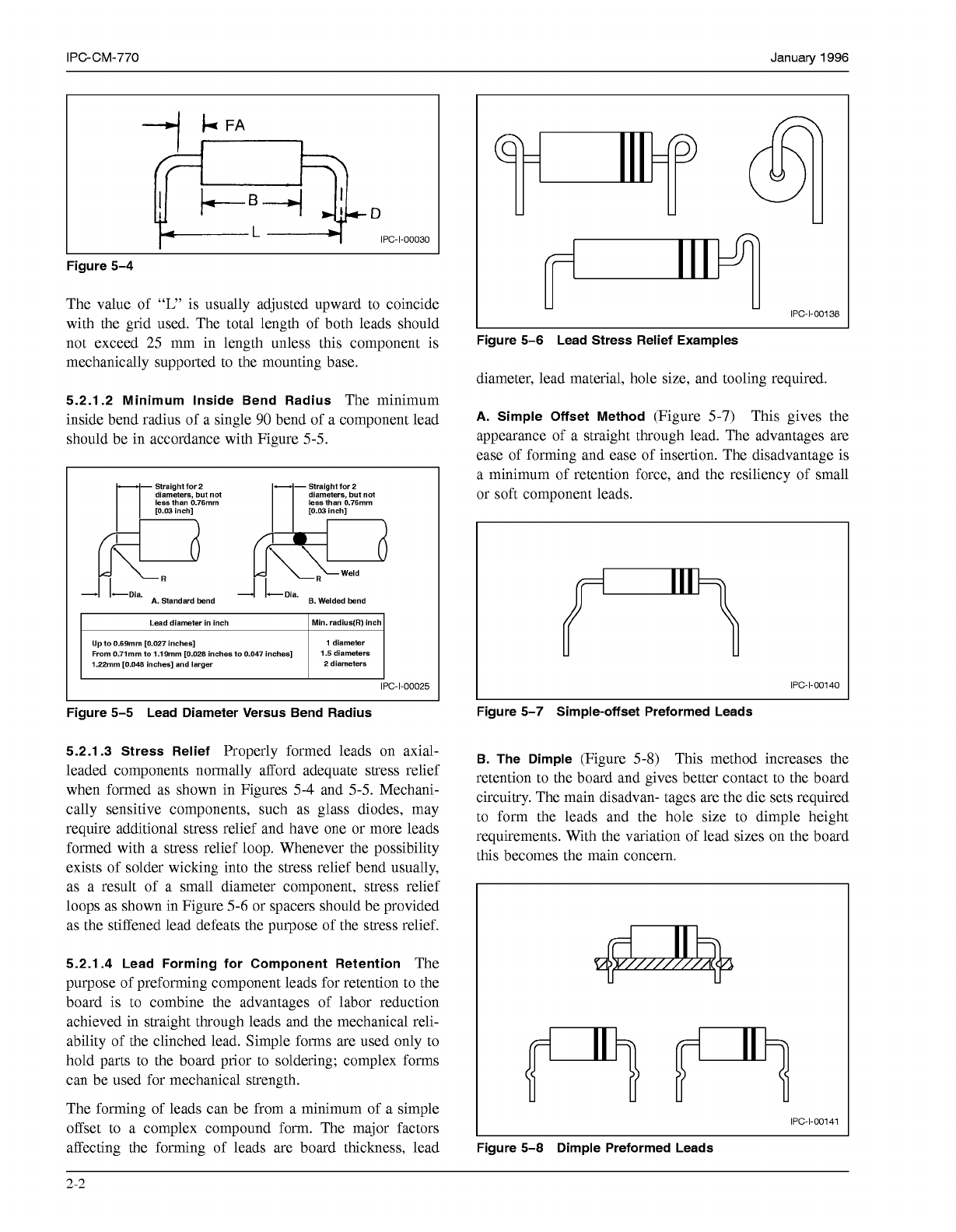
5.2.1.3 Stress Relief
Properly formed leads on axial-
leaded components normally afford adequate stress relief
when formed as shown in Figures
5-4
and
5-5.
Mechani-
cally sensitive components, such as glass diodes, may
require additional stress relief and have one or more leads
formed with a stress relief loop. Whenever the possibility
exists of solder wicking into the stress relief bend usually,
as a result of a small diameter component, stress relief
loops as shown in Figure
5-6
or spacers should be provided
as the stiffened lead defeats the purpose of the stress relief.
5.2.1.4 Lead Forming for Component Retention
The
purpose of preforming component leads for retention to the
board is to combine the advantages of labor reduction
achieved in straight through leads and the mechanical reli-
ability of the clinched lead. Simple forms are used only to
hold parts to the board prior to soldering; complex forms
can be used for mechanical strength.
The forming of leads can be from a minimum of a simple
offset to a complex compound form. The major factors
affecting the forming of leads are board thickness, lead
m
IPC-1-00138
Figure
5-6
Lead Stress Relief Examples
diameter, lead material, hole size, and tooling required.
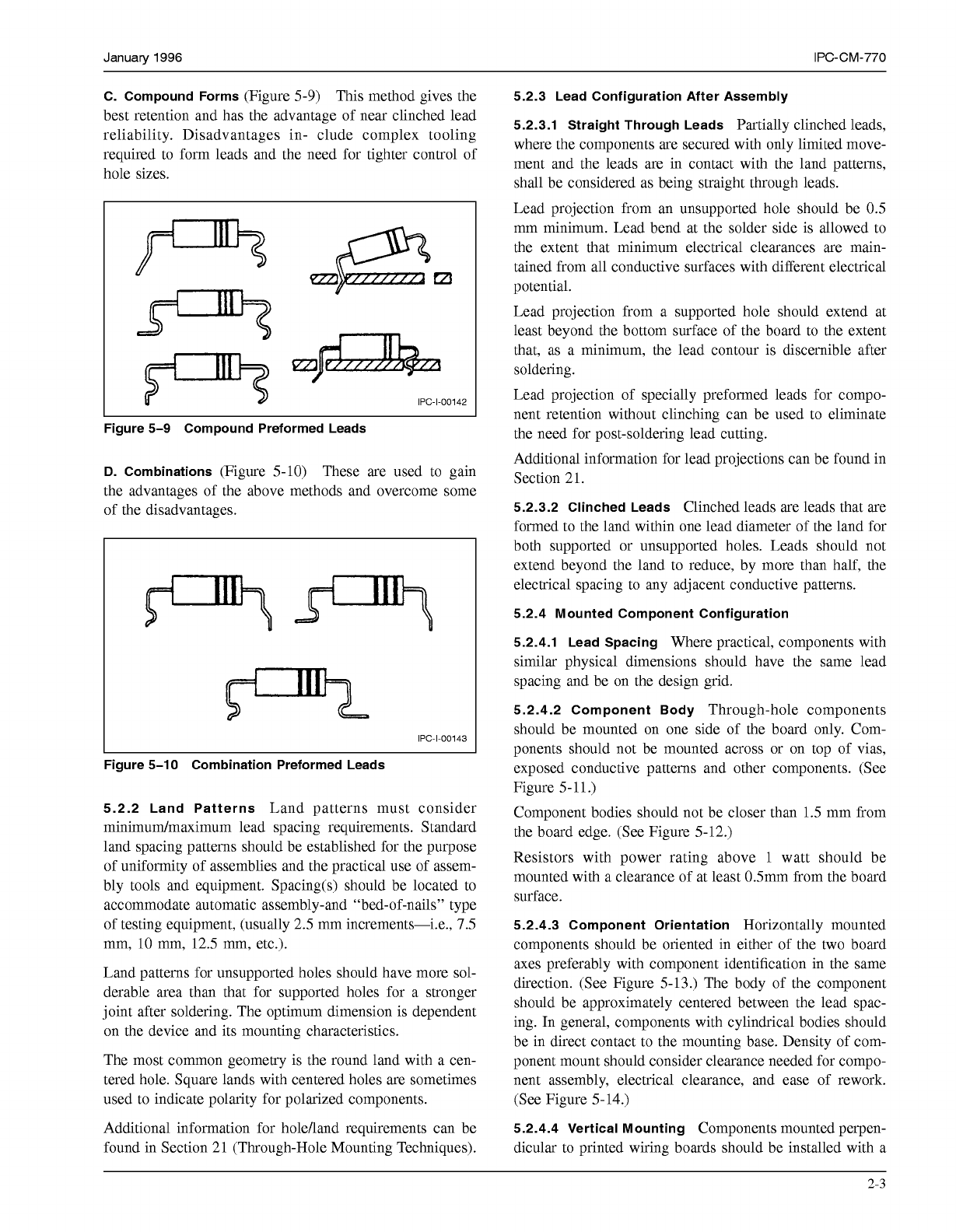
A.
Simple Offset Method
(Figure
5-7)
This gives the
appearance of a straight through lead. The advantages are
ease of forming and ease of insertion. The disadvantage is
a minimum of retention force, and the resiliency of small
or soft component leads.
IPC-I-O0140
Figure
5-7
Simple-offset Preformed Leads
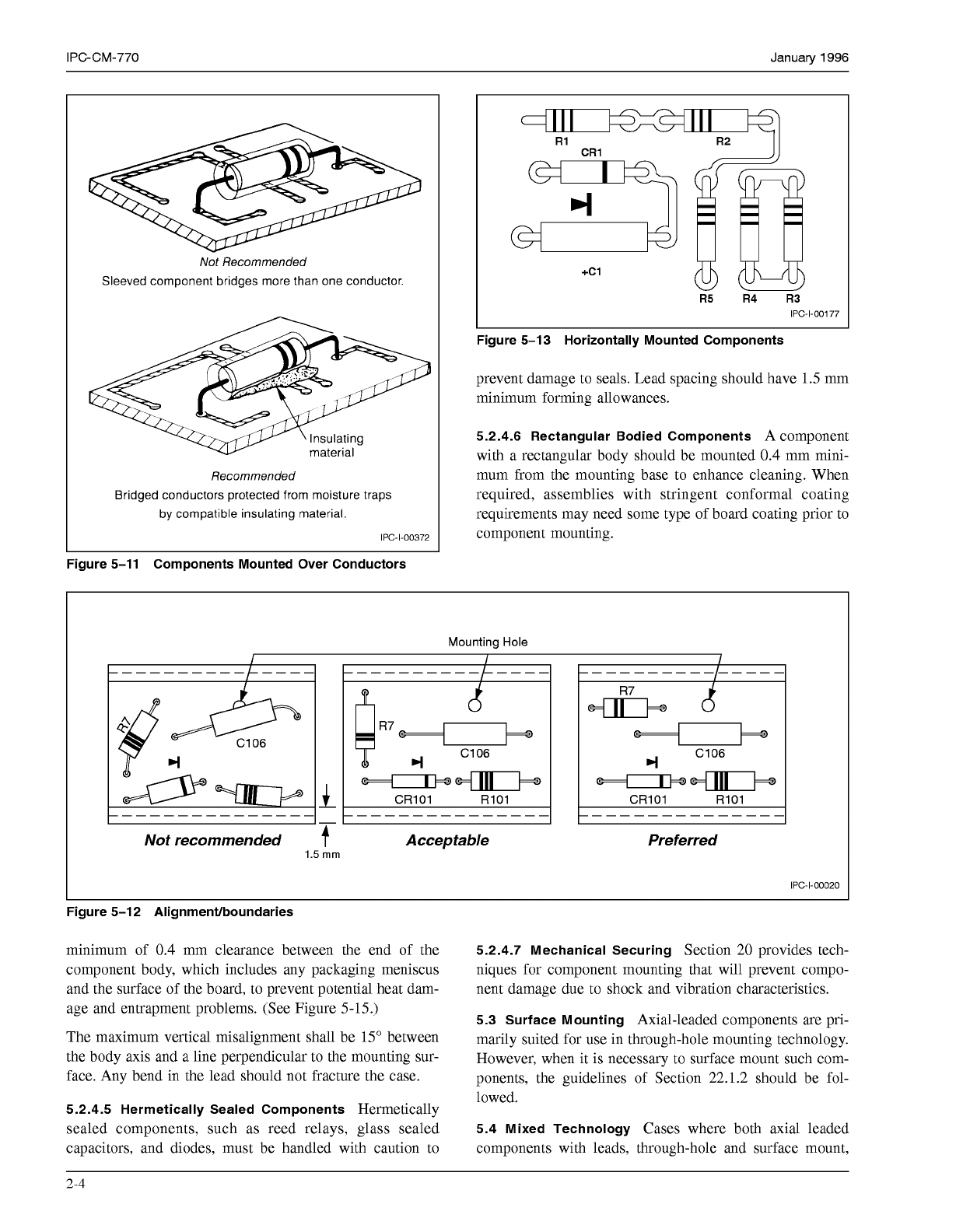
B. The Dimple
(Figure
5-8)
This method increases the
retention to the board and gives better contact to the board
circuitry. The main disadvan- tages are the die sets required
to form the leads and the hole size to dimple height
requirements. With the variation of lead sizes on the board
this becomes the main concern.
IPC-1-00141
Figure 5-8 Dimple Preformed Leads
2-2
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
C. Compound Forms
(Figure
5-9)
This method gives the
best retention and has the advantage of near clinched lead
reliability. Disadvantages in- clude complex tooling
required to form leads and the need for tighter control of
hole sizes.
B
5
IPC-I-O0142
L
Figure 5-9 Compound Preformed Leads
D.
Combinations
(Figure
5-10)
These are used to gain
the advantages of the above methods and overcome some
of the disadvantages.
mm
IPC-1-00143
Figure 5-10 Combination Preformed Leads
5.2.2 Land Patterns
Land patterns must consider
minimudmaximum lead spacing requirements. Standard
land spacing patterns should be established for the purpose
of uniformity of assemblies and the practical use of assem-
bly tools and equipment. Spacing(s) should be located to
accommodate automatic assembly-and “bed-of-nails’’ type
of testing equipment, (usually
2.5
mm increments-i.e.,
7.5
mm,
10
mm,
12.5
mm, etc.).
Land patterns for unsupported holes should have more sol-
derable area than that for supported holes for a stronger
joint after soldering. The optimum dimension is dependent
on the device and its mounting characteristics.
The most common geometry is the round land with a cen-
tered hole. Square lands with centered holes are sometimes
used to indicate polarity for polarized components.
Additional information for holeAand requirements can be
found in Section
21
(Through-Hole Mounting Techniques).
5.2.3 Lead Configuration After Assembly
5.2.3.1 Straight Through Leads
Partially clinched leads,
where the components are secured with only limited move-
ment and the leads are in contact with the land patterns,
shall be considered as being straight through leads.
Lead projection from an unsupported hole should be
0.5
mm minimum. Lead bend at the solder side is allowed to
the extent that minimum electrical clearances are main-
tained from all conductive surfaces with different electrical
potential.
Lead projection from a supported hole should extend at
least beyond the bottom surface of the board to the extent
that, as a minimum, the lead contour is discernible after
soldering.
Lead projection of specially preformed leads for compo-
nent retention without clinching can be used to eliminate
the need for post-soldering lead cutting.
Additional information for lead projections can be found in
Section
21.
5.2.3.2 Clinched Leads
Clinched leads are leads that are
formed to the land within one lead diameter of the land for
both supported or unsupported holes. Leads should not
extend beyond the land to reduce, by more than half, the
electrical spacing to any adjacent conductive patterns.
5.2.4 Mounted Component Configuration
5.2.4.1 Lead Spacing
Where practical, components with
similar physical dimensions should have the same lead
spacing and be on the design grid.
5.2.4.2 Component Body
Through-hole components
should be mounted on one side of the board only. Com-
ponents should not be mounted across or on top of vias,
exposed conductive patterns and other components. (See
Figure
5
-
1 1
.)
Component bodies should not be closer than
1.5
mm from
the board edge. (See Figure
5-12.)
Resistors with power rating above
1
watt should be
mounted with a clearance of at least 0.5mm from the board
surface.
5.2.4.3 Component Orientation
Horizontally mounted
components should be oriented in either of the two board
axes preferably with component identification in the same
direction. (See Figure
5-13.)
The body of the component
should be approximately centered between the lead spac-
ing. In general, components with cylindrical bodies should
be in direct contact to the mounting base. Density of com-
ponent mount should consider clearance needed for compo-
nent assembly, electrical clearance, and ease of rework.
(See Figure
5-14.)
5.2.4.4 Vertical Mounting
Components mounted perpen-
dicular to printed wiring boards should be installed with a
2-3
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770 Januaty
1996
R1
CR1
JI
9
R5
R4 R3
a
+Cl
Not
Recommended
Sleeved component bridges more than one conductor.
I
IPC-1-00177
Figure
5-1
3
Horizontally Mounted Components
prevent damage to seals. Lead spacing should have
1.5
mm
minimum forming allowances.
5.2.4.6 Rectangular Bodied Components
A component
with a rectangular body should be mounted
0.4
mm mini-
mum from the mounting base to enhance cleaning. When
required, assemblies with stringent conformal coating
requirements may need some type of board coating prior to
1
component mounting.
Recommended
Bridged conductors protected from moisture traps
by compatible insulating material.
IPC-1-00372
Figure
5-11
Components Mounted Over Conductors
Mounting
Hole
C
""""_
/
""_
I
""""_
""
""""_
""
¿
R7
4
Cl
06
I
R101
I
CR101
-+IlEl-
C"""""""1 C"""""""1 C"""""""1
Not recommended
f
Acceptable
1.5
mm
Preferred
IPc-I-00020
Figure
5-1
2 Alignmentlboundaries
minimum of
0.4
mm clearance between the end of the
component body, which includes any packaging meniscus
and the surface of the board, to prevent potential heat dam-
age and entrapment problems. (See Figure
5-15.)
The maximum vertical misalignment shall be
15"
between
the body axis and a line perpendicular to the mounting sur-
face. Any bend in the lead should not fracture the case.
5.2.4.7 Mechanical Securing
Section
20
provides tech-
niques for component mounting that will prevent compo-
nent damage due to shock and vibration characteristics.
5.3
Surface Mounting
Axial-leaded components are pri-
marily suited for use in through-hole mounting technology.
However, when it is necessary to surface mount such com-
ponents, the guidelines of Section
22.1.2
should be fol-
lowed.
5.2.4.5 Hermetically Sealed Components
Hermetically
sealed components, such as reed relays, glass sealed
capacitors, and diodes, must be handled with caution to
5.4 Mixed Technology
Cases where both axial leaded
components with leads, through-hole and surface mount,
2-4
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services