IPC-CM-770D-1996 - 第82页
IPC-CM-770 Januaty 1996 a printed board structure. The advantages of this type of socket are the ease of replacement of the socket in the 16.4 Mixed Technology Few considerations apply to field. The disadvantage is that …
January
1996
IPC-CM-770
the inside. A post assembly terminal review should high-
light lead length conformance and separation of lead ends
from other leads or surface conductors.
16.2.2.1 Polarization
The device and socket assembly/
application specifications, as well as the board markings
are the principal controlling documents for orienting sock-
ets on the board. Sockets are visually and dimensionally
symmetrical and may only offer visual aids (dot, slanted
comer, tab, etc.) on the part to orient it. Therefore, the con-
trolling assembly document should note that visual aid as
well as pin numbers.
16.2.2.2 Lead Forming and Alignment
Lead forming is
not usually performed on sockets, but if it is necessary, the
fixture or tool must ensure that the integrity of the contact
areas remain intact, and that the lead is not deformed
beyond
10%
of the lead diameter.
Packaging and handling will dictate the lead’s proper align-
ment being available at the assembly station. Automatic
machines require an angle less than 90 true for proper jaw
grip of the part.
16.2.2.3 Seating
Sockets being relatively light in rela-
tion to their land patterns and the number of leads penetrat-
ing the board are prone to be improperly seated; either not
fully bottomed out to the board or having a lead or two
crushed down (rolled under the body). It is advised that
after assembly, a visual inspection be authorized prior to
clinching and soldering.
16.3 Surface Mounting
Instead of straight solder tails
which are inserted into through-holes, the surface mount
socket has flat
“L”
or
“J”
type leads.
Figure 16-11 shows a section through a contact that can be
used with the type of socket in Figure 16-9 to provide for
surface mounting. This contact has a long compliant lower
leg and mates with the land pattern shown in Figure 16-14.
The two registration holes mate with corres- ponding pro-
jections on the socket.
Figure 16-13 shows an alternate contact configuration. At
the cost of reduced compliance, this contact has a shorter
electrical path, allows an easier visual inspection of the
soldered joint, and required a different land pattern.
For sizes larger than the 68-position
(1.27
mm) centerline,
the interaction of the contact force and cover force may
distort the connector housing. This may in turn strain the
solder joint.
This situation is avoided by use of the four comer screws
to engage a backup plate. These transfer the forces from
the cover to the backup plate and establish the closed sys-
tem which minimizes the forces on the housing, the printed
HOLD
DOWN
SCREWS
(4)
COVER
OR
HOLD
DOWN
CHIP CARRIER
THRUSTER CLIP
BACKUP PLATE
IPC-I
-247
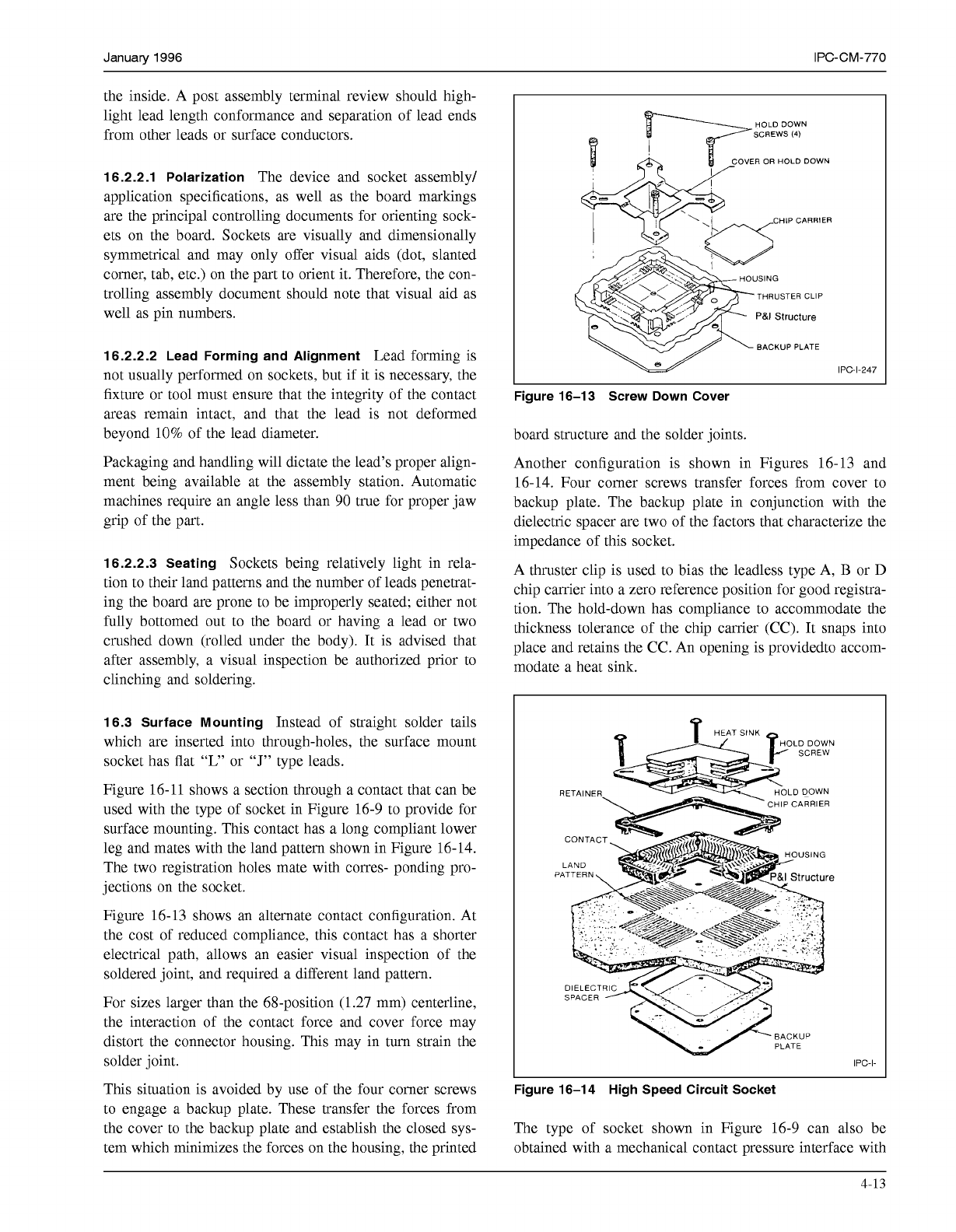
Figure 16-13 Screw Down Cover
board structure and the solder joints.
Another configuration is shown in Figures 16-13 and
16-14. Four comer screws transfer forces from cover to
backup plate. The backup plate in conjunction with the
dielectric spacer are two of the factors that characterize the
impedance of this socket.
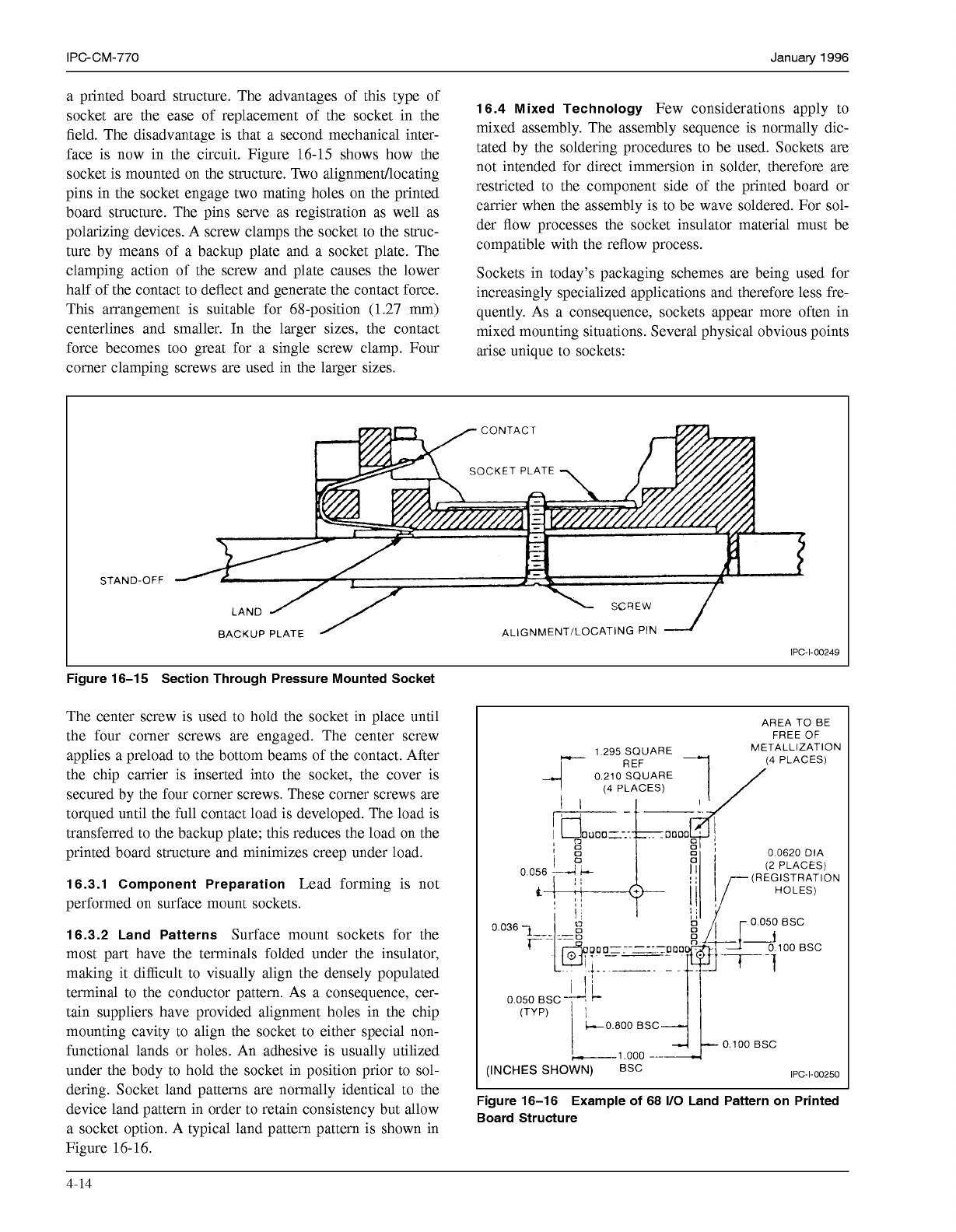
A thruster clip is used to bias the leadless type A,
B
or
D
chip carrier into a zero reference position for good registra-
tion. The hold-down has compliance to accommodate the
thickness tolerance of the chip carrier
(CC).
It snaps into
place and retains the
CC.
An opening is providedto accom-
modate a heat sink.
IPC-I-
Figure 16-14 High Speed Circuit Socket
The type of socket shown in Figure 16-9 can also be
obtained with a mechanical contact pressure interface with
4-13
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
a printed board structure. The advantages of this type of
socket are the ease of replacement of the socket in the
16.4 Mixed Technology
Few considerations apply to
field. The disadvantage is that a second mechanical inter-
mixed assembly. The assembly sequence is normally dic-
face is now in the circuit. Figure 16-15 shows how the
tated by the soldering procedures to be used. Sockets are
socket is mounted on the structure. Two alignmendlocating
not intended for direct immersion in solder, therefore are
pins in the socket engage two mating holes on the printed
restricted to the component side of the printed board or
board
The
pins
Serve
as
registration
as
well
as
carrier when the assembly is to be wave soldered. For sol-
devices.
A
Screw clamps
the
socket
to
the
strut-
der flow processes the socket insulator material must be
ture by means of a backup plate and a socket plate. The
with
the
reflow
process.
clamping action of the Screw and Plate causes the lower Sockets in today's packaging schemes are being used for
half of the Contact to deflect and generate the Contact force. increasingly specialized applications and therefore less fre-
This arrangement is suitable for 68-Position
(1.27
mm> quently. As a consequence, sockets appear more often in
centerlines and smaller. In the larger sizes, the contact mixed mounting situations. Several physical obvious points
force becomes too great for a single screw clamp. Four arise unique to sockets:
comer clamping screws are used in the larger sizes.
STAND-OFF
SOCKET PLATE
BACKUP PLATE ALIGNMENT/LOCATING PIN
IPC-I
-00249
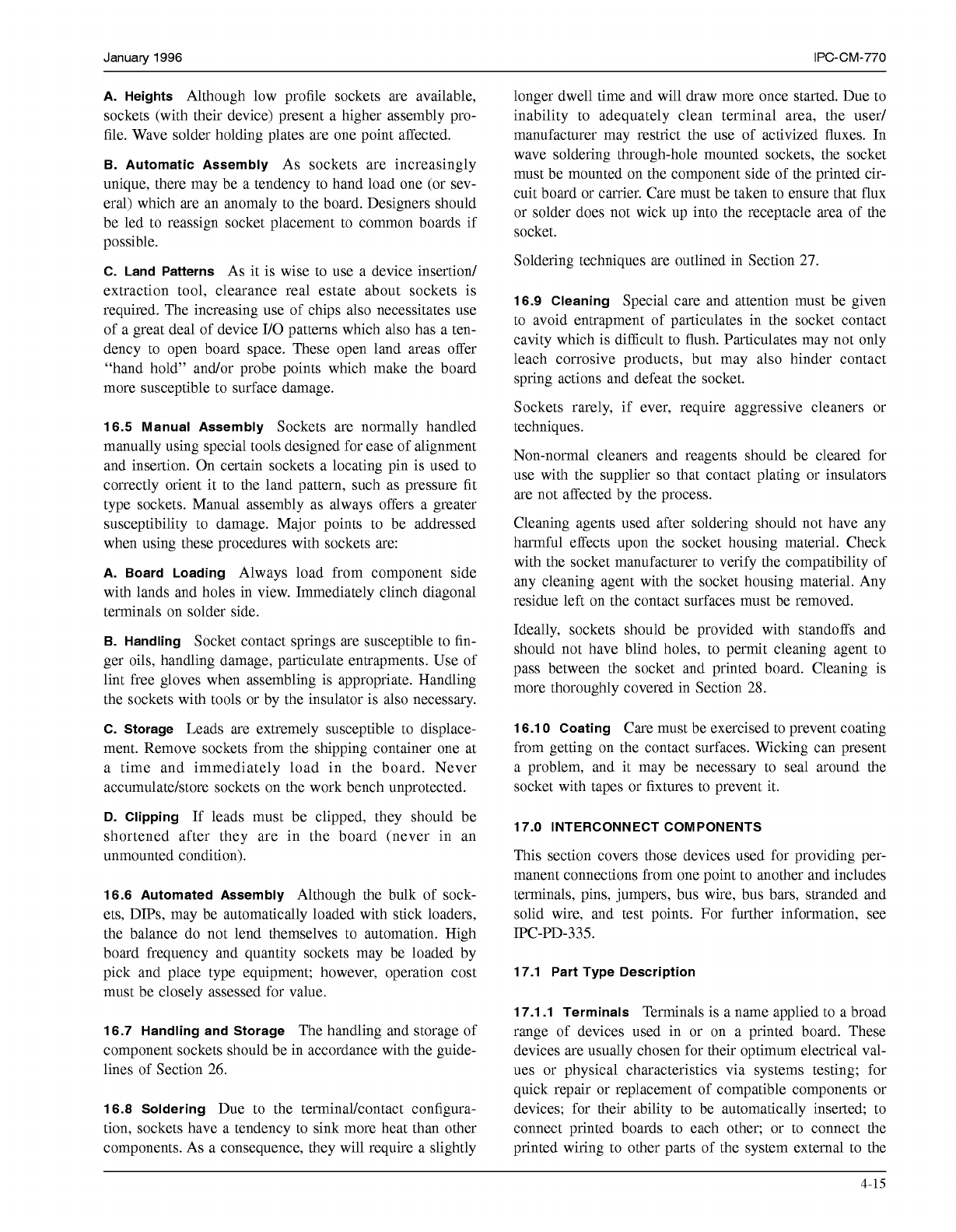
Figure 16-15 Section Through Pressure Mounted Socket
The center screw is used to hold the socket in place until
the four comer screws are engaged. The center screw
applies a preload to the bottom beams of the contact. After
the chip carrier is inserted into the socket, the cover is
secured by the four comer screws. These comer screws are
torqued until the full contact load is developed. The load is
transferred to the backup plate; this reduces the load on the
printed board structure and minimizes creep under load.
16.3.1 Component Preparation
Lead forming is not
performed on surface mount sockets.
16.3.2 Land Patterns
Surface mount sockets for the
most part have the terminals folded under the insulator,
making it difficult to visually align the densely populated
terminal to the conductor pattern. As a consequence, cer-
tain suppliers have provided alignment holes in the chip
mounting cavity to align the socket to either special non-
functional lands or holes. An adhesive is usually utilized
under the body to hold the socket in position prior to sol-
dering. Socket land patterns are normally identical to the
device land pattern in order to retain consistency but allow
a socket option. A typical land pattern pattern is shown in
Figure 16- 16.
AREA TO BE
FREE OF
1
295 SQUARE
O
210
SQUARE
(4
PLACES)
METALLIZATION
REF
1
,(4
PLACES)
!Ll.OOO
---
(INCHES
SHOWN)
Esc IPC-I-O0250
Figure 16-16 Example
of
68
110
Land Pattern on Printed
Board Structure
4-14
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
A. Heights
Although low profile sockets are available,
sockets (with their device) present a higher assembly pro-
file. Wave solder holding plates are one point affected.
B. Automatic Assembly
As sockets are increasingly
unique, there may be a tendency to hand load one (or sev-
eral) which are an anomaly to the board. Designers should
be led to reassign socket placement to common boards if
possible.
C. Land Patterns
As it is wise to use a device insertion/
extraction tool, clearance real estate about sockets is
required. The increasing use of chips also necessitates use
of a great deal of device I/O patterns which also has a ten-
dency to open board space. These open land areas offer
“hand hold” and/or probe points which make the board
more susceptible to surface damage.
16.5 Manual Assembly
Sockets are normally handled
manually using special tools designed for ease of alignment
and insertion. On certain sockets a locating pin is used to
correctly orient it to the land pattern, such as pressure fit
type sockets. Manual assembly as always offers a greater
susceptibility to damage. Major points to be addressed
when using these procedures with sockets are:
A. Board Loading
Always load from component side
with lands and holes in view. Immediately clinch diagonal
terminals on solder side.
B. Handling
Socket contact springs are susceptible to fin-
ger oils, handling damage, particulate entrapments. Use of
lint free gloves when assembling is appropriate. Handling
the sockets with tools or by the insulator is also necessary.
C. Storage
Leads are extremely susceptible to displace-
ment. Remove sockets from the shipping container one at
a time and immediately load in the board. Never
accumulate/store sockets on the work bench unprotected.
D. Clipping
If
leads must be clipped, they should be
shortened after they are in the board (never in an
unmounted condition).
16.6 Automated Assembly
Although the bulk of sock-
ets, DIPS, may be automatically loaded with stick loaders,
the balance do not lend themselves to automation. High
board frequency and quantity sockets may be loaded by
pick and place type equipment; however, operation cost
must be closely assessed for value.
16.7 Handling and Storage
The handling and storage of
component sockets should be in accordance with the guide-
lines of Section
26.
16.8 Soldering
Due to the terminakontact configura-
tion, sockets have a tendency to sink more heat than other
components. As a consequence, they will require a slightly
longer dwell time and will draw more once started. Due to
inability to adequately clean terminal area, the user/
manufacturer may restrict the use of activized fluxes. In
wave soldering through-hole mounted sockets, the socket
must be mounted on the component side of the printed cir-
cuit board or carrier. Care must be taken to ensure that flux
or solder does not wick up into the receptacle area of the
socket.
Soldering techniques are outlined in Section
27.
16.9 Cleaning
Special care and attention must be given
to avoid entrapment of particulates in the socket contact
cavity which is difficult to flush. Particulates may not only
leach corrosive products, but may also hinder contact
spring actions and defeat the socket.
Sockets rarely, if ever, require aggressive cleaners or
techniques.
Non-normal cleaners and reagents should be cleared for
use with the supplier
so
that contact plating or insulators
are not affected by the process.
Cleaning agents used after soldering should not have any
harmful effects upon the socket housing material. Check
with the socket manufacturer to verify the compatibility of
any cleaning agent with the socket housing material. Any
residue left on the contact surfaces must be removed.
Ideally, sockets should be provided with standoffs and
should not have blind holes, to permit cleaning agent to
pass between the socket and printed board. Cleaning is
more thoroughly covered in Section
28.
16.1
O
Coating
Care must be exercised to prevent coating
from getting on the contact surfaces. Wicking can present
a problem, and it may be necessary to seal around the
socket with tapes or fixtures to prevent it.
17.0 INTERCONNECT COMPONENTS
This section covers those devices used for providing per-
manent connections from one point to another and includes
terminals, pins, jumpers, bus wire, bus bars, stranded and
solid wire, and test points. For further information, see
IPC-PD-335.
17.1 Part Type Description
17.1.1 Terminals
Terminals is a name applied to a broad
range of devices used in or on a printed board. These
devices are usually chosen for their optimum electrical val-
ues or physical characteristics via systems testing; for
quick repair or replacement of compatible components or
devices; for their ability to be automatically inserted; to
connect printed boards to each other; or to connect the
printed wiring to other parts of the system external to the
4-15
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services