IPC-CM-770D-1996 - 第91页
January 1996 IPC-CM-770 wrap. The maximum wire wrap should not overlap (see Figure 17-21). I I W Hook-up Figure 17-20 Double-ended Terminal (a) Mlnlmum Wrap I Blfurcated (SPllt) lug Turret lug I (b) Maxlmum Wrap Hook lug…
IPC-CM-770
Januaty
1996
I
IPC-1-00268
I
Figure 17-1
6
Terminal Installation, Single-Sided Board,
Soldered on Flared Flange Side
IPC-1-00269
I
L
Figure 17-17 Installation of Terminal in Plated-through
Hole
r-""
30"160"
swaging
tool
r--
-
"1
I
\
\"",I
on swagmg
tool
Grind or.mlll flats
I
Plated-thru
hole
IPC-I-O0270
L
Figure 17-1
8
Elliptical Swaging
B. Pins
Pins should be soldered in plated-through-holes,
and the standard requirements for minimum annular ring
(0.13
mm minimum) apply.
C. Wires
Wires, when soldered to printed boards, utilize
the same land configurations as through-the-board mounted
components.
D. Bus Bars
Bus bars utilize the same land configurations
as through-the-board mounted components.
E. Test Points
Test points utilize the same land configu-
ration as through-the-board mounted components.
17.2.3 Lead Configuration After Assembly
17.2.3.1 Soldered Assemblies
A. Placement of Heat Sensitive Components
Where a
number of different types of components are mounted on a
turret terminal, the most heat sensitive components should
be placed at the top (see Figure 17-19). The sequence of
installation from top to bottom should be as follows:
Semiconductors and diodes
Resistors
Relays
Capacitors
Coils
Hookup wires
Jumpers
B. Component Lead and Wire Attachment to Terminals
There should be no more than the three leads or wires
attached to a terminal, lug or any section of a multisection
turret terminal. However, each lead or wire must be in inti-
mate contact with the terminal and they should be
mechanically secure prior to soldering (see Figure 17-19).
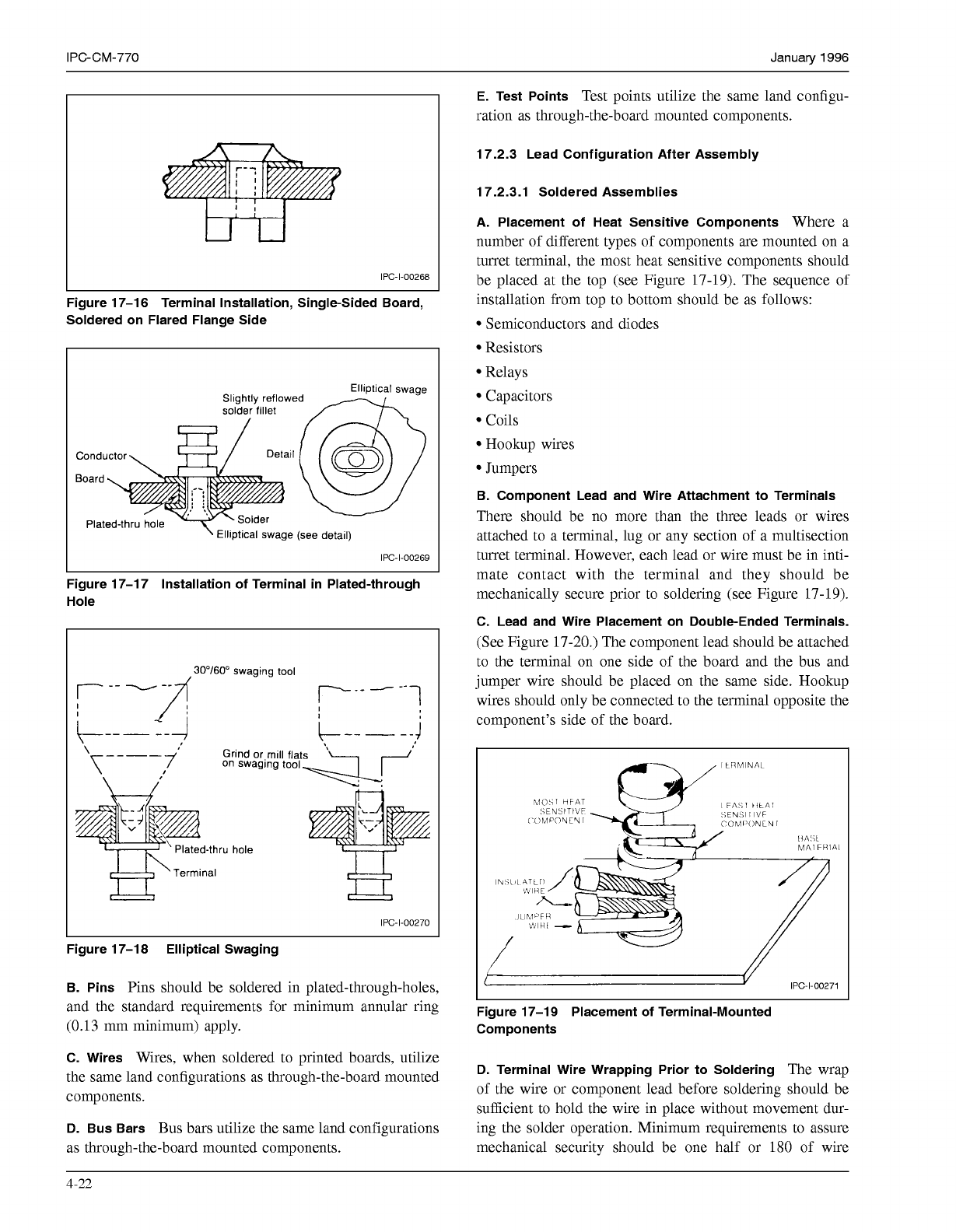
C. Lead and Wire Placement on Double-Ended Terminals.
(See Figure 17-20.) The component lead should be attached
to the terminal on one side of the board and the bus and
jumper wire should be placed on the same side. Hookup
wires should only be connected to the terminal opposite the
component's side of the board.
V
IPC-I-O0271
Figure 17-19 Placement of Terminal-Mounted
Components
D. Terminal Wire Wrapping Prior to Soldering
The wrap
of the wire or component lead before soldering should be
sufficient to hold the wire in place without movement dur-
ing the solder operation. Minimum requirements to assure
mechanical security should be one half or
180
of wire
4-22
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
wrap. The maximum wire wrap should not overlap (see
Figure 17-21).
I I
W
Hook-up
Figure 17-20 Double-ended Terminal
(a)
Mlnlmum
Wrap
I
Blfurcated
(SPllt)
lug
Turret
lug
I
(b)
Maxlmum Wrap
Hook
lug
\
IPC
-1-00095
L
Figure 17-21 Terminal Wrap Prior to Soldering
E.
Jumper Wires
Component leads should not be used for
the purpose of jumper wires, bus wires or for interfacial
connections on printed boards. Jumper wires should be as
direct and as short as possible, without being taut, and
should not be routed over or under other components.
Where continuity between the two sides of a printed board
is desired, a short piece of unsleeved bus wire is used
either in a “C” or “Z” shape to conform to pattern
restrictions.
F. Point to Point Connections
The following rules should
be adhered to in selecting point to point jumper wires.
Bus wire over
1
inch long should be sleeved, and secured
to the board at one- inch intervals.
Bus wire crossing conductors should be sleeved.
Bend radii will conform to normal component bend
requirements.
The shortest route will be used unless design consider-
ations dictate otherwise.
Sleeving will be of sufficient length that slippage to either
end will not result in a gap between the insulation and
solder joint or bend of more than 3.2 mm. Sleeving
should not show damage caused by the soldering opera-
tion. (See Figure 17-22.)
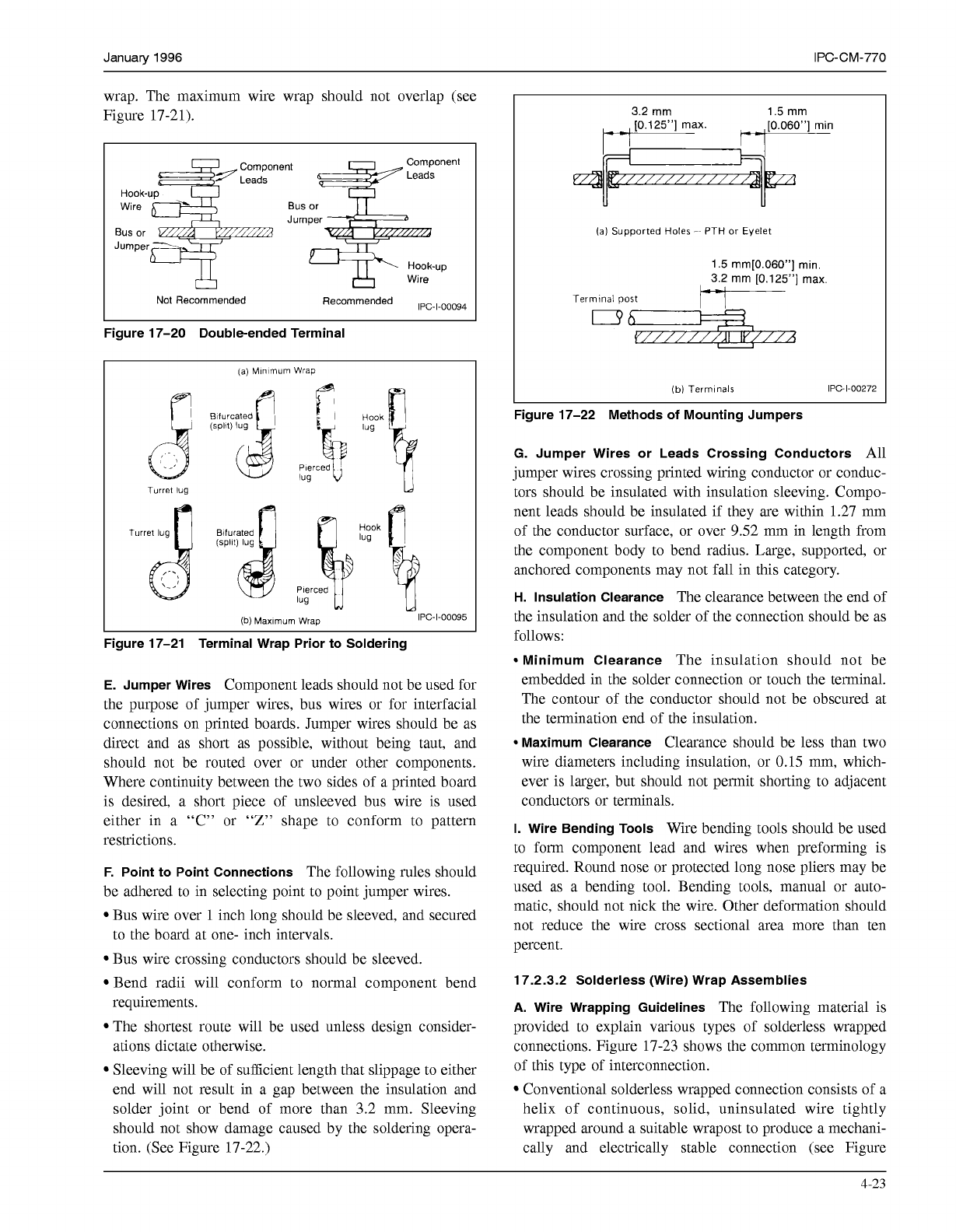
3.2 mm 1.5 mm
-
,
[0.125”] max.
,
[0.060”] min
-
-
(al
Supported
Holes
-~
PTH
or
Eyelet
1.5 mm[0.060”] min.
r3i; mm [0.125”] max
Terrnlnal
post
i-
v///////a///A
(b)
Termlnals
IPC-1-00272
Figure 17-22 Methods
of
Mounting Jumpers
G. Jumper Wires or Leads Crossing Conductors
All
jumper wires crossing printed wiring conductor or conduc-
tors should be insulated with insulation sleeving. Compo-
nent leads should be insulated if they are within 1.27 mm
of the conductor surface, or over 9.52 mm in length from
the component body to bend radius. Large, supported, or
anchored components may not fall in this category.
H.
Insulation Clearance
The clearance between the end of
the insulation and the solder of the connection should be as
follows:
Minimum Clearance
The insulation should not be
embedded in the solder connection or touch the terminal.
The contour of the conductor should not be obscured at
the termination end of the insulation.
Maximum Clearance
Clearance should be less than two
wire diameters including insulation, or
0.15
mm, which-
ever is larger, but should not permit shorting to adjacent
conductors or terminals.
1.
Wire Bending Tools
Wire bending tools should be used
to form component lead and wires when preforming is
required. Round nose or protected long nose pliers may be
used as a bending tool. Bending tools, manual or auto-
matic, should not nick the wire. Other deformation should
not reduce the wire cross sectional area more than ten
percent.
17.2.3.2 Solderless (Wire) Wrap Assemblies
A. Wire Wrapping Guidelines
The following material is
provided to explain various types of solderless wrapped
connections. Figure 17-23 shows the common terminology
of this type of interconnection.
Conventional solderless wrapped connection consists of a
helix of continuous, solid, uninsulated wire tightly
wrapped around a suitable wrapost to produce a mechani-
cally and electrically stable connection (see Figure
4-23
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770 Januaty 1996
17-24). The number of turns required will depend on the
gauge of the wire used.
Wrapost
Apex
Wrapost
2
3
Level
Wrapper Turn
Insulated Wire
2
2
Level
-
2
1
Level
IPC-1-00273
Figure 17-23 “Wrapping Terminology”
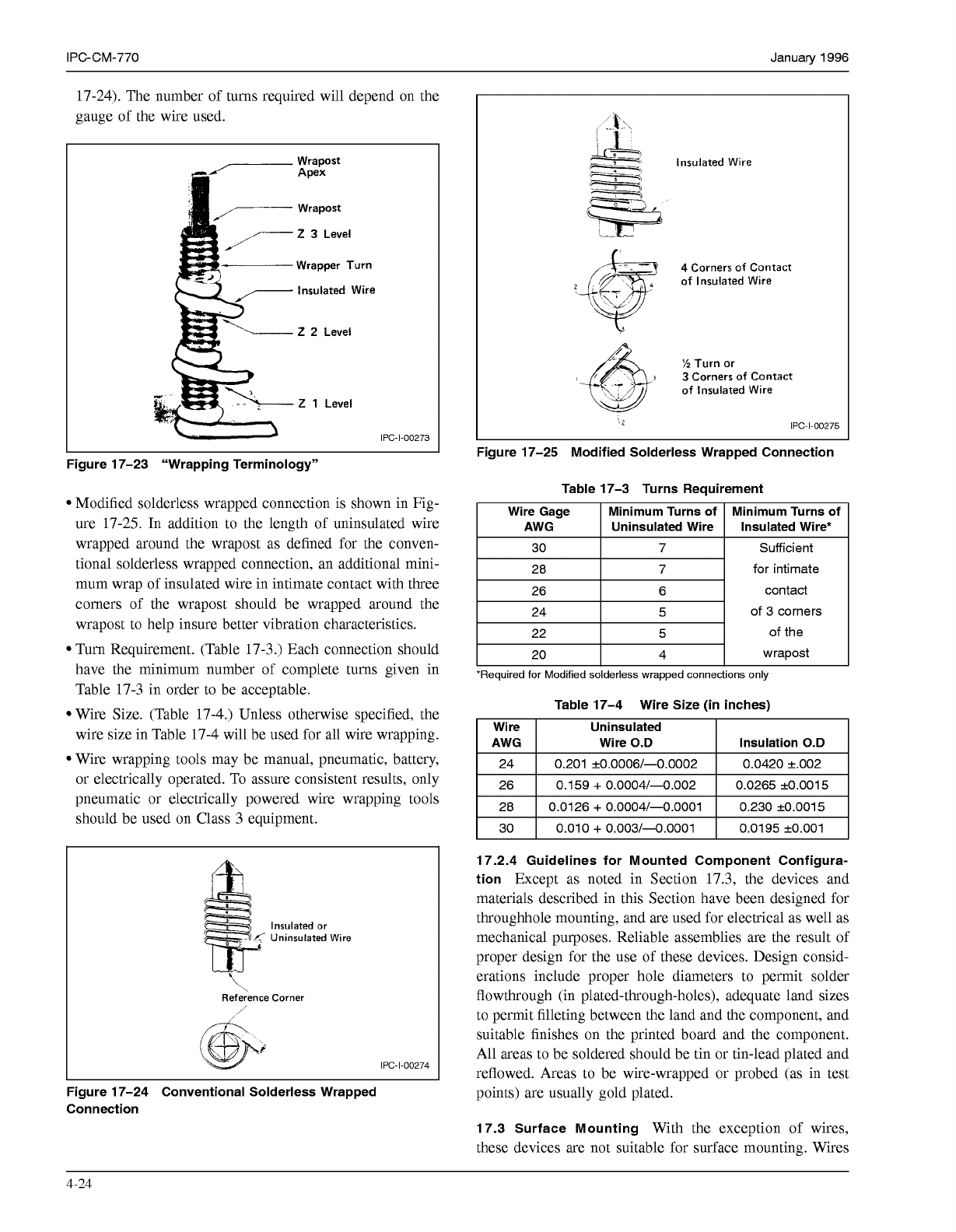
Modified solderless wrapped connection is shown in Fig-
ure 17-25. In addition to the length of uninsulated wire
wrapped around the wrapost as defined for the conven-
tional solderless wrapped connection, an additional mini-
mum wrap of insulated wire in intimate contact with three
comers of the wrapost should be wrapped around the
wrapost to help insure better vibration characteristics.
Turn Requirement. (Table 17-3.) Each connection should
have the minimum number of complete turns given in
Table 17-3 in order to be acceptable.
Wire Size. (Table 17-4.) Unless otherwise specified, the
wire size in Table 17-4 will be used for all wire wrapping.
Wire wrapping tools may be manual, pneumatic, battery,
or electrically operated. To assure consistent results, only
pneumatic or electrically powered wire wrapping tools
should be used on Class 3 equipment.
Insulated or
Uninsulated Wire
Reference Corner
I
IPC-1-00274
L
Figure 17-24 Conventional Solderless Wrapped
Connection
Insulated Wire
I’
4
Corners
of
Contact
of
Insulated Wire
t
”2
Turn or
3
3
Corners
of
Contact
of
Insulated Wire
(2
IPC-1-00275
Figure 17-25 Modified Solderless Wrapped Connection
Table 17-3 Turns Requirement
Wire Gage
Insulated Wire* Uninsulated Wire AWG
Minimum Turns
of
Minimum Turns
of
I
30
I
7
I
28
6 26
7
I
24
I
5
I
I
22
I
5
I
I
20
I
4
I
Sufficient
for intimate
contact
of 3 corners
of the
wrapost
*Required for Modified solderless wrapped connections only
Table 17-4 Wire Size (in inches)
Wi re Uninsulated
AWG Wire
0.D
0.0420 +.O02 0.201 +0.0006/-0.0002 24
Insulation
0.D
0.0265 +0.0015 0.159
+
0.0004/-0.002 26
I
28
I
0.0126
+
0.0004/-0.0001
I
0.230 +0.0015
I
I
30
I
0.010
+
0.003/-0.0001
I
0.0195 +0.001
I
17.2.4 Guidelines for Mounted Component Configura-
tion
Except as noted in Section 17.3, the devices and
materials described in this Section have been designed for
throughhole mounting, and are used for electrical as well as
mechanical purposes. Reliable assemblies are the result of
proper design for the use of these devices. Design consid-
erations include proper hole diameters to permit solder
flowthrough (in plated-through-holes), adequate land sizes
to permit filleting between the land and the component, and
suitable finishes on the printed board and the component.
All areas to be soldered should be tin or tin-lead plated and
reflowed. Areas to be wire-wrapped or probed (as in test
points) are usually gold plated.
17.3 Surface Mounting
With the exception of wires,
these devices are not suitable for surface mounting. Wires
4-24
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services