00197546-01_UM_SiplaceCA-Series_ZH.pdf - 第175页
《用户手册》 SIPLACE CA- 系列 3 技术数据 使用软件版本 SC.707.0 或更新 2013 年 10 月版 简体中文 3.8 贴片头 175 “Z 轴下行 ” 传感器 ,用于识别吸嘴和段位器之间的相 对运动。当 Z 轴弹起到其位 置中时,它将向 轴卡反馈一个信号 —— 传感器停 止信号,预控将用它来纠正位置控制 。为了避免因为段位器和套 筒一起下放而关闭电源时发生贴 片头碰撞,我门还装配了气动返回 系统。它将保证在电源被…
3 技术数据
《用户手册》 SIPLACE CA- 系列
3.8 贴片头 使用软件版本 SC.707.0 或更新 2013 年 10 月版 简体中文
174
3.8.2.3 功能
SIPLACE SpeedStar (C&P20 M)贴片头共有三个轴:DR 轴或星形轴 , Z 轴和 DP 轴。
3
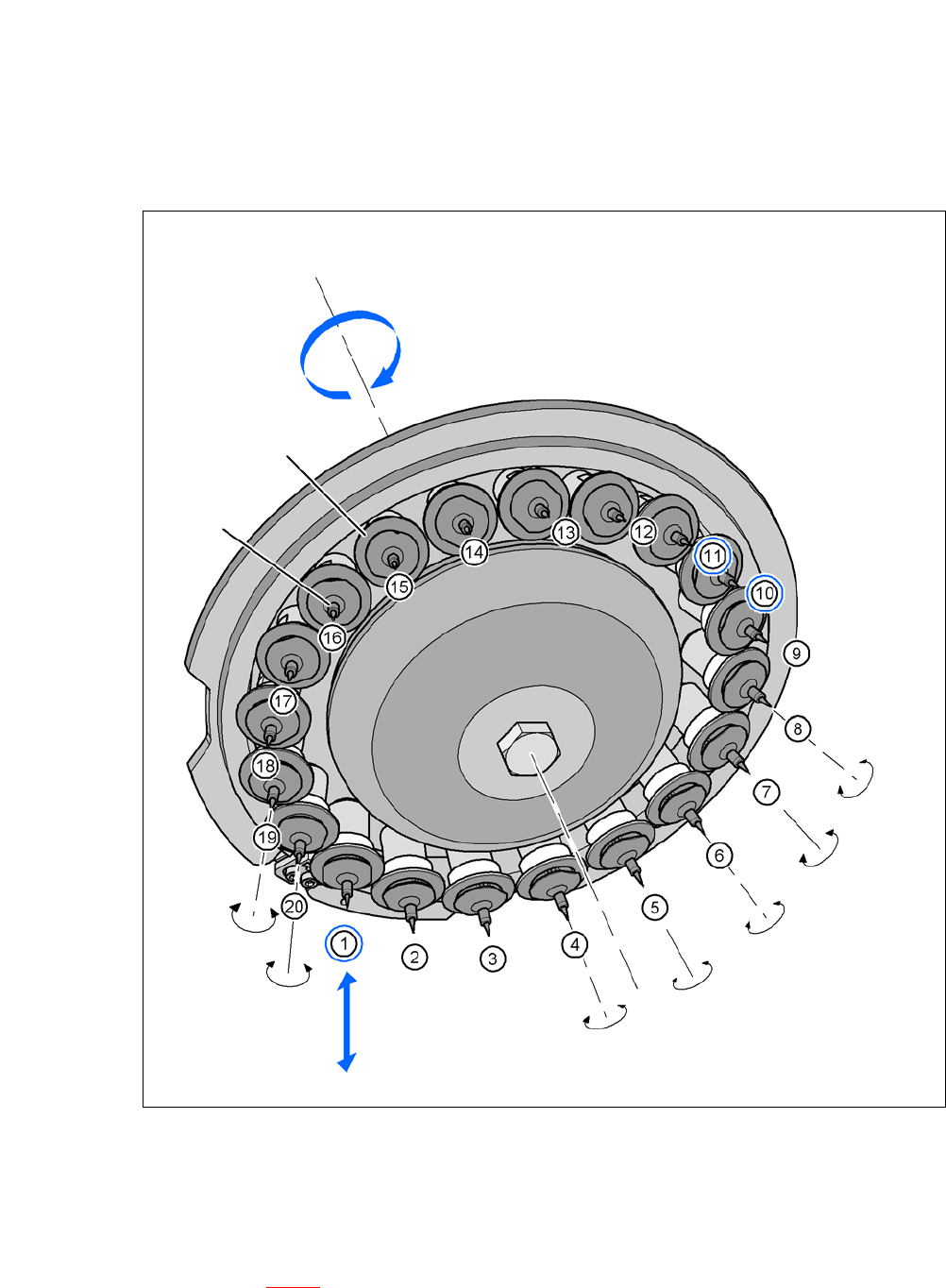
图 . 3.8 - 4 功能说明
(1)用元件传感器检查元件、元件拾取位置,贴装位置,弃置位置
(10)吸持电路中吸嘴的真空检查,带或不带元件
(11)元件光学对中的位置
位于星形 (图 3.8 - 4
中的物件 1)最低位置的每个 DP 驱动装,将被这个轴抬升或降低,从而从
供料器模块拾取元件并将其下放到 PCB 上。为了可以识别贴装位置的下放高度我们使用了一个
星形旋转
星形轴
DP 驱动装置 (段位器)
吸嘴
Z 轴
用元件传感器检查拾取、
贴装或弃置元件
DP 轴
每个套筒都可以被独立
旋转。
用于光学
对中的元件相机
对吸持电路中
吸嘴的真空检
查

《用户手册》 SIPLACE CA- 系列 3 技术数据
使用软件版本 SC.707.0 或更新 2013 年 10 月版 简体中文 3.8 贴片头
175
“Z 轴下行 ” 传感器,用于识别吸嘴和段位器之间的相对运动。当 Z 轴弹起到其位置中时,它将向
轴卡反馈一个信号 —— 传感器停止信号,预控将用它来纠正位置控制。为了避免因为段位器和套
筒一起下放而关闭电源时发生贴片头碰撞,我门还装配了气动返回系统。它将保证在电源被切断
时段位器可以安全地回到顶部位置。即便没有气动返回系统 (图 3.8 - 2
中的物件 5),Z 轴控制
装置的设计也保证了在出现断电时贴片机在伺服放大器中依然储存有足够的残余能量可以将 Z 轴
移动到顶部位置。贴片机的 “ 断电 ” 信号将激活轴卡和伺服放大器,让 Z- 轴移动到顶部位置。
Z 轴是一个 “ 智能轴 ”。它会 “ 留意 ” 每个供料器模块料轨的拾取高度和每个元件的贴装高度。因
此可以在保持设定下放力不变的情况下加快贴装工艺的速度。
星形轴 (图 3.8 - 3 中的物件 3) 3
星形盘与其上的 20 个 DP 驱动装置一同围绕星形轴旋转。它已偏离了垂直位置。一个带位置控制
装置的三相伺服电机充当驱动马达。一个光电编码器被用于反馈关于轴卡旋转角度的信息。实际
位置数值将在轴卡处被分析。轴卡上的位置控制装置为操作星形马达的伺服放大器提供标称电流
和电压数值。在每个 DP 驱动装置上都有一个吸嘴在拾取处理中吸起元件。星形盘将从拾取 / 贴
装位置 (图 3.8 - 4
中的物件 1)拾起的元件输送到光学对中位置 (图 3.8 - 4 中的物件 11),接
着再继续输送到贴装的拾取 / 贴装位置。在前往拾取 / 贴装位置的途中,DP 驱动装置将把元件旋
转到要求的贴装位置。
星形轴 (图 3.8 - 2 中的物件 6) 3
Z 轴执行一个垂直运动。一个三相线性马达被用作驱动装置。一个光电编码器被用于测量位置。
扫描仪将扫描卷尺上的定位基准点,之后再将位置信号反馈给轴卡。
Z 马达通过位置控制装置进行操作。实际位置数值将在轴卡上进行分析。轴卡上的位置控制装置
为操作星形马达的伺服放大器提供标称电流和电压数值。
3 技术数据
《用户手册》 SIPLACE CA- 系列
3.8 贴片头 使用软件版本 SC.707.0 或更新 2013 年 10 月版 简体中文
176
DP 轴 (图 3.8 - 2 中的物件 1) 3
DP 轴将元件在对中前旋转到要求的贴装位置,(图 3.8 - 4 中的物件 11)。在元件相机记录图像
时,元件必须绝对静止,也就是说 DP 驱动装置不能有任何控制运动。一旦确定了纠正数值,DP
驱动器就会将元件转到设定的贴装位置。
每个 DP 驱动装置都有自己的 DP 马达,也就是说吸嘴可以彼此独立地进行旋转。
DP 马达已被位置控制。位置编码器将决定轴卡上轴运动的实际数值。实际位置数值将在轴卡上
进行分析。轴卡上的位置控制装置为操作 DP 马达的伺服放大器提供标称电流和电压数值。
真空系统 3
真空系统由两个真空电路组成 —— 拾取 / 贴装电路和吸持电路。这两个电路在星形位置 “ 拾取、
贴装、弃置 ” (图 3.8 - 4
中的物件 1)中彼此连接。
拾取 / 贴装电路的真空由一个真空吸嘴发生。一个集成的压力 / 真空传感器将压力和真空数值传
送给控制系统。此控制电路让真空和吹气压力之间的转换变得快速、顺畅。接着电路的迅速疏散
将带来可靠的元件吸持,因而提高了拾取的可靠性。快速形成的将元件贴装在印制板上的吹气压
力脉冲近一步提高了贴装速度。
在吸持电路中,每个段位器都由一个独立的真空吸嘴提供真空。段位器之间是彼此独立的因此不
会相互影响。即使在一个或多个段位器中出现了漏气情况,其他段位器也不会被影响,因此可以
继续贴装。
吸持电路中段位器的当前真空数值无论在 “ 真空检查 ” 星形位置有没有元件都可以被测得(图 3.8
- 4 中的物件 10)。
元件传感器 (图 3.8 - 3 中的物件 5) 3
元件传感器的安装位置确保了元件可以在拾取 / 贴装位置被测量 (图 3.8 - 4 中的物件 1)。因此
在 Z 轴的每次运动中都可以进行对吸嘴顶部的测量操作。差分测量可以被用来辨认吸嘴上缺少元
件的情况。元件高度也可以被探测出。