IPC 7711A.pdf - 第22页
In principle any modification, rework or repair action taken on a product should reestablish the products original char- acter , ‘ ‘Make it like it was.’ ’ Physical changes, obvious or otherwise, can adversely af fect the…

Repairs are generally changes to an unacceptable end
product to make it acceptable in accordance with origi-
nal functional requirements. The control of repaired
products should be by means of Material Review
Board (MRB), or its equivalent, which may consist of
Design Engineering, Quality Assurance, and User rep-
resentatives. The MRB, with technical support, should
define the mutually acceptable repair method to be
used and take the action necessary to ensure that all
applicable procedures are adhered to.
Repair of a failure in the field seldom includes an
MRB, and typically is done in accordance with a con-
tract, repair/service order or the user-activity mainte-
nance program requirements. The maximum number
of repairs per printed wiring board assembly should be
determined by the using activity or agency.
1.4.1 Classification The user of the product is respon-
sible for identifying the Class of Product. The procedure
selected for action to be taken (modification, rework,
repair, overhaul etc.) must be consistent with the Class
identified by the user. The three Classes of Product are:
1. Class 1 – General Electronic Products
Includes products for applications where the major
requirement is the function of the completed assembly.
2. Class 2 – Dedicated Service Electronic Products
Includes products where continued performance and
extended life is required, and for which uninterrupted
service is desired but not critical. Typically, the end
use environment would not cause failures.
3. Class 3 – High Performance Electronic Products
Includes products where continued performance or
performance-on-demand is critical. Equipment down-
time cannot be tolerated, end-use environment may be
uncommonly harsh, and the equipment must function
where required, such as life support and other critical
systems.
1.4.2 Printed Board Types There are a variety of printed
board types that the procedures in this document apply to.
When selecting the appropriate modification, rework or
repair procedure the printed board type being worked
should be considered. Select a procedure that applies to the
printed board type as listed on the procedure. Printed board
types include the following:
R. Rigid Printed Boards and Assemblies
A printed board or assembly using rigid base materials
only. These may be single-sided, double-sided or mul-
tilayered, and may be constructed from base laminate
material that spans all approved commercial grades of
laminate and includes glass fabric reinforced epoxy
and polyimide resin laminates.
F. Flexible Printed Boards and Assemblies
A printed board or assembly using flexible or a com-
bination of rigid and flexible materials only. May be
partially provided with electrically non-functional
stiffeners and/or cover lay. These may be single-sided,
double-sided or multilayered.
W. Discrete Wiring Boards and Assemblies
A printed board or assembly using a discrete wiring
technique to obtain electrical interconnections.
C. Ceramic Boards and Assemblies
A printed board or assembly using ceramic as the base
material with interconnections separated by dielectric.
The board layers are usually formed by alternate print-
ing or depositing of interconnections and dielectric.
The assemblies are either surface mount or die attach.
Usually multilayered, these may be single-sided or
double-sided.
1.4.3 Level of Conformance Level of Conformance pro-
vides the means for selecting an appropriate level of con-
formance to the original electrical, mechanical, physical,
environmental and visual product requirements. Each pro-
cedure lists a Level of Conformance that the product will
attain when successfully completed.
The Level of Conformance rating for each procedure is
based on the skill of the technician. The ratings are based
on long term industry experience and are not necessarily
backed up with testing data.
1.4.4 Levels of Conformance
L. Lowest Level – Significant variance with the physical
character of the original and may vary with many of
the electrical, functional, environmental and service-
ability factors.
M. Medium Level – Some variance with the physical
character of the original and most likely varies with
some of the functional, environmental and serviceabil-
ity factors.
H. Highest Level – Most closely duplicates the physical
characteristics of the original and most probably com-
plies with all the functional, environmental and ser-
viceability factors.
Class 3 Products must use procedures rated Highest level
unless it can be demonstrated that a lower level procedure
will not adversely affect the product’s functional character-
istics.
Class 2 and 1 Products should use procedures rated High-
est level for assured safety and dependability but Medium
and Low Level procedures can be used if it has been deter-
mined that they are suitable for the specific product’s func-
tional characteristics.
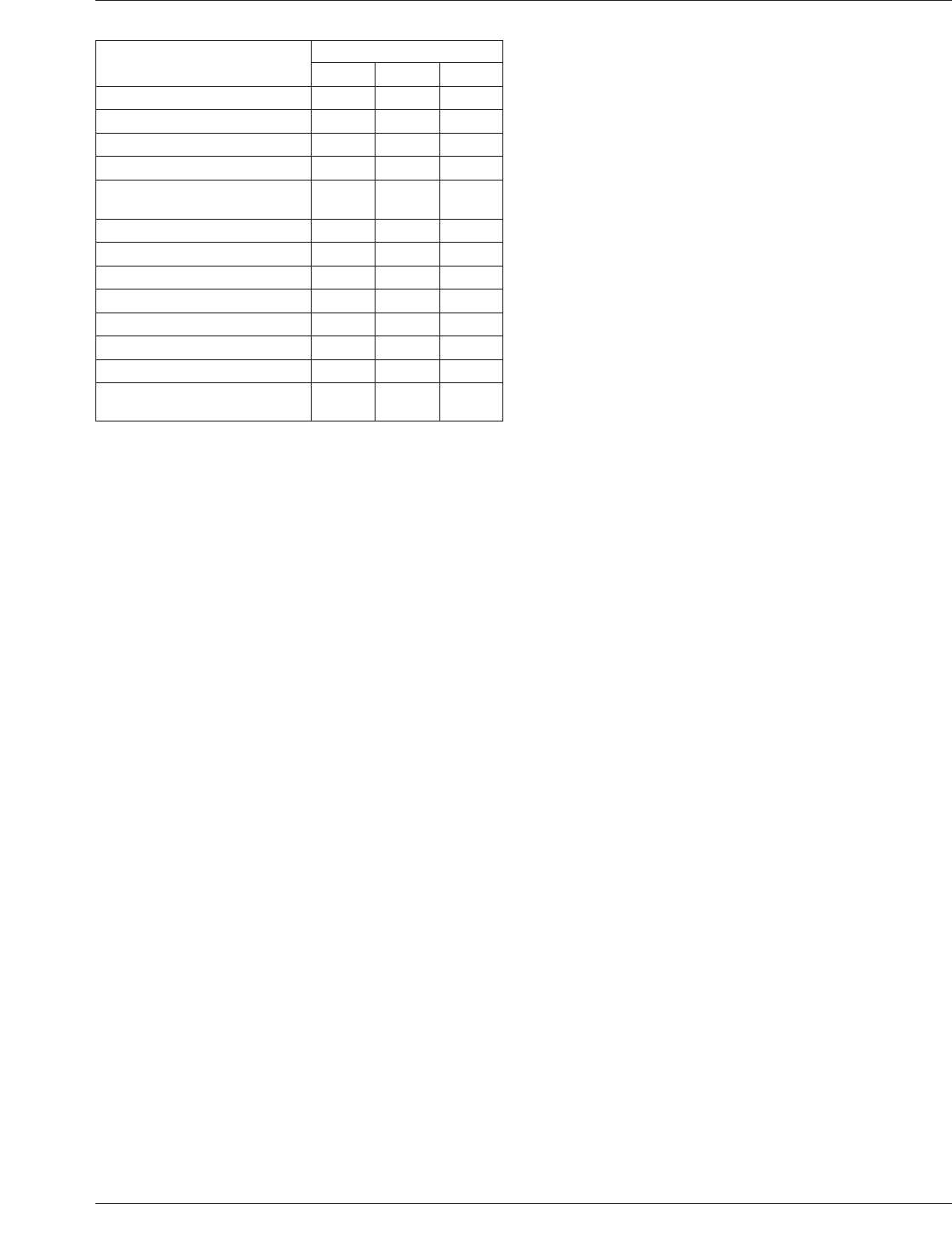
Procedures in this manual are given a ‘‘Level of Conform-
ance’’ rating which is described in Table 1.
IPC-7711A/7721A October 2003
2
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---
In principle any modification, rework or repair action taken
on a product should reestablish the products original char-
acter, ‘‘Make it like it was.’’ Physical changes, obvious or
otherwise, can adversely affect the products performance or
capability factors.
1.4.5 Skill Level To assist you in determining the skill
level needed for each procedure a Skill Level indicator is
included in each process. The Skill Level recommended
should be used as a guide only. Skill levels will vary
widely from technician to technician and from company to
company. These recommendations come from industry
experience and are not necessarily backed up with substan-
tive testing. Skills are separated into three categories.
I. Intermediate – Technician with skills in basic solder-
ing and component rework but inexperienced in gen-
eral repair/rework procedures.
A. Advanced – Technician with soldering and compo-
nent rework skills and exposure to most repair/rework
procedures but lacking extensive experience.
E. Expert – Technician with advanced soldering and
component rework skills and extensive experience in
most repair/rework procedures.
1.5 Terms and Definitions For terms and definitions
refer to IPC-T-50 Terms And Definitions.
1.6 Training The quality and reliability of modified or
repaired printed boards and assemblies is highly dependent
upon the skill and competence of the person performing
these tasks. The implementation of proper methods by
unqualified personnel can result in a substandard end prod-
uct. Consequently, achieving successful results with the
methods described herein is predicated on the use of prop-
erly trained personnel whose skills have been tested and
certified to be of a sufficient level of competence.
1. Soldering Skills
Many companies have considered assembly personnel
who are competent in soldering techniques to be suffi-
ciently trained for rework/repair activities. This has
often proven to be erroneous, since proper soldering is
only one of the skills required. Also, in order to attain
comparable results, there are many instances where
component rework requires techniques that are differ-
ent than those used to originally solder the component.
2. Personnel Selection
The proper selection of trainees will contribute signifi-
cantly toward the success in developing capable repair
personnel. Personnel with above average soldering
abilities and sound reasoning capabilities often make
ideal trainees. However, personnel who have no sol-
dering skills, but possess a good level of eye acuity,
manual dexterity, and sound reasoning capability, can
be successfully trained.
3. Professional Training
Companies should establish and maintain procedures
for identifying the training needs and provide for the
training of all personnel performing the activities
affecting product quality. Personnel performing spe-
cific assigned tasks shall be qualified on the basis of
appropriate education, training and experience, as
required. Appropriate records of training shall be
maintained.
a. Training for personnel and instructors is commer-
cially available and can be completed by an outside
organization specializing in the applicable disci-
pline.
b. Modification/rework/repair training employs con-
cepts, techniques, procedures and a vocabulary that
distinguishes it from basic soldering training.
c. Effective training requires the development of high
levels of comprehension and reasoning within the
trainee. This necessitates expansive teaching meth-
ods and detailed demonstration under close instruc-
tor supervision, to help assure the development of
proficiency within each trainee.
Training to establish a desired level of proficiency can
usually be achieved after three to ten days of training,
depending on the content of the training program, the
complexity of the end product, and the proficiency of
the trainee. Testing and certification can be provided
for each trainee, as the situation warrants.
Table 1 Level of Conformance
Functional Consideration
Level of Conformance
LMH
Electrical - Resistance No Verify Yes
Electrical - Inductance No Verify Yes
Electrical - Capacitance No Verify Yes
Electrical - Cross Talk No Verify Yes
Electrical - High Speed
Frequency
No Verify Yes
Environmental - Shock No Verify Yes
Environmental - Vibration No Verify Yes
Environmental - Humidity Verify Verify Yes
Environmental - Temperature Yes Yes Yes
Environmental - Altitude Verify Verify Verify
Environmental - Bacteria Verify Verify Yes
Environmental - Fungus Verify Verify Yes
Serviceability - Future Repair
or Mod.
No Yes Yes
No Procedure may not comply with functional
consideration.
Verify Procedure should comply with functional consideration
but should be tested to verify.
Yes Procedure will normally comply with functional
consideration.
October 2003 IPC-7711A/7721A
3
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---

1.7 Basic Considerations
1. Appropriate Approvals
Appropriate approvals should be obtained before pro-
ceeding with PC board modification, rework or repair.
Such approvals should include agreements as to accep-
tance criteria and limitations.
2. Singular Procedures
Procedures in this book are presented as individual
methods. Multiple procedures may be necessary to
complete the task.
3. Quality and Reliability
All attempts to modify, rework or repair printed boards
and assemblies should seek to equal the quality and
reliability of the original, unaltered, end product.
4. Procedure Selection
The procedure selected should be on the basis of opti-
mum end product functionality. Test data should be
obtained wherever possible.
5. Patience
To achieve best results, do not rush the process. Keep
in mind that most of the cost for fabrication/assembly
has already been spent, but with care and patience,
most of this cost can be salvaged.
6. Heat Application
Incorrect heat application may cause severe damage to
board materials, conductors, components, conformal
coatings and solder connections.
7. Removal of Coatings
Coating should be removed from affected areas prior
to processing. Coatings will inhibit solder removal and
adversely affect resoldering operations.
1.8 Tools and Materials Modification, rework and repair
of PC boards and assemblies is generally a highly labor
intensive operation relying more on individual operator
skills than automation. The use of proper tools and supplies
will often have a significant impact on the function and
reliability of the end product. To enhance the ease of the
task at hand and to improve the potential for a successful
operation, the following equipment and supplies are recom-
mended. This list should be used as a guide only.
1. Proper Workstations
A proper workstation; ESD grounded with acceptable
lighting, outlets, and configured for comfort is prefer-
able due to the degree of concentration and dexterity
required to perform high reliability PC board modifi-
cation, rework and repair.
2. High Quality Microscope
Precision work generally requires a microscope. Refer
to IPC-OI-645 Standard for Visual Optical Inspection
Aids for more information.
3. Lighting
Illuminations at the surface of work stations should be
1000 Lm/m
2
minimum.
4. Soldering Tools
Precision soldering is important in today’s modifica-
tion, rework and repair operations. Technicians may
need an assortment of special use soldering tools
appropriate to the variety of tasks at hand. These tools
must be temperature controlled, ESD/EOS safe, ergo-
nomically designed and include a selection of tips to
suit each particular operation.
5. Component Removal and Installation
Today’s expanding variety of large and small compo-
nents require an array of special use tools and methods
for safe, efficient component removal. These tools gen-
erally use either conductive heating (by contact), con-
vective heating (by hot gas) or infrared heating (by
focused infrared lamps).
Each assembly/rework method has certain advantages
and precautions depending on the particular Surface
Mount Device (SMD) (lead/terminations design, size,
body material, etc.), component mounting site (adja-
cent components, access, substrate type, thermal mass,
etc.) and the skill level of the operator.
For example, chip components addressed in this docu-
ment have different termination styles including: Bot-
tom, three or five face terminations. Therefore some
procedures depicted in this document may not be
applicable to all termination styles.
6. Preheating (Auxiliary) Heating
Preheating printed board assemblies is sometimes rec-
ommended to avoid thermal shock to temperature sen-
sitive materials and components. Preheating also
elevates the thermal mass of the assembly to allow a
rework process to proceed in an acceptable time. Pre-
heating can be accomplished using either an oven, heat
lamp, hot plate, infrared or convective style heating
system.
7. Fume Extraction
Work environments can often expose technicians to
potentially hazardous fumes. Disposal and release of
certain materials may have a significant environmental
impact. The use of localized fume extraction systems,
environmental control devices and other personnel
protection equipment may be necessary to comply
with MSDS requirements and applicable federal, state
and local laws.
8. Hand Held Drilling and Grinding Tool
PC Board modification, rework and repair procedures
often require drilling, milling or grinding operations.
The best type of tool for these delicate operations is
IPC-7711A/7721A October 2003
4
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale
No reproduction or networking permitted without license from IHS
--``,``,-`-`,,`,,`,`,,`---