FX-2_QA表.pdf - 第86页
QA表 NO. 36 (1/2) NO. 36 (2/2) 机种 进行输入缓冲的检测气缸速度调整。 1.减压阀调整到 0.15MPa 。(一边气缸 ON/OFF ,一边进行调整) 2.速度控制器从全闭回旋1圈半。 1.线路板传送时间的优化。 2.防止被线路板夹住时对线路板的损伤。 CDE 1.速度调整过早:在连杆还未转送完之前,碰到线路板。 CDE 速度调整过晚:产生传送超时的错误。 CDE 2.减压阀的压力过低:产生连杆的动作不良。 …
QA表 NO. 35 (1/2) NO. 35 (2/2)
机种
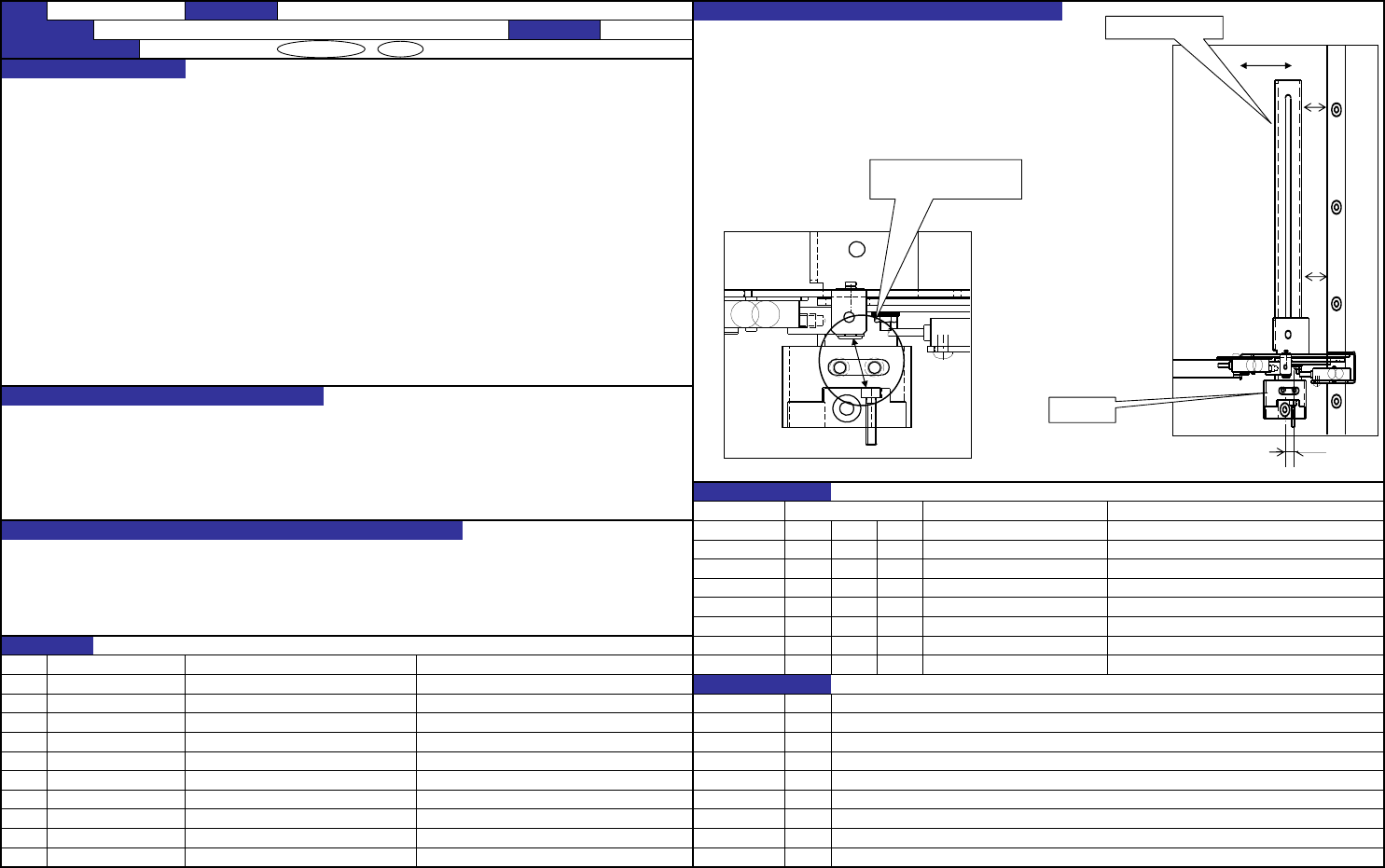
1.在基准销有效的状态下,以手动方式使止动装置ON。
事先避开止动装置的外侧。
2.以手动的方式搬入线路板。用眼睛观察的方式对准基准销孔。
1.销在基准时,线路板的基准销孔与线路板的边缘位置相吻合。 3.按照步骤上升支撑台,到销比线路板基准孔高的位置停止。
调整位置:A尺寸(标准5mm) 4.在这种状态下,移动止动装置支撑台,并在线路板端面与芯片
因线路板而异。 接触位置处连接。
2.B的尺寸,在项目1调整时一致调整。 5.降下支撑台。
3.最小线路板传送的时候,调整图示的销,使之与导向块连接螺钉头不要碰到。
1.通过线路板的基准销孔与基准销位置,止动装置位置相吻合,来决定线路板的位置。
2.止动装置的Y方向位置调整的时候,固定止动装置X方向位置。
3.止动装置的稳定运行。
CDE
1.线路板的停止位置与基准销偏离,基准销不能插入。
CDE
2.止动装置在调整Y方向位置的时候,止动装置的X方向位置也发生改变。
CDE
3.止动装置运行不良。
CDE
CDE
CDE
CDE
NO. CDE
①
② NO.
③ J4T110
④
⑤
⑥
⑦
⑧
⑨
⑩
7-35
FX-2 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称 编制日期 2003/9/1
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
止动装置位置调整
质量特性(规格调整值)
功能的作用(规格调整值的意义)
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
对象零件
变更纪录
货号 品名 相关质量特性
内容
2003/9/1 新增
日期
如果过于接近,销的顶端
与螺钉头部相互干扰
A(標準
5)
B
B
紧固螺栓
止动装置支撑台
A(标准5mm)
QA表 NO. 36 (1/2) NO. 36 (2/2)
机种
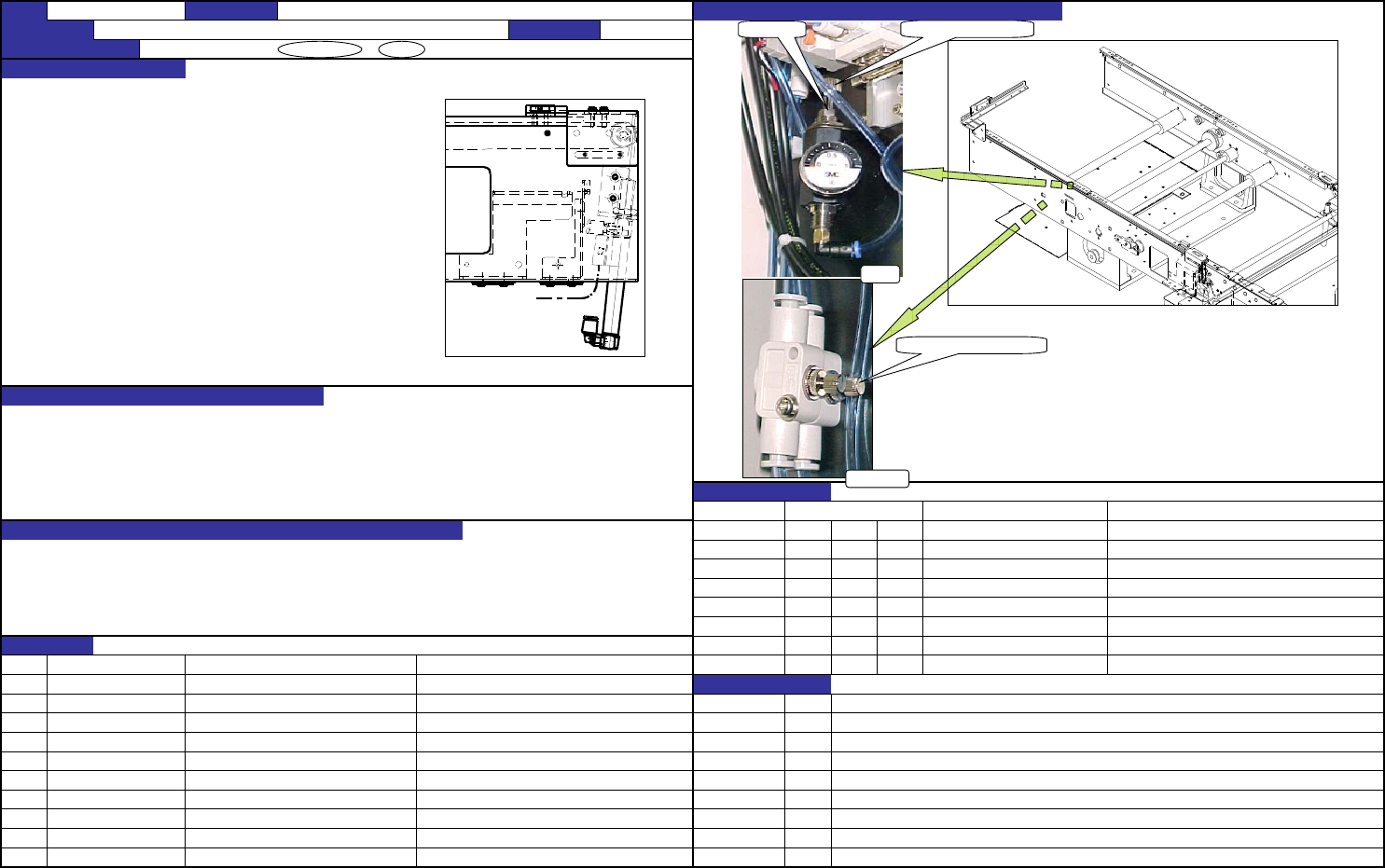
进行输入缓冲的检测气缸速度调整。
1.减压阀调整到0.15MPa。(一边气缸ON/OFF,一边进行调整)
2.速度控制器从全闭回旋1圈半。
1.线路板传送时间的优化。
2.防止被线路板夹住时对线路板的损伤。
CDE
1.速度调整过早:在连杆还未转送完之前,碰到线路板。
CDE
速度调整过晚:产生传送超时的错误。
CDE
2.减压阀的压力过低:产生连杆的动作不良。
CDE
减压阀的压力过高:线路板损坏。
CDE
CDE
CDE
NO. CDE
①
② NO.
③ J4T110
④ J4T382
⑤ J4T368
⑥
⑦
⑧
⑨
⑩
7-36
FX-2 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称 编制日期 2003/9/1
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
检测气缸速度调整
质量特性(规格调整值)
功能的作用(规格调整值的意义)
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
对象零件
变更纪录
货号 品名 相关质量特性
内容
2003/9/1 新增
日期
速度调整方法的变更
2004/1/17 当螺钉拧紧方向改变时,图要改变
2004/1/13
顺时针旋转:压力下降
锁定螺母
减压阀
速度控制器
顺时针旋转:速度变慢
QA表 NO. 37 (1/2) NO. 37 (2/2)
机种
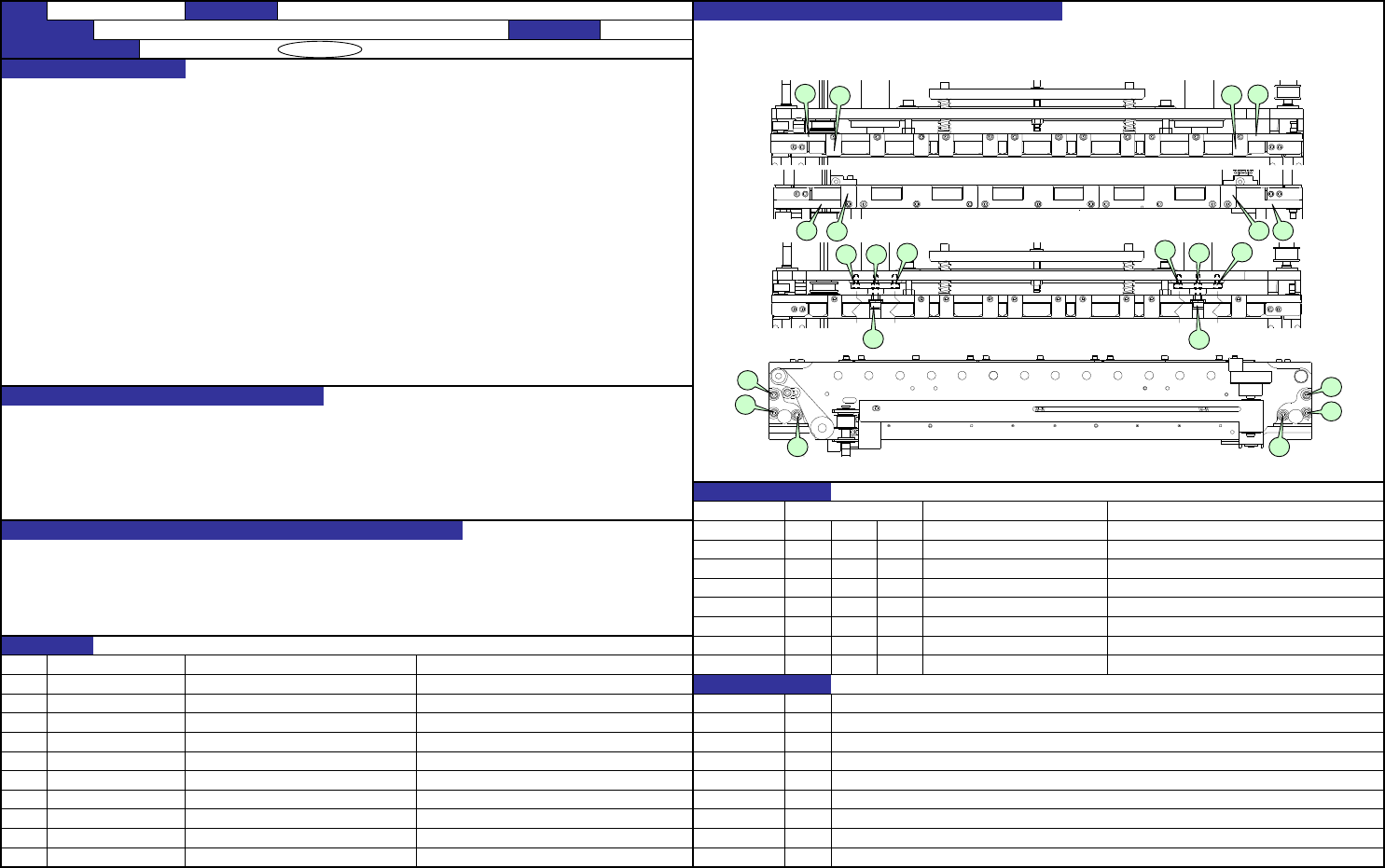
1.把千分表装在OCC摄像机支架上,松开轨道导向器固定螺丝(E)、
导轴固定螺丝(F)及导轴衬固定螺丝(G),调整A、B、C、D四处的高度。
(也可使用a、b、c、d的PWB导向器的下面,或夹住平面度肯定好的线路板,使用上面。)
1.对于CAL块的第一标志周围的高度,
传送轨道(夹住最大线路板时的)四角的高度限度应在0.05mm以内。
1.贴装元件的高度基准是CAL块,贴装头的元件释放高度,是通过把线路板上面高度与之对准来决定的。
2.太高的话,会把元件顶得过紧,导致元件损坏等障碍。
※如已经调整过传送轨道FC、RC的高度,可参看QA表「线路板的传送No.5」的项目3。
CDE
1.元件从释放到接触线路板表面的距离如果过大,则会形成被抛出的状态,降低贴装精度。
CDE
CDE
CDE
CDE
CDE
CDE
NO. CDE
①
② NO.
③ J4T246
④
⑤
⑥
⑦
⑧
⑨
⑩
7-37
FX-2 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
贴装时的线路板上面高度
编制日期 2003/11/17
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
功能的作用(规格调整值的意义)
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
对象零件
变更纪录
货号 品名 相关质量特性
内容
2003/11/17 新增
日期
F
F
G
G
G
G
G
G
B D
b
d
C
A
a
c
E E
E
E
E
E