IPC 7711A.pdf - 第154页
NOTES IPC-771 1A Number: 4.4.1 Revision: Date: 2/98 Subject: Cleaning SMT Lands P a g e2o f2 Copyright Association Connecting Electronics Industries Provided by IHS under license with IPC Not for Resale No reproduction o…
EQUIPMENT REQUIRED
Soldering Systems(s)
1 or 2 Soldering handpieces
Single or dual shaft blade tip
MATERIALS
Solder braid
Flux
Cleaner
PROCEDURE
This technique uses a blade tip with solder braid to draw old solder off the lands. The
blade tip used should be as long or a little longer than the row of lands. The braid
should also be sized to the lands, so that the braid width equals or is slightly less
than the land length.
CAUTION
Oversized braids are not to be used. Undersized braids may be drawn across the
surface of the land, but only with the grain of the land. Never draw solder off by
dragging the braid down a row of lands. The heat combined with the abrasive action
will lift the lands.
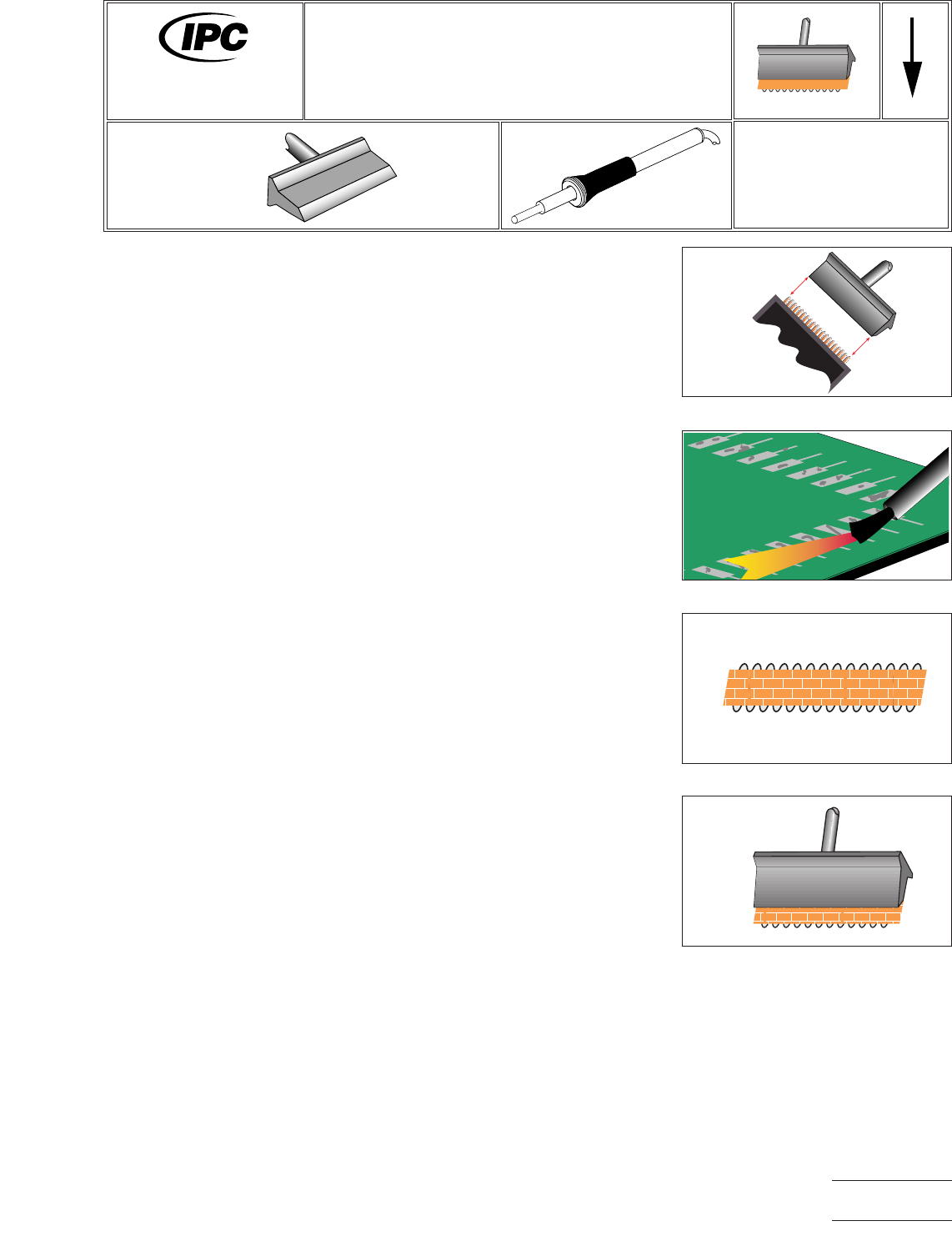
1. Choose the size of blade tip that best fits a single row of lands. (See Figure 1.)
2. Install tip.
3. Start with tip temperature of approximately 371°C and change as necessary.
4. Apply flux to the lands. (See Figure 2.)
5. Lay the trimmed end of the braid along the row of lands to be cleaned. (See Fig-
ure 3.)
6. Bring the beveled edge of the blade down on the centerline of the braid. Do not
move the braid across the lands in any direction. (See Figure 4.)
7. Remove braid and tip together, immediately after reflow.
8. Clean the flux residue from the lands.
Figure 1 Choose Tip
Figure 2 Apply Flux
Figure 3
Figure 4
7711A
Rework of
Electronic Assemblies
Revision:
Date: 2/98
Cleaning SMT Lands
Using Blade Tip and Solder Braid
Number: 4.4.1
Product Class: R, F, W, C
Skill Level: Intermediate
Level of Conformance: High
Material in this manual, IPC-7711 Rework of Electronic Assemblies, was voluntarily established by Technical Committees of
IPC. This material is advisory only and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the
use, application, or adaptation of this material. Users are also wholly responsible for protecting themselves against all claims
or liabilities for patent infringement. Equipment referenced is for the convenience of the user and does not imply endorsement
by IPC.
Page1of2
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---

NOTES
IPC-7711A
Number: 4.4.1
Revision:
Date: 2/98
Subject: Cleaning SMT Lands
Page2of2
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---

EQUIPMENT REQUIRED
Solder fountain
Chimney or nozzle to match part
Removal tool
Pallet to hold board over fountain
Preheat oven
MATERIALS
Flux
Cleaner
Heat resistant, antistatic gloves
Protective face gear
Heat resistant tape
PROCEDURE
This procedure variation is for components or connectors with sturdy leads that do
not readily bend.
This process is for experienced operators only. Caution must be exercised due to
working with hot, molten solder.
1. Attach the correct nozzle or chimney to the solder pot. This operation must be
done with proper care per solder fountain supplier’s instructions. (See Figure 1.)
2. Set solder fountain pot control to the required temperature for soldering that
particular component into that particular board. Wait until solder pot reaches the
set temperature.
3. Set the timer (if applicable) for the amount of time the fountain is to be running
for that particular part.
4. The area around the rework site may be masked with a high temperature resis-
tant tape, or similar material, to protect the adjacent area during rework. (See
Figure 2.)
5. Preheat the new component and the board to the desired temperature, taking
into consideration component thermal restrictions and glass transition tempera-
ture T
g
of the board material.
6. Flux the board on the top and bottom side at the site of the new component.
The component leads may also be fluxed, depending on the board and compo-
nent leads. Place the component on the board in its correct site. (See Figure 2.)
7. Place the board on the pallet, over the solder fountain with the component sit-
ting in location and trip the solder fountain timer. (See Figure 3.)
8. As the solder in the holes reflows, the component may have to be reoriented to
drop into the holes.
Figure 1 Attach Nozzle
Figure 2 Flux
Figure 3 Place Over Solder Fountain
7711A
Rework of
Electronic Assemblies
Revision:
Date: 2/98
PGA and Connector Installation
Solder Fountain Method with PTH Prefilled
Number: 5.2.1
Product Class: R, F, W, C
Skill Level: Expert
Level of Conformance: Medium
Material in this manual, IPC-7711 Rework of Electronic Assemblies, was voluntarily established by Technical Committees of
IPC. This material is advisory only and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the
use, application, or adaptation of this material. Users are also wholly responsible for protecting themselves against all claims
or liabilities for patent infringement. Equipment referenced is for the convenience of the user and does not imply endorsement
by IPC.
Page1of2
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---