Instrucciones de uso_HF3_14_es.pdf - 第105页
Desconexión de la máquina Desconexión de la máquina mediante el temporizador semanal El reloj programador semanal pone en marcha la máquina automáticamente en el modo de servicio [Voltage supply OK]. En esta función los …
Cambiar la modalidad de funcionamiento, iniciar un programa de
soldadura
Con este botón puede cambiar el modo de servicio de la máquina o seleccionar un
programa de soldado.
Consulte el capítulo Selección e inicio de un programa de soldadura [} 193].
Puesta en marcha recurrente
La puesta en marcha recurrente es el encendido de la máquina cuando no ha habi-
do ninguna caída de tensión ni parada de emergencia y el software de control está
activo. La máquina se encuentra en una puesta en marcha recurrente en el modo
de servicio [Voltage supply OK].
Encendido mediante el reloj programador semanal
El reloj programador semanal pone en marcha la máquina automáticamente en el
modo de servicio [Maintenance mode]. En esta función se deben cumplir las si-
guientes premisas:
▪ Todos los pulsadores de parada de emergencia deben estar desactivados
▪ Los tiempos de encendido y apagado deben estar configurados y activados
▪ En el diálogo básico del software de control, el botón
debe estar en rojo
(desbloqueo de la máquina activado).
ADVERTENCIA
Disposición para el servicio
En el tiempo configurado la máquina está en disposición de entrar en servicio. El
avance no se desbloquea automáticamente sino que permanece bloqueado. La
máquina se encuentra en [Maintenance mode] .
5.6
5.6.1
Puesta en marcha | 5
Ersa GmbH Instrucciones de uso_HF3_14_es | 30/10/2014 104 / 0

Desconexión de la máquina
Desconexión de la máquina mediante el temporizador semanal
El reloj programador semanal pone en marcha la máquina automáticamente en el
modo de servicio [Voltage supply OK]. En esta función los tiempos de encendido y
apagado deben estar configurados y activados
Cuando se alcance la [Off time] se realizarán los siguientes pasos por orden:
▪ El avance de la máquina se detendrá
▪ En caso de que quede material de soldadura en la máquina se extraerá de la
máquina.
▪ Se apagarán todos los calentadores.
▪ Se bloqueará el desbloqueo.
▪ Los tranportadores se desconectarán.
▪ Algunos módulos seguirán avanzando en función de la demora de desconexión.
En ese momento la máquina se encuentra en el modo de funcionamiento [Voltage
supply OK] o [Movement off], en función de la configuración del [Weekly timer] .
5.7
5.7.1
Puesta en marcha | 5
Ersa GmbH Instrucciones de uso_HF3_14_es | 30/10/2014 105 / 0
Salir del modo de servicio (Automático)
En caso de que sea necesario apagar la máquina antes de lo que está configurado
en el temporizador semanal, se deben seguir los siguientes pasos:
ü La máquina se debe apagar desde el diálogo base del software de control.
1. ¿Queda material de soldadura en la máquina? Deje que se termine y espere
hasta que no quede material de soldadura en la máquina.
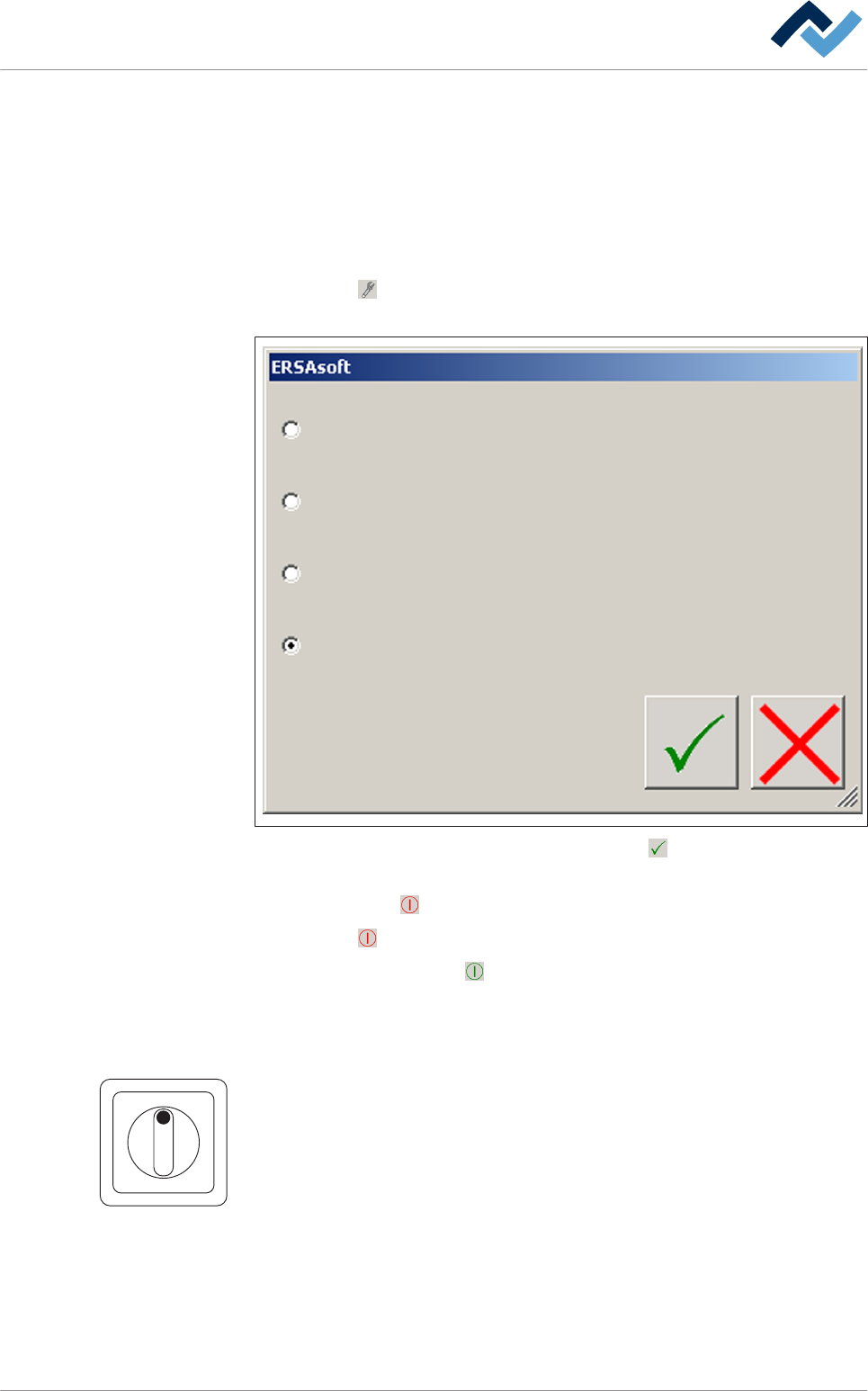
2. Clique en
de la barra de herramientas superior del diálogo básico. Aparecerá
el siguiente diálogo:
Select soldering program
Finish job before maintenance mode
Stop current job and empty the machine
Stop current job
3. Seleccione [Stop current job] y clique en el botón
.
ð Enla parte superior de la barra de herramientas del diálogo básico aparece-
rá el botón (rojo). La máquina se encuentra en [Maintenance mode] .
4. Clique en (rojo) de la barra de herramientas superior del diálogo básico.
ð El botón cambiará a (verde). La máquina se encuentra en [Movement
off] . Algunos módulos seguirán avanzando en función de la demora de
desconexión.
5. Espere a que transcurra el tiempo de demora de desconexión.
I ON
0 OFF
¡El interruptor principal debe permanecer en la posición ON!
5.7.2
Puesta en marcha | 5
Ersa GmbH Instrucciones de uso_HF3_14_es | 30/10/2014 106 / 0