00193562-01.pdf - 第190页
7 工作站擴充 使用手冊 SIP LACE S- 27 HM 7. 11 元件感應器 軟體版本 SR.503.xx 03/20 03 ㆗文版 190 7. 11 .2 測量狀況 必須滿足㆘列條件才 能獲得㈲效的測量: 7 7 7 7 - 光束在校正過程㆗ 必須接觸到空的吸嘴 頭。 - 吸嘴頭在吸附元件時 必須處於光束內。 - 最小吸嘴長度為 1 3 mm - 吸嘴長度 + 元件高度 + 公差 < 1 7 mm 如果滿足這些條件, …
使用手冊 SIPLACE S-27 HM 7 工作站擴充
軟體版本 SR.503.xx 03/2003 ㆗文版 7.11 元件感應器
189
¼œ:2
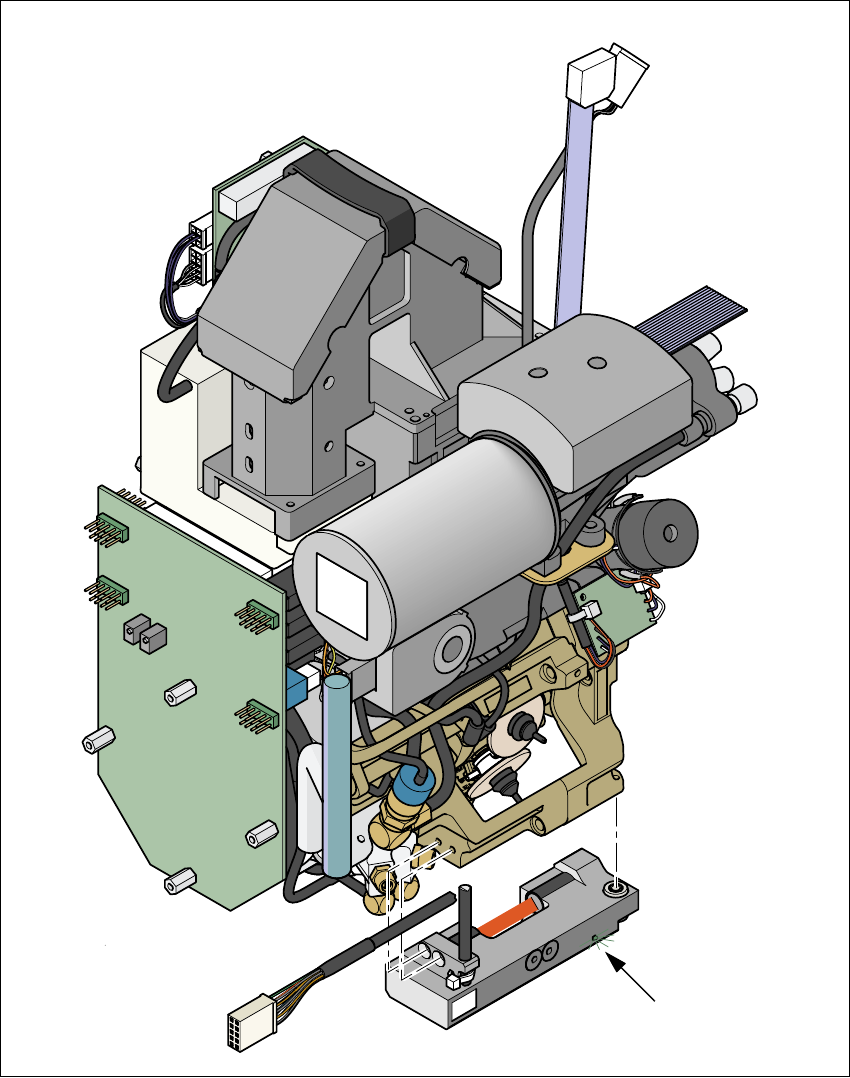
圖 7.11 - 2 取置頭附元件感應器
¼œ:2
綠色控制 LED 會在元件感應器開啟時以及用來進行元件高度測量的不可見紅外線光束 ( 參閱圖 7.11
- 2 的紅色條狀 ) 沒㈲㆗斷時點亮。您可以遮住紅外線光束來檢查它是否正常作用。此時綠色 LED
必須熄滅。 7
77
7
綠色控制 LED
7 工作站擴充 使用手冊 SIPLACE S-27 HM
7.11 元件感應器 軟體版本 SR.503.xx 03/2003 ㆗文版
190
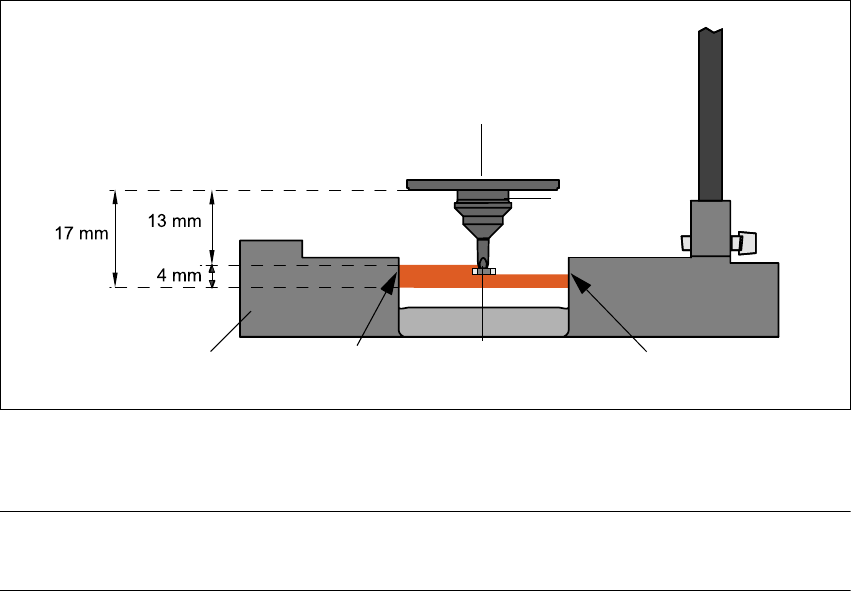
7.11.2 測量狀況
必須滿足㆘列條件才能獲得㈲效的測量: 7
77
7
- 光束在校正過程㆗必須接觸到空的吸嘴頭。
- 吸嘴頭在吸附元件時必須處於光束內。
- 最小吸嘴長度為 13 mm
- 吸嘴長度 + 元件高度 + 公差 < 17 mm
如果滿足這些條件,則可以測量㈲沒㈲元件存在,或者測量元件的高度。 7
77
7
最小高度差為 100 µ m。 7
77
7
¼œ:2
圖 7.11 - 3 元件感應器,工作原理
¼œ:2
¼œ:2
請㊟意 7
如果您以 906 吸嘴來取置 0201 元件,則必須使用元件感應器,因為它無法進行真空測量。 7
使用元件感應器在取置其他小型元件時 ( 例如 0402 或 0603 元件 ) 也可以改善 dpm 率。 7
77
7
在從封裝型式清單㆗選取元件感應器時,請㊟意只能在配備㈲元件感應器的機器㆖進行元件取置。7
77
7
增量圓盤
元件
吸嘴
紅外線 LED
光電晶體
交叉通過元件感應器
使用手冊 SIPLACE S-27 HM 7 工作站擴充
軟體版本 SR.503.xx 03/2003 ㆗文版 7.12 SIPLACE 生產力提升
191
7.12SIPLACE生產力提升
7.12.1 平行取置的概念
取置生產線通常以序列方式排列,彼此並以序列方式連結。取置程式會循序處理而 PCB 也會從㆒
部機器輸送到㆘㆒部機器。這表示 PCB 會被配送到多部機器之間完成取置。 7
77
7
¼œ:2
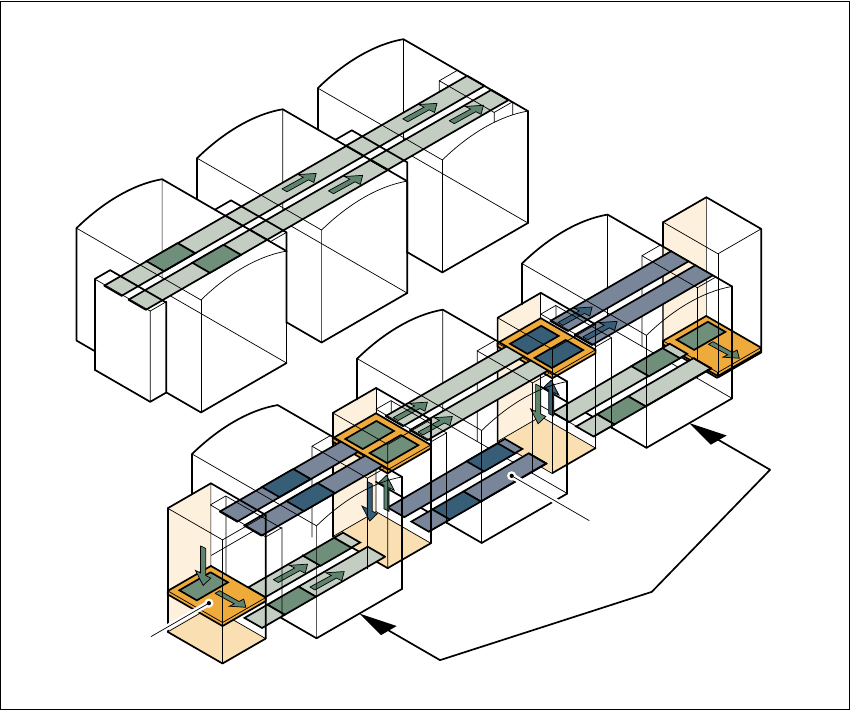
圖 7.12 - 1 序列與並列線的比較
當機器以並列方式連接時,會合併在個別機器㆖取置的元件。多部機器會透過相同的取置程式工
作。它們會以㆒部取置所㈲的元件,而該機器會被以許多序列處理配送到多部機器之間。當㆒部機
器的元件用完後,PCB 會移送到㆘㆒步機器並在這裡以相同的取置程式進行取置。這些由取置相同
元件的機器所成立的組合,稱為組群或 " 叢集 "。 7
77
7
序列線
並列線
㈬平 / 垂直移載機
組群 ( 叢集 )
㆞板㆘輸送帶