IPC-CM-770D-1996 - 第84页
IPC-CM-770 Januaty 1996 printed boards. To provide mechanical strength to the ter- minal serves as the feed through device through the glass minal and the resultant connection, most terminals are seal. See Figure 17-3. d…
January
1996
IPC-CM-770
A. Heights
Although low profile sockets are available,
sockets (with their device) present a higher assembly pro-
file. Wave solder holding plates are one point affected.
B. Automatic Assembly
As sockets are increasingly
unique, there may be a tendency to hand load one (or sev-
eral) which are an anomaly to the board. Designers should
be led to reassign socket placement to common boards if
possible.
C. Land Patterns
As it is wise to use a device insertion/
extraction tool, clearance real estate about sockets is
required. The increasing use of chips also necessitates use
of a great deal of device I/O patterns which also has a ten-
dency to open board space. These open land areas offer
“hand hold” and/or probe points which make the board
more susceptible to surface damage.
16.5 Manual Assembly
Sockets are normally handled
manually using special tools designed for ease of alignment
and insertion. On certain sockets a locating pin is used to
correctly orient it to the land pattern, such as pressure fit
type sockets. Manual assembly as always offers a greater
susceptibility to damage. Major points to be addressed
when using these procedures with sockets are:
A. Board Loading
Always load from component side
with lands and holes in view. Immediately clinch diagonal
terminals on solder side.
B. Handling
Socket contact springs are susceptible to fin-
ger oils, handling damage, particulate entrapments. Use of
lint free gloves when assembling is appropriate. Handling
the sockets with tools or by the insulator is also necessary.
C. Storage
Leads are extremely susceptible to displace-
ment. Remove sockets from the shipping container one at
a time and immediately load in the board. Never
accumulate/store sockets on the work bench unprotected.
D. Clipping
If
leads must be clipped, they should be
shortened after they are in the board (never in an
unmounted condition).
16.6 Automated Assembly
Although the bulk of sock-
ets, DIPS, may be automatically loaded with stick loaders,
the balance do not lend themselves to automation. High
board frequency and quantity sockets may be loaded by
pick and place type equipment; however, operation cost
must be closely assessed for value.
16.7 Handling and Storage
The handling and storage of
component sockets should be in accordance with the guide-
lines of Section
26.
16.8 Soldering
Due to the terminakontact configura-
tion, sockets have a tendency to sink more heat than other
components. As a consequence, they will require a slightly
longer dwell time and will draw more once started. Due to
inability to adequately clean terminal area, the user/
manufacturer may restrict the use of activized fluxes. In
wave soldering through-hole mounted sockets, the socket
must be mounted on the component side of the printed cir-
cuit board or carrier. Care must be taken to ensure that flux
or solder does not wick up into the receptacle area of the
socket.
Soldering techniques are outlined in Section
27.
16.9 Cleaning
Special care and attention must be given
to avoid entrapment of particulates in the socket contact
cavity which is difficult to flush. Particulates may not only
leach corrosive products, but may also hinder contact
spring actions and defeat the socket.
Sockets rarely, if ever, require aggressive cleaners or
techniques.
Non-normal cleaners and reagents should be cleared for
use with the supplier
so
that contact plating or insulators
are not affected by the process.
Cleaning agents used after soldering should not have any
harmful effects upon the socket housing material. Check
with the socket manufacturer to verify the compatibility of
any cleaning agent with the socket housing material. Any
residue left on the contact surfaces must be removed.
Ideally, sockets should be provided with standoffs and
should not have blind holes, to permit cleaning agent to
pass between the socket and printed board. Cleaning is
more thoroughly covered in Section
28.
16.1
O
Coating
Care must be exercised to prevent coating
from getting on the contact surfaces. Wicking can present
a problem, and it may be necessary to seal around the
socket with tapes or fixtures to prevent it.
17.0 INTERCONNECT COMPONENTS
This section covers those devices used for providing per-
manent connections from one point to another and includes
terminals, pins, jumpers, bus wire, bus bars, stranded and
solid wire, and test points. For further information, see
IPC-PD-335.
17.1 Part Type Description
17.1.1 Terminals
Terminals is a name applied to a broad
range of devices used in or on a printed board. These
devices are usually chosen for their optimum electrical val-
ues or physical characteristics via systems testing; for
quick repair or replacement of compatible components or
devices; for their ability to be automatically inserted; to
connect printed boards to each other; or to connect the
printed wiring to other parts of the system external to the
4-15
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
printed boards. To provide mechanical strength to the ter- minal serves as the feed through device through the glass
minal and the resultant connection, most terminals are seal. See Figure
17-3.
designed for through-the-board mounting, either with
crimping, rolling, or flaring on the back side of the board,
or by an interference fit or “press fit” into the board.
Solder-only mounting may be used when the terminals are
only used as test points.
D.
Cup Terminals
cup terminals are not normally
attached to printed boards, but are often used as part of a
connection technique which does interface with a printed
board. Cup terminals are designed for either soldering (see
Figure
17-4)
or crimping (see Figure
17-5).
Terminals can be generally categorized as follows:
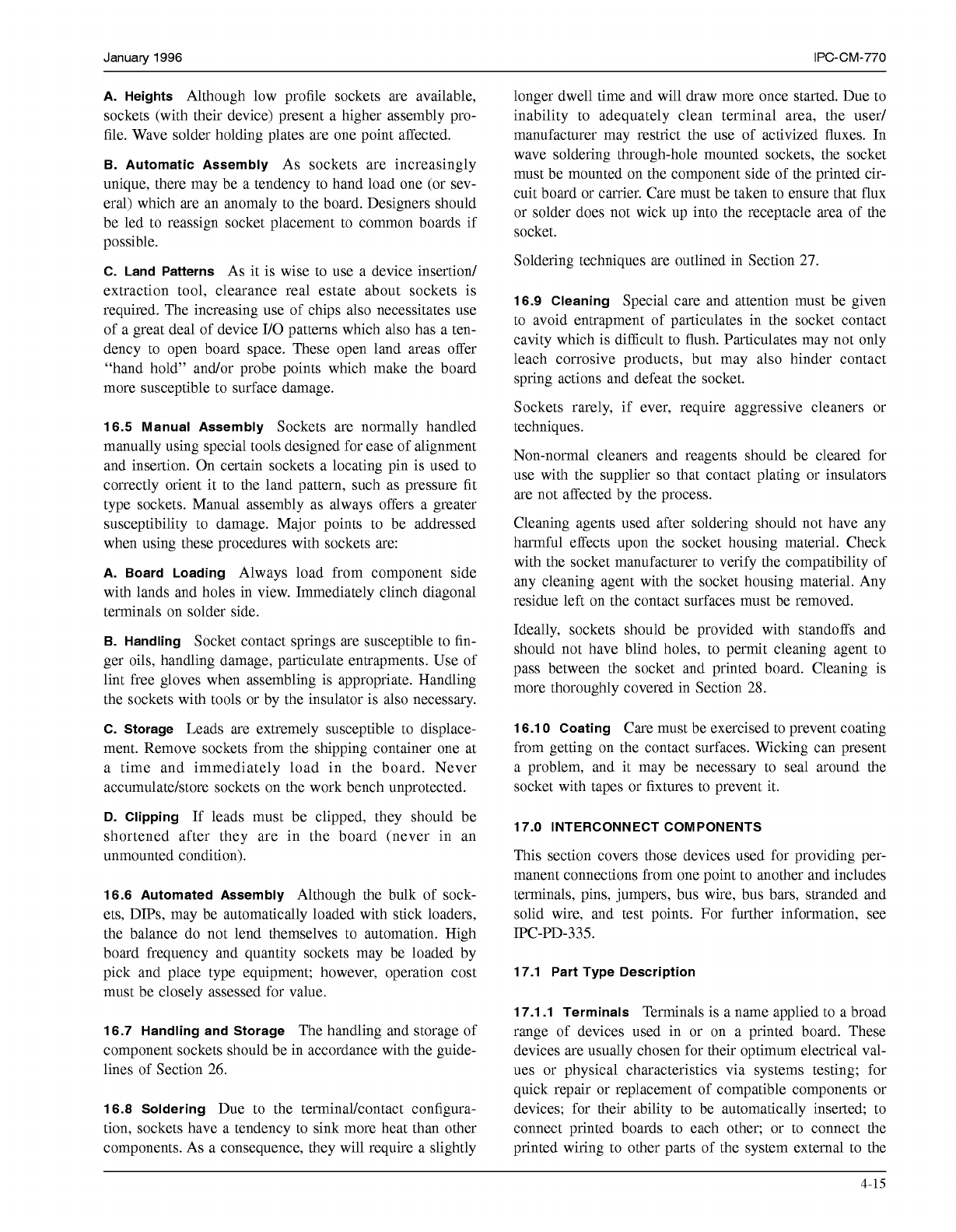
A.
Turret Terminals
This type of terminal has guide slots
to assist in retaining the attaching wires, and is available
with mounting bases designed for funnel flange or roll
flange retention, or for press-fit installation. See Figure
17.1.2 Solderless (Wire) Wrap PinslPosts
Pins are
available in single and double ended types, with and with-
out solder carrying characteristics; single pin end with a
socket on the other end, with and without self solder carry-
ing characteristics; rectangular and square varieties. Vari-
17-1.
I
guide
slot
dase
clearance
IPC-I-O0251
Figure 17-1 Typical Turret Terminals
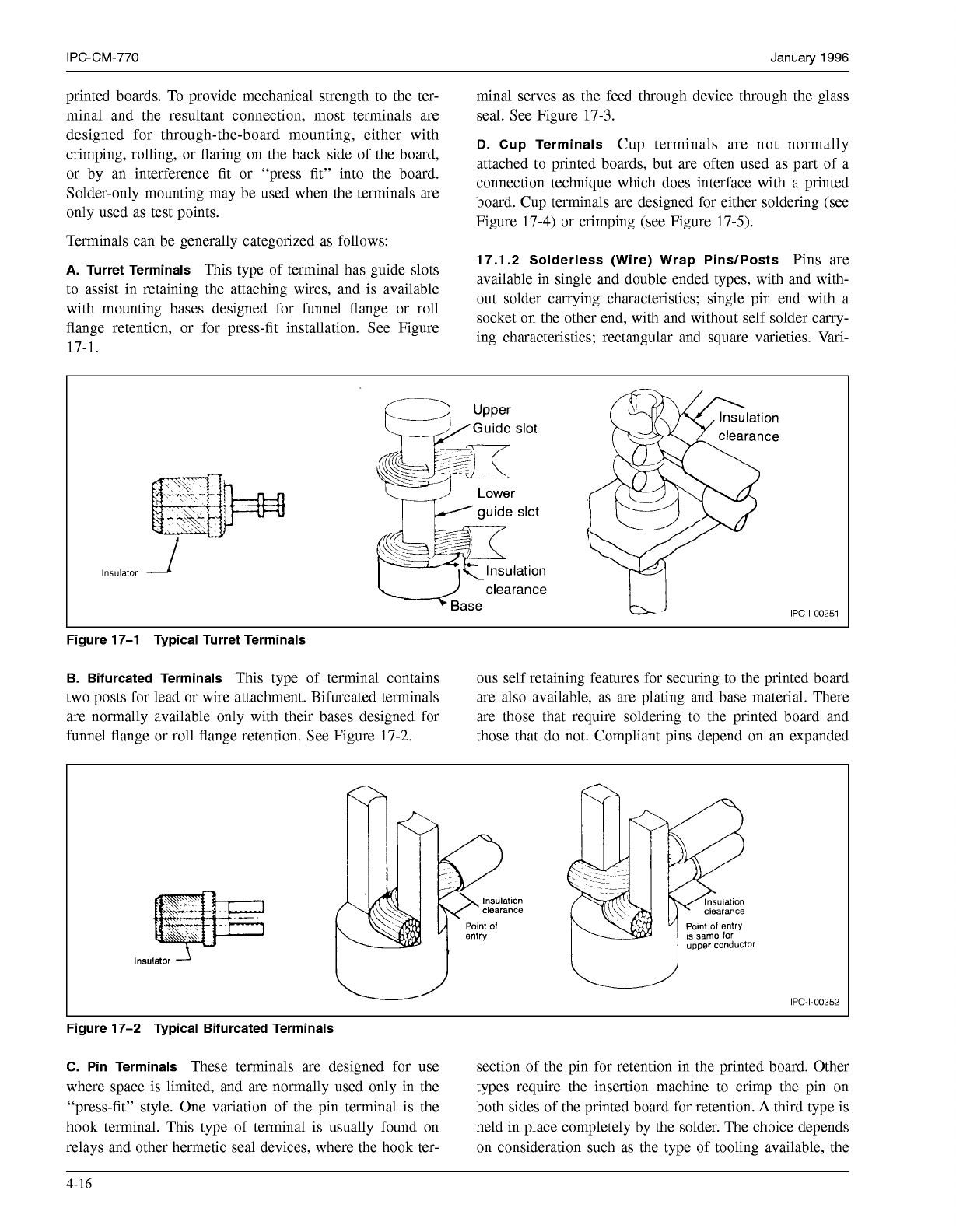
B. Bifurcated Terminals
This type of terminal contains ous self retaining features for securing to the printed board
two posts for lead or wire attachment. Bifurcated terminals are also available, as are plating and base material. There
are normally available only with their bases designed for are those that require soldering to the printed board and
funnel flange or roll flange retention. See Figure
17-2.
those that do not. Compliant pins depend on an expanded
lnsulatlon
clearance
Polnt
o1
entry
IS
same for
upper conductor
IPC-I-O0252
Figure 17-2 Typical Bifurcated Terminals
C. Pin Terminals
These terminals are designed for use section of the pin for retention in the printed board. Other
where space is limited, and are normally used only in the types require the insertion machine to crimp the pin on
“press-fit’’ style. One variation of the pin terminal is the both sides of the printed board for retention.
A
third type is
hook terminal. This type of terminal is usually found on held in place completely by the solder. The choice depends
relays and other hermetic seal devices, where the hook ter- on consideration such as the type of tooling available, the
4-16
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
IPC-1-00253
Figure 17-3 Typical Pin Terminals
board hole tolerance, and the number of pins to be inserted.
In general, the hole and plating tolerances for compliant
pins are wider than for non-compliant pins. Most all thick-
nesses of printed boards can be accommodated. Typical
mating interface), four sharp edges (for solderless wrap-
ping), and a uniform cross section. The finished loose pins
are usually put on a continuous secondary carrier to facili-
tate machine insertion and handling. See Figure 17-6. This
carrier strip is normally an expendable item and is not used
as part of the final product. There are other square pin sizes
manufactured with drawn wire as well as rectangular ver-
sions. These pins are designed to be used with mating con-
nectors as well as solderless wrapping.
B.
Stamped PinslPosts Square and Rectangular
These
pins, in 0.64 mm square as well as other square and rect-
angular sizes are manufactured from flat stock in a continu-
ous strip (see Figure 17-7).
The connection of stamped pins is designed to be near or
in the area of the minted board. where raw comnleted
pins are described as follows:
-Insulation
'
clearance
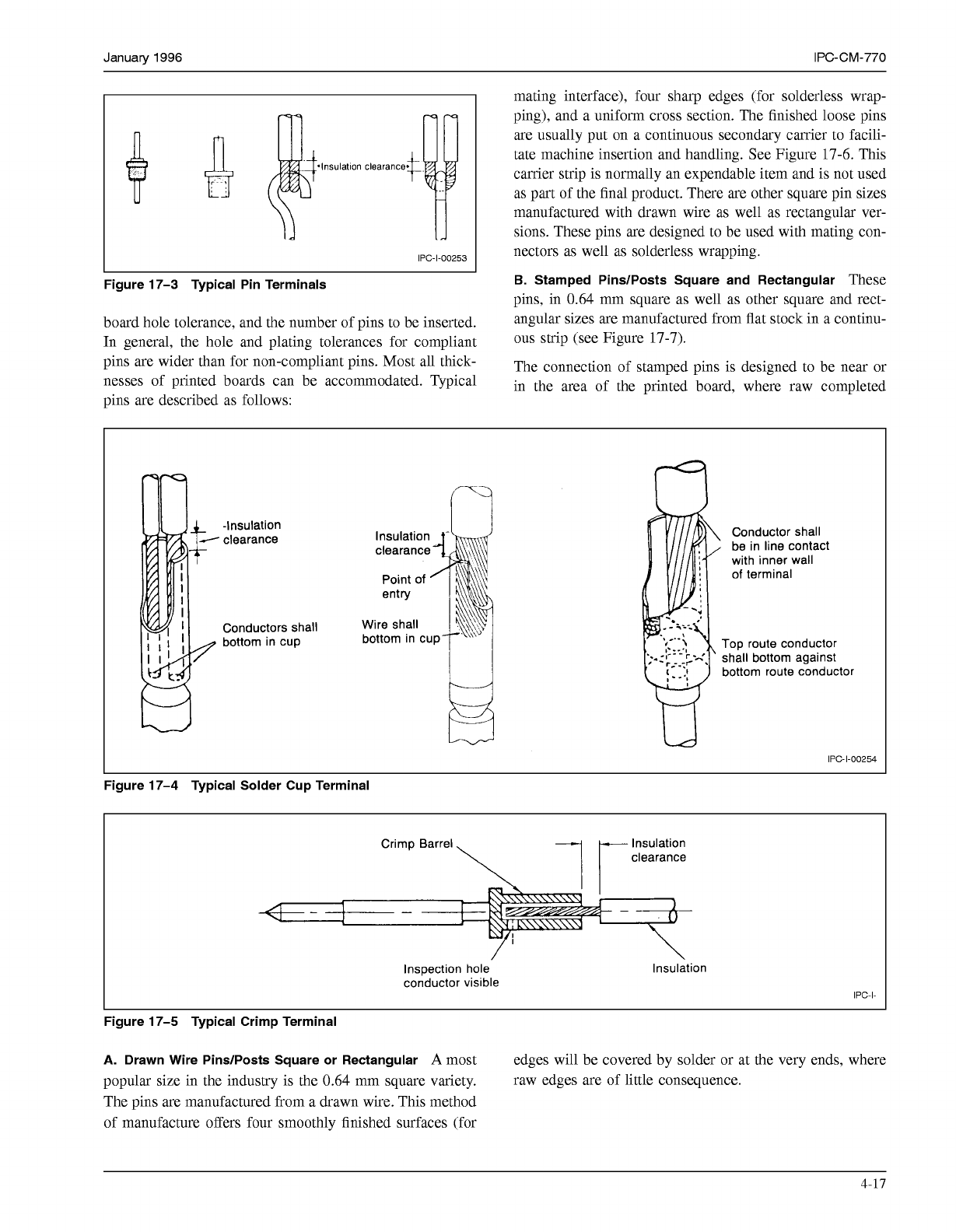
Conductors shall
bottom in cup
Conductor shall
be in line contact
with inner wall
of
terminal
Top route conductor
shall bottom against
bottom route conductor
L
IPC-1-00254
Figure 17-4 Typical Solder Cup Terminal
Insulation
clearance
Inspection hole
conductor visible
Insulation
IPC-I-
Figure 17-5 Typical Crimp Terminal
A.
Drawn Wire PinslPosts Square or Rectangular
A
most edges will be covered by solder or at the very ends, where
popular size in the industry is the 0.64 mm square variety. raw edges are of little consequence.
The pins are manufactured from a drawn wire. This method
of manufacture offers four smoothly finished surfaces (for
4-17
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services