00198397-02_IM_SIPLACE-CA4-V2_ZH.pdf - 第15页
使用说明书 SIPLACE CA4 V2 1 介绍 使用软件版本 711.0 或更新 2019 年 2 月版 1.2 贴片机说明 15 1.2 贴片机说明 1.2.1 SIPLACE CA4 V2 SIPLACE CA4 V2 具有高度的配置灵活性、顶尖的贴装性能 和最高的精确度。SIPLACE CA4 V2 可以通过使用倒装片或晶粒贴附 工艺直接从晶圆贴装裸晶粒。它还支持结 合使用 SIPLACE X4 S 和相关贴片头贴装 SMT …
1 介绍 使用说明书 SIPLACE CA4 V2
1.1 贴片机总览 使用软件版本 711.0 或更新 2019 年 2 月版
14
1.1 贴片机总览
1.1.1 SIPLACE CA4 V2
1
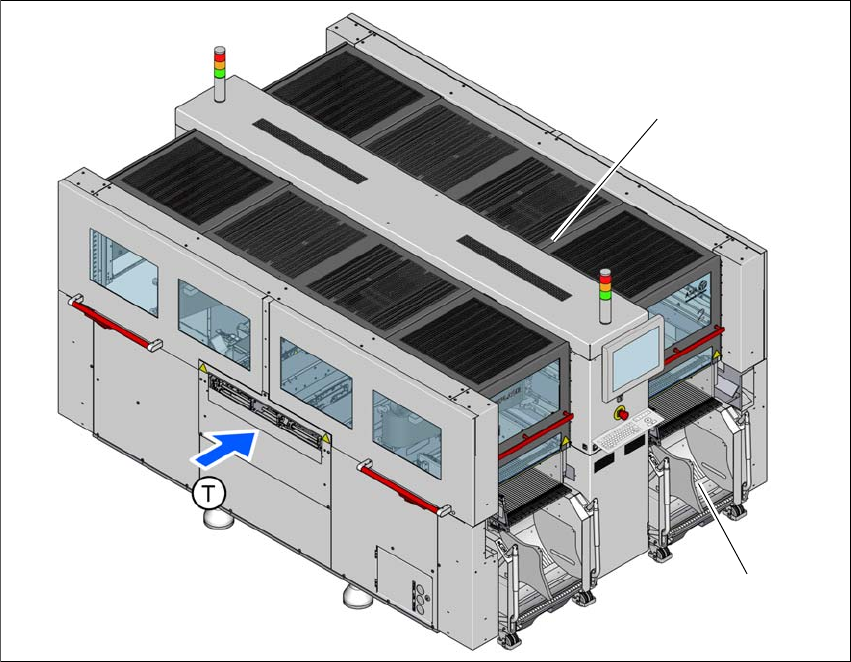
图 1.1 - 1 SIPLACE CA4 V2 贴片机
(1) SIPLACE CA4 V2
(2) 2 号位置上的元件料车
(T) PCB 传送导轨方向
(1)
(2)
使用说明书 SIPLACE CA4 V2 1 介绍
使用软件版本 711.0 或更新 2019 年 2 月版 1.2 贴片机说明
15
1.2 贴片机说明
1.2.1 SIPLACE CA4 V2
SIPLACE CA4 V2 具有高度的配置灵活性、顶尖的贴装性能和最高的精确度。SIPLACE CA4 V2
可以通过使用倒装片或晶粒贴附工艺直接从晶圆贴装裸晶粒。它还支持结合使用 SIPLACE X4 S
和相关贴片头贴装 SMT 范围内的元件。
贴片机上使用了两种贴片方法:
– 收集与贴片法,可对标准元件进行高速贴片
– 拾取与贴片法,适用于处于拾取与贴片模式中的 CPP M,可对微间距与超微间距范围内的特
殊元件进行快速贴片
CA4 V2 共有四个悬臂,每个贴片区域 (PA)各两个。所有悬臂轴均由线性马达驱动。悬臂轴可
以快速准确地定位在 X 和 Y 方向。每个悬臂带有一个贴片头。悬臂为轻质结构,使用高刚性碳纤
维复合材料制成。
SIPLACE CA4 V2 以 SIPLACE X4 S 成功的硬件和软件为基础。
SIPLACE CA4 V2 的贴装精确度最高可达 10 µm (3
σ)。SIPLACE CA4 V2 使用以下组件:
– SIPLACE SpeedStar C&P20 M2
– SIPLACE MultiStar CPP M
– X 轴和 Y 轴上的高分辨率玻璃刻度尺
– 高刚性印制板传送导轨
– 单通道传送导轨
– 双通道传送导轨
– 具有可选真空工具的面板通道传送导轨
– 具有可选真空工具的晶圆通道传送导轨
– 用于贴片机周期计算的 X 方向可选基准导轨
1 介绍 使用说明书 SIPLACE CA4 V2
1.2 贴片机说明 使用软件版本 711.0 或更新 2019 年 2 月版
16
1.2.2 晶圆和面板级扇出工艺
1.2.2.1 面板级扇出工艺
面板级扇出用于大工件托盘。将双面热释放箔固定到工件托盘 (例如,由钢或玻璃制成的托盘)
并在此托盘上执行贴片。
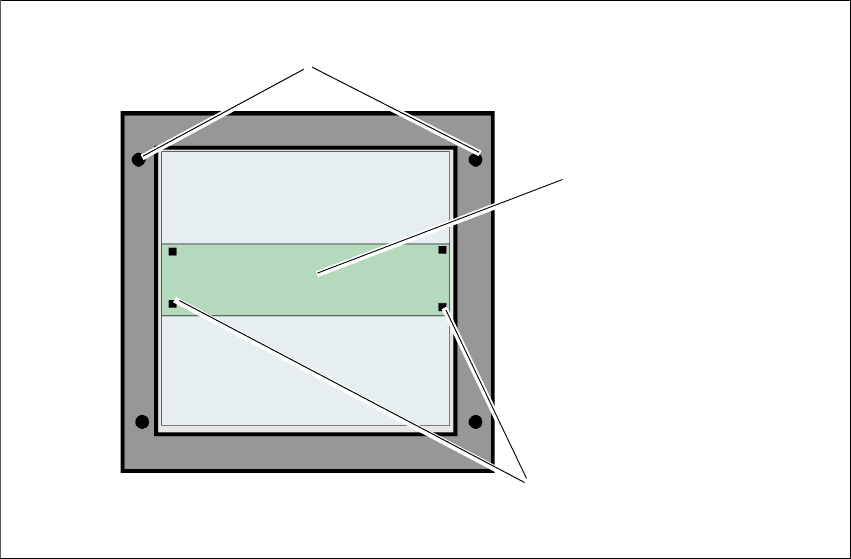
面板级扇出模式意味着工件托盘一部分位于第一个贴片区域,其余部分位于第二个贴片区域。要
获得所需的精确度,只能使用工件托盘上的基准点进行粗略位置识别。这些用于搜索粗略位置的
基准点必须位于重叠区域。两个基准点就够了。然后,将带有基准结构的四个元件放到此重叠区
域并进行测量,以用于精确位置识别。然后,除了已放置的基准点外,放置其他可能或所需的基
准点作为参考。首先测量第二个贴片区域已放置的四个基准点,再继续测量第一个贴片区域中的
基准点。
1
图 1.2 - 1 面板级扇出草图
1.2.2.2 晶圆级扇出
晶圆级扇出用于厚度不一的较小工件托盘。用于此模式的真空工具可以由温度控制。晶圆级扇出
工艺还可以与加油站模式结合使用。
加油站模式:两个工件托盘同时移到贴片机中。第一个工件托盘传送到第二个贴片区域,接下来
的工件托盘传送到第一个贴片区域。然后,同时将这两个工件托盘夹持到位。这样可以避免夹持
程序影响其他工件托盘的精确度。两个工件托盘平行放置。加油站模式有一个前提条件,即第一
个和第二个贴片区域中的设置相同。
工件托盘上的粗略位置识别基准点 (粗略位置)
重叠区域
已放置的用于测量精确位置的元件