FX-2_QA表.pdf - 第93页
QA表 NO. 1 (1/2) NO. 1 (2/2) 机种 确认方法 将固定于贴装头上的杠杆千分表向XY方向移动,测量真空校准装置上面与XY面的平行度。 真空校准装置上面与XY 面的平行度: 0.1mm 调整方法 松开双头螺栓部的M3螺母以及上部埋头螺钉,转动上侧的双头螺栓进行上下调整。 通过实行稳定的真空校准来管理真空压力。 CDE 使用真空校准时的计测不良 CDE CDE CDE CDE CDE CDE NO. CDE ① ② N…
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
确认方法
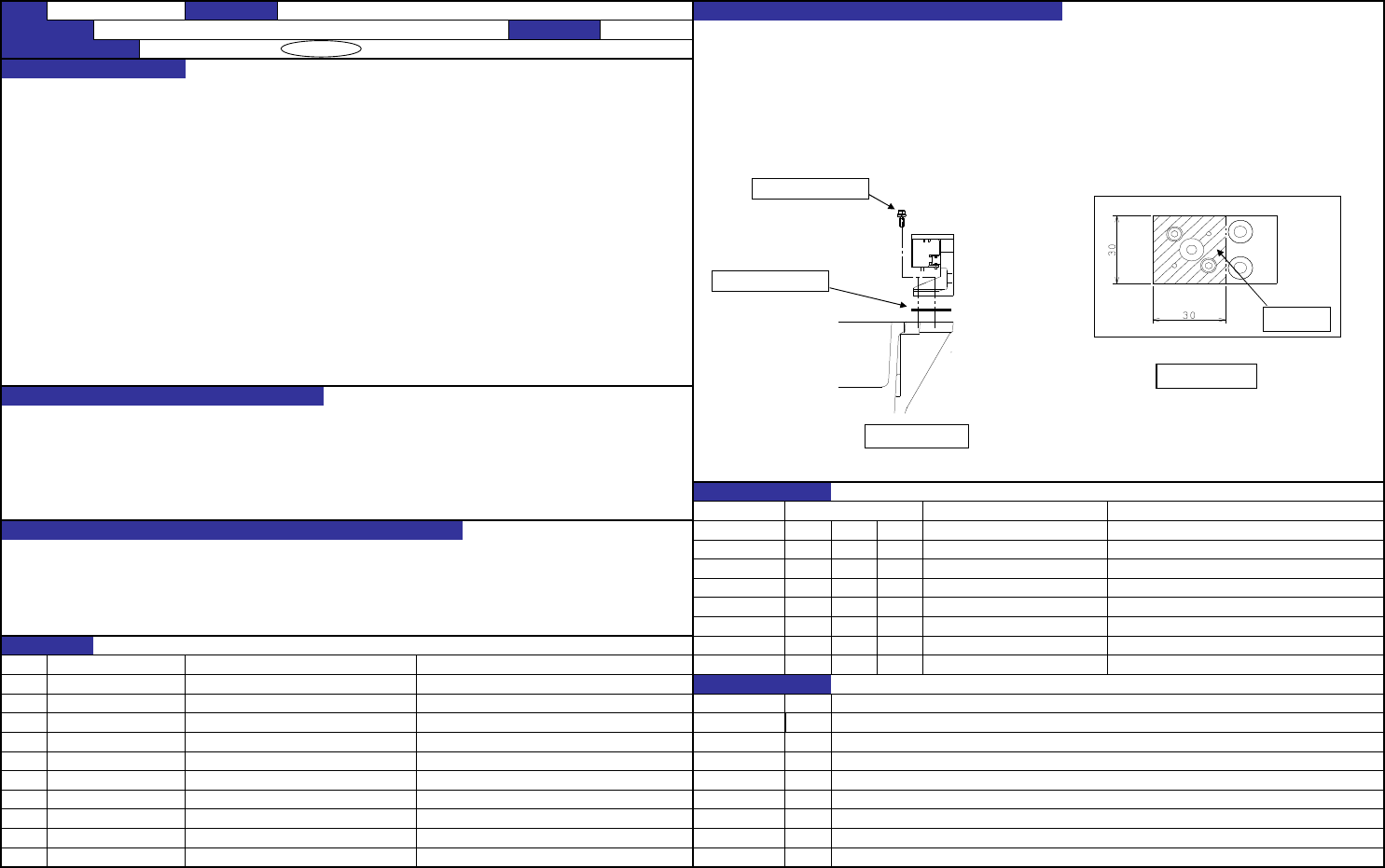
将固定于贴装头上的杠杆千分表向XY方向移动,测量校准板上面与XY面的平行度。
校准板上面与XY面的平行度:0.03mm 调整方法
松开将校准台固定于XY框架上的2处螺钉(M6×20带垫片内六角螺钉),在校准台下放入垫隙片进行调整。
坐标系的基准
由于校准台是所有坐标系的基准(原点)。
CDE
贴片精度不良
CDE
吸附率降低
CDE
CDE
CDE
CDE
CDE
NO. CDE
①
② NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
8-2
功能名称
FX-2 零件名称
CAL块
确认方法及调整方法(故障处理方法)
与XY面的平行调整
编制日期 2008/9/27
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
功能的作用(规格调整值的意义)
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
对象零件
40076186 CAL块配件组 变更纪录
货号 品名 相关质量特性
内容
E2062760000 垫隙片B 2008/9/27 新增
E2061760000 垫隙片A 日期
E2063760000 垫隙片C
CAL块俯视图
CAL块主视图
垫隙片A/B/C
CAL块紧固螺栓
测量范围
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
确认方法
将固定于贴装头上的杠杆千分表向XY方向移动,测量真空校准装置上面与XY面的平行度。
真空校准装置上面与XY面的平行度:0.1mm 调整方法
松开双头螺栓部的M3螺母以及上部埋头螺钉,转动上侧的双头螺栓进行上下调整。
通过实行稳定的真空校准来管理真空压力。
CDE
使用真空校准时的计测不良
CDE
CDE
CDE
CDE
CDE
CDE
NO. CDE
①
② NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
9-1
FX-2 零件名称
真空校准装置
确认方法及调整方法(故障处理方法)
功能名称
与XY面的平行调整
编制日期 2008/9/27
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
功能的作用(规格调整值的意义)
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
对象零件
40076167 真空校准装置
变更纪录
货号 品名 相关质量特性
内容
2008/9/27 新增
日期
M3螺母
埋头螺钉
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
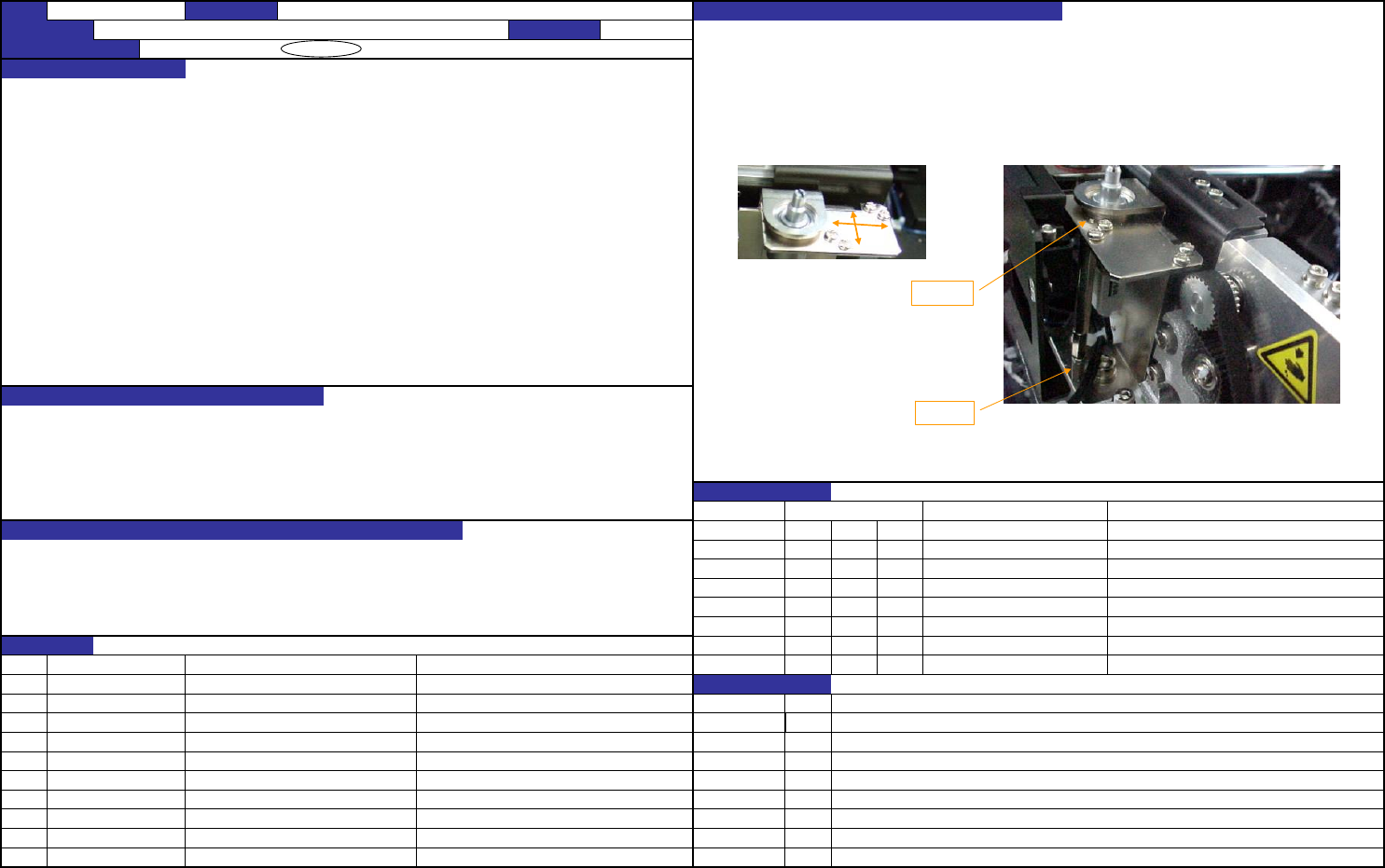
·在滑动板开,关的状态下,调整传感器配件的位置使其满足各自的规定值,
并用传感器配件紧钉螺钉进行固定。(如下图所示)
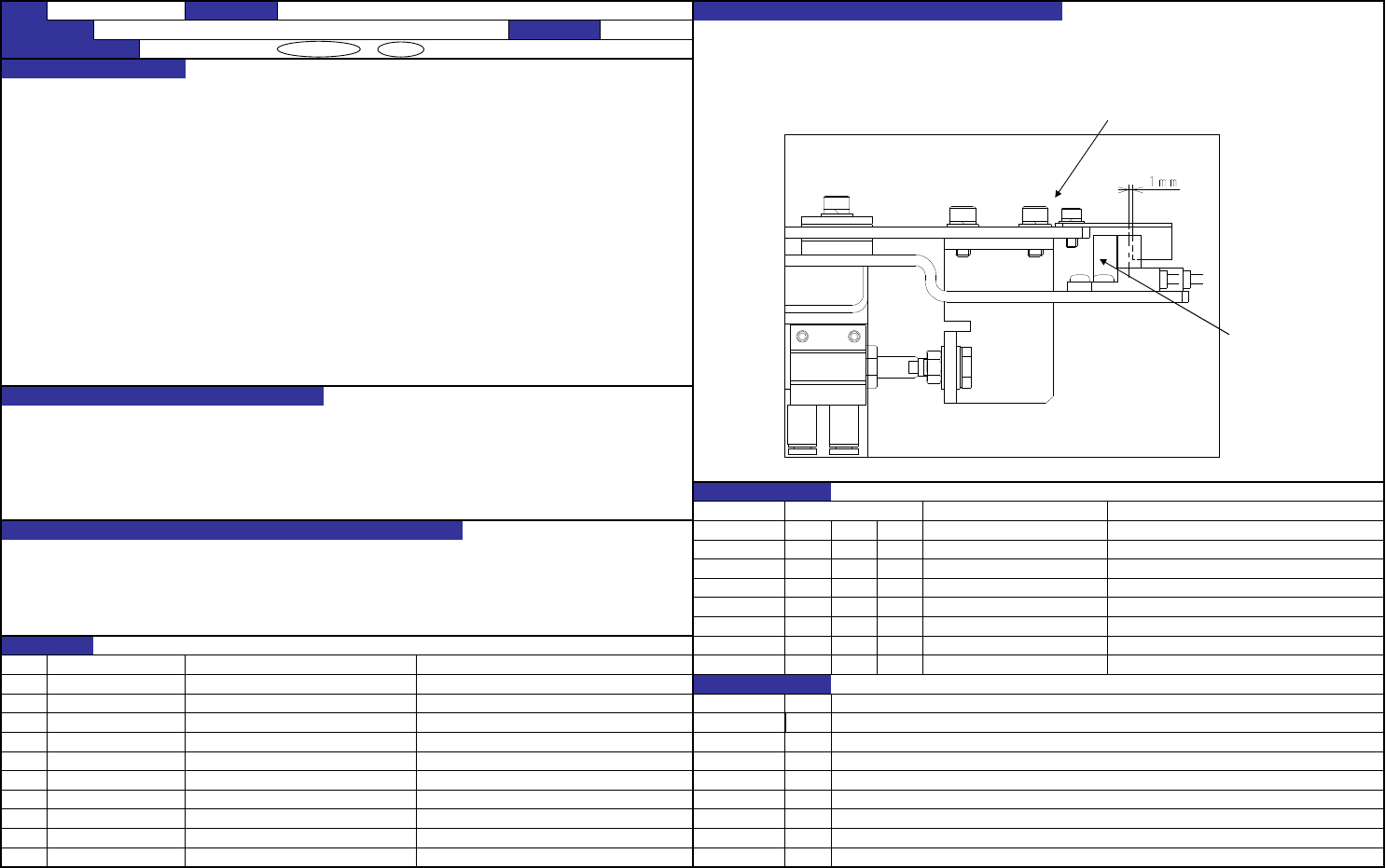
·开传感器配件,关传感器配件的固定位置如下所述。
·在滑动板开关状态的1mm前传感器ON。(参照右图) 传感器配件紧钉螺钉
·防止开关时传感器的错误检测。
CDE
·滑动板移动超时错误。
CDE
·吸嘴更换错误。
CDE
CDE
CDE
CDE
CDE
NO. CDE
①
② NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
10-1
FX-2 零件名称
ATC
确认方法及调整方法(故障处理方法)
功能名称
ATC传感器配件调整
编制日期 2008/9/27
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
功能的作用(规格调整值的意义)
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
对象零件
40077059/61/63/65 ATC关传感器组 变更纪录
货号 品名 相关质量特性
内容
40076110 ATC传感器配件 2008/9/27 新增
40077058/60/62/64 ATC开传感器组 日期
传感器检测位置