IPC-CM-770D-1996 - 第96页
IPC-CM-770 Januaty 1996 component replacement may be secured with permanent type fasteners such as rivets or eyelets. D. The use of twist type lugs, ears, or clips with glass envelope components, should be avoided. 18.1 …
January
1996
IPC-CM-770
@@O00
O
O0
o
O0
O
O
IPC-1-00278
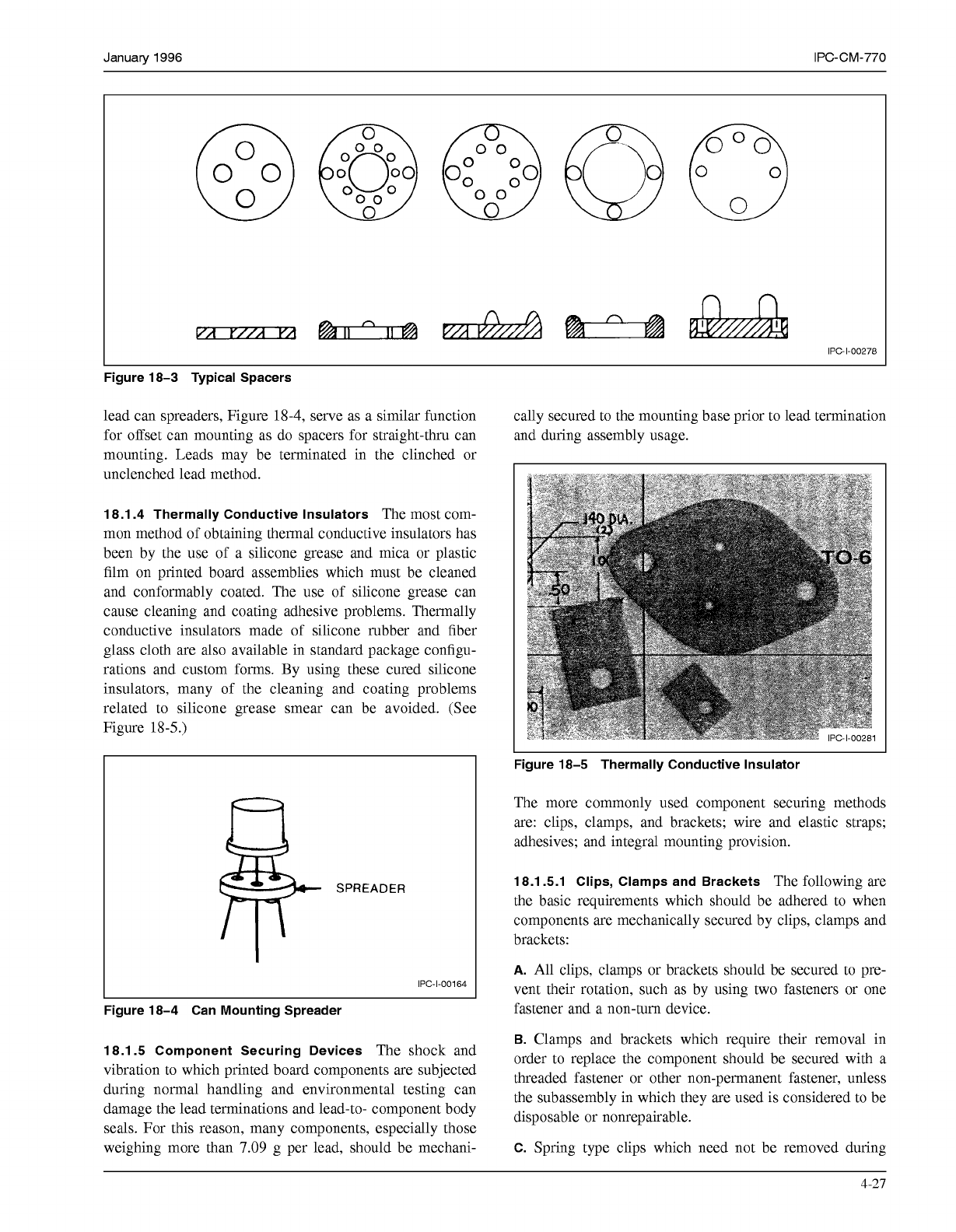
Figure 18-3 Typical Spacers
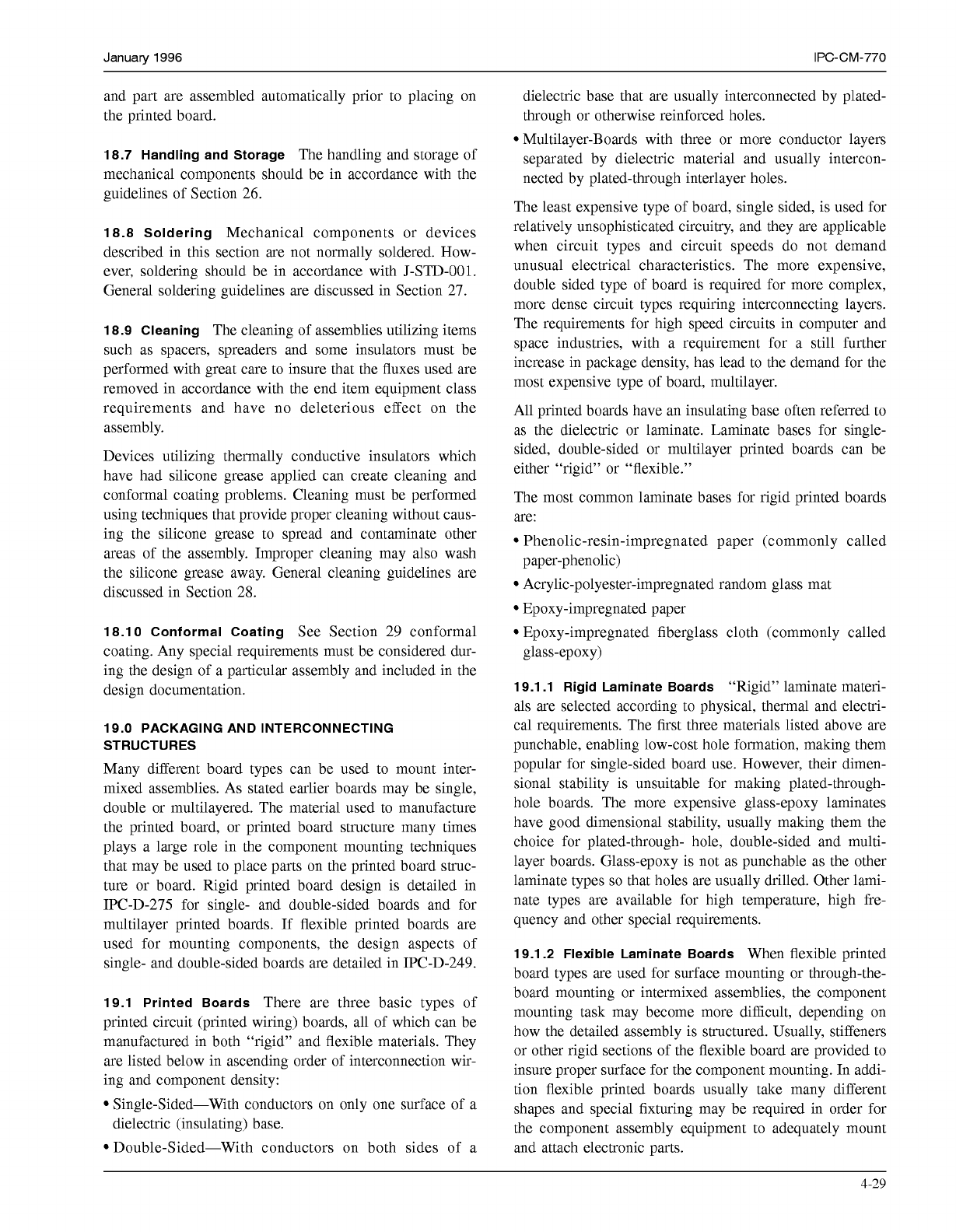
lead can spreaders, Figure
18-4,
serve as a similar function
for offset can mounting as do spacers for straight-thru can
mounting. Leads may be terminated in the clinched or
unclenched lead method.
cally secured to the mounting base prior to lead termination
and during assembly usage.
I
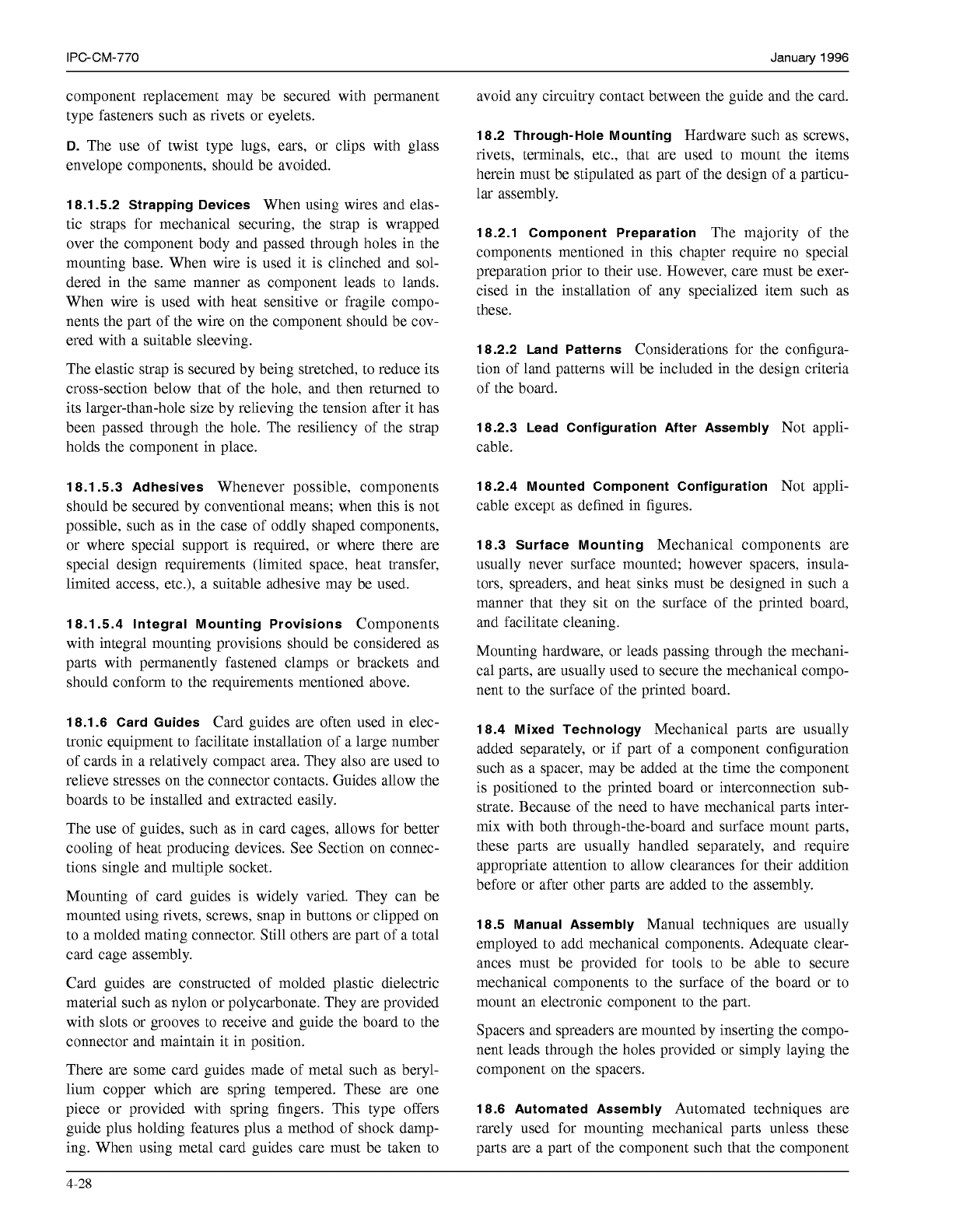
18.1.4 Thermally Conductive Insulators
The most com-
mon method of obtaining thermal conductive insulators has
been by the use of a silicone grease and mica or plastic
film on printed board assemblies which must be cleaned
and conformably coated. The use of silicone grease can
cause cleaning and coating adhesive problems. Thermally
conductive insulators made of silicone rubber and fiber
glass cloth are also available in standard package configu-
rations and custom forms. By using these cured silicone
insulators, many of the cleaning and coating problems
related to silicone grease smear can be avoided. (See
Figure
18
-5
.)
Figure 18-5 Thermally Conductive Insulator
SPREADER
IPC-1-00164
I
L
Figure 18-4 Can Mounting Spreader
18.1.5 Component Securing Devices
The shock and
vibration to which printed board components are subjected
during normal handling and environmental testing can
damage the lead terminations and lead-to- component body
seals. For this reason, many components, especially those
weighing more than
7.09
g per lead, should be mechani-
The more commonly used component securing methods
are: clips, clamps, and brackets; wire and elastic straps;
adhesives; and integral mounting provision.
18.1 5.1 Clips, Clamps and Brackets
The following are
the basic requirements which should be adhered to when
components are mechanically secured by clips, clamps and
brackets:
A.
All clips, clamps or brackets should be secured to pre-
vent their rotation, such as by using two fasteners or one
fastener and a non-turn device.
B.
Clamps and brackets which require their removal in
order to replace the component should be secured with a
threaded fastener or other non-permanent fastener, unless
the subassembly in which they are used is considered to be
disposable or nonrepairable.
C.
Spring type clips which need not be removed during
4-21
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
component replacement may be secured with permanent
type fasteners such as rivets or eyelets.
D.
The use of twist type lugs, ears, or clips with glass
envelope components, should be avoided.
18.1 5.2 Strapping Devices
When using wires and elas-
tic straps for mechanical securing, the strap is wrapped
over the component body and passed through holes in the
mounting base. When wire is used it is clinched and sol-
dered in the same manner as component leads to lands.
When wire is used with heat sensitive or fragile compo-
nents the part of the wire on the component should be cov-
ered with a suitable sleeving.
The elastic strap is secured by being stretched, to reduce its
cross-section below that of the hole, and then returned to
its larger-than-hole size by relieving the tension after it has
been passed through the hole. The resiliency of the strap
holds the component in place.
18.1 5.3 Adhesives
Whenever possible, components
should be secured by conventional means; when this is not
possible, such as in the case of oddly shaped components,
or where special support is required, or where there are
special design requirements (limited space, heat transfer,
limited access, etc.), a suitable adhesive may be used.
18.1.5.4 Integral Mounting Provisions
Components
with integral mounting provisions should be considered as
parts with permanently fastened clamps or brackets and
should conform to the requirements mentioned above.
18.1.6 Card Guides
Card guides are often used in elec-
tronic equipment to facilitate installation of a large number
of cards in a relatively compact area. They also are used to
relieve stresses on the connector contacts. Guides allow the
boards to be installed and extracted easily.
The use of guides, such as in card cages, allows for better
cooling of heat producing devices. See Section on connec-
tions single and multiple socket.
Mounting of card guides is widely varied. They can be
mounted using rivets, screws, snap in buttons or clipped on
to a molded mating connector. Still others are part of a total
card cage assembly.
Card guides are constructed of molded plastic dielectric
material such as nylon or polycarbonate. They are provided
with slots or grooves to receive and guide the board to the
connector and maintain it in position.
There are some card guides made of metal such as beryl-
lium copper which are spring tempered. These are one
piece or provided with spring fingers. This type offers
guide plus holding features plus a method of shock damp-
ing. When using metal card guides care must be taken to
avoid any circuitry contact between the guide and the card.
18.2 Through-Hole Mounting
Hardware such as screws,
rivets, terminals, etc., that are used to mount the items
herein must be stipulated as part of the design of a particu-
lar assembly.
18.2.1 Component Preparation
The majority of the
components mentioned in this chapter require no special
preparation prior to their use. However, care must be exer-
cised in the installation of any specialized item such as
these.
18.2.2 Land Patterns
Considerations for the configura-
tion of land patterns will be included in the design criteria
of the board.
18.2.3 Lead Configuration After Assembly
Not appli-
cable.
18.2.4 Mounted Component Configuration
Not appli-
cable except as defined in figures.
18.3 Surface Mounting
Mechanical components are
usually never surface mounted; however spacers, insula-
tors, spreaders, and heat sinks must be designed in such a
manner that they sit on the surface of the printed board,
and facilitate cleaning.
Mounting hardware, or leads passing through the mechani-
cal parts, are usually used to secure the mechanical compo-
nent to the surface of the printed board.
18.4 Mixed Technology
Mechanical parts are usually
added separately, or if part of a component configuration
such as a spacer, may be added at the time the component
is positioned to the printed board or interconnection sub-
strate. Because of the need to have mechanical parts inter-
mix with both through-the-board and surface mount parts,
these parts are usually handled separately, and require
appropriate attention to allow clearances for their addition
before or after other parts are added to the assembly.
18.5 Manual Assembly
Manual techniques are usually
employed to add mechanical components. Adequate clear-
ances must be provided for tools to be able to secure
mechanical components to the surface of the board or to
mount an electronic component to the part.
Spacers and spreaders are mounted by inserting the compo-
nent leads through the holes provided or simply laying the
component on the spacers.
18.6 Automated Assembly
Automated techniques are
rarely used for mounting mechanical parts unless these
parts are a part of the component such that the component
4-28
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
and part are assembled automatically prior to placing on
the printed board.
18.7 Handling and Storage
The handling and storage of
mechanical components should be in accordance with the
guidelines of Section 26.
18.8 Soldering
Mechanical components or devices
described in this section are not normally soldered. How-
ever, soldering should be in accordance with
J-STD-001.
General soldering guidelines are discussed in Section 27.
18.9 Cleaning
The cleaning of assemblies utilizing items
such as spacers, spreaders and some insulators must be
performed with great care to insure that the fluxes used are
removed in accordance with the end item equipment class
requirements and have no deleterious effect on the
assembly.
Devices utilizing thermally conductive insulators which
have had silicone grease applied can create cleaning and
conformal coating problems. Cleaning must be performed
using techniques that provide proper cleaning without caus-
ing the silicone grease to spread and contaminate other
areas of the assembly. Improper cleaning may also wash
the silicone grease away. General cleaning guidelines are
discussed in Section 28.
18.1
O
Conformal Coating
See Section 29 conformal
coating. Any special requirements must be considered dur-
ing the design of a particular assembly and included in the
design documentation.
19.0 PACKAGING AND INTERCONNECTING
STRUCTURES
Many different board types can be used to mount inter-
mixed assemblies. As stated earlier boards may be single,
double or multilayered. The material used to manufacture
the printed board, or printed board structure many times
plays a large role in the component mounting techniques
that may be used to place parts on the printed board struc-
ture or board. Rigid printed board design is detailed in
IPC-D-275 for single- and double-sided boards and for
multilayer printed boards.
If
flexible printed boards are
used for mounting components, the design aspects of
single- and double-sided boards are detailed in IPC-D-249.
19.1 Printed Boards
There are three basic types of
printed circuit (printed wiring) boards, all of which can be
manufactured in both “rigid” and flexible materials. They
are listed below in ascending order of interconnection wir-
ing and component density:
Single-Sided-With conductors on only one surface of a
dielectric (insulating) base.
Double-Sided-With conductors on both sides of a
dielectric base that are usually interconnected by plated-
through or otherwise reinforced holes.
Multilayer-Boards with three or more conductor layers
separated by dielectric material and usually intercon-
nected by plated-through interlayer holes.
The least expensive type of board, single sided, is used for
relatively unsophisticated circuitry, and they are applicable
when circuit types and circuit speeds do not demand
unusual electrical characteristics. The more expensive,
double sided type of board is required for more complex,
more dense circuit types requiring interconnecting layers.
The requirements for high speed circuits in computer and
space industries, with a requirement for a still further
increase in package density, has lead to the demand for the
most expensive type of board, multilayer.
All printed boards have an insulating base often referred to
as the dielectric or laminate. Laminate bases for single-
sided, double-sided or multilayer printed boards can be
either “rigid” or “flexible.”
The most common laminate bases for rigid printed boards
are:
Phenolic-resin-impregnated paper (commonly called
paper-phenolic)
Acrylic-polyester-impregnated random glass mat
Epoxy-impregnated paper
Epoxy-impregnated fiberglass cloth (commonly called
glass-epoxy)
19.1.1 Rigid Laminate Boards
“Rigid” laminate materi-
als are selected according to physical, thermal and electri-
cal requirements. The first three materials listed above are
punchable, enabling low-cost hole formation, making them
popular for single-sided board use. However, their dimen-
sional stability is unsuitable for making plated-through-
hole boards. The more expensive glass-epoxy laminates
have good dimensional stability, usually making them the
choice for plated-through- hole, double-sided and multi-
layer boards. Glass-epoxy is not as punchable as the other
laminate types
so
that holes are usually drilled. Other lami-
nate types are available for high temperature, high fre-
quency and other special requirements.
19.1.2 Flexible Laminate Boards
When flexible printed
board types are used for surface mounting or through-the-
board mounting or intermixed assemblies, the component
mounting task may become more difficult, depending on
how the detailed assembly is structured. Usually, stiffeners
or other rigid sections of the flexible board are provided to
insure proper surface for the component mounting. In addi-
tion flexible printed boards usually take many different
shapes and special fixturing may be required in order for
the component assembly equipment to adequately mount
and attach electronic parts.
4-29
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services