IPC CH-65B CHINESE.pdf - 第187页
基体 , 如 果需 要的 话 , 添加 剂 可 以起 到 浸湿 、 消泡 ,并 抑 制 腐蚀 和电路组装的组件的 损 伤 。 由 于 电 路设计 日 趋 复杂,清洗 剂功 能性的 增 加 显 得 日 益 重 要。 12.7.7.2 在线式 底 部 喷流 用 于 底 部 喷流 的 水基 清洗 剂 的设计,与 批 清洗工 艺类 似 。在线工 艺需 要 在 短 时 间 及在 没 有 强 大 机械 力的 情况 下能有 效去 除脏 污。 12.7…
12.7.2.3 模板清洗去除未固化的焊膏和芯⽚焊接机粘结剂 与活化剂、有机溶剂和功能性添加剂相
结合的水提供了一个多功能清洗剂,以消除主要的未固化的焊膏和SMT粘合剂。有机溶剂的基础部
分溶于水,部分可溶的有机溶剂润湿非极性粘合剂和一部分助焊剂残留物不溶于无添加剂的水,水
携带溶剂有助于冲洗掉不必要的残留物。
12.7.3 ⽔基去除未固化的焊膏和双⾯印刷错误 为了满足既能去
除未固化的焊膏、未固化的SMT粘
合剂,又能去除回流助焊剂残留物的多功能清洗能力的需求,而精心设计具备上述特点的清洗剂是
必要的。
12.7.4 批清洗 典型的批处理设备使用空气喷雾和浸泡的设计。水基清洗剂被设计成具有基于脏污
的不同功 能的添加剂、设备类型、材料的兼容性及环境问题。由于清洗组装件需要较长的洗涤时
间,所以材料兼容性是批加工需要关注的一个问题。在某些情况下,水槽旁边抑制剂
用于解决材料
的兼容性问题。
12.7.5 浸⼊式超声波 各种水基清洗剂产品设计可用于浸泡超声波清洗流程。在超声波系统,在相
同的温度、相同的清洗剂,使用不同的清洗力如喷在空气中,表现往往是非常不同的。有效清洗是
设备使用的功率密度和频率的函数。评估清洗剂在清洗过程中始终是重要的。使用预期的超声参数
测试清洗剂显得尤为重要,我们的目标是使用清洗剂达到有效清洁的一致性,但
在这个过程中避免
表面侵蚀。用户应该侧重于性能和冲洗性特点。
清洗剂的设计必须以这样的方式,清洗在超声波的有效性最佳温度附近效果最优化。低于最佳温
度,物理性质、化学性质、包括清洗剂的密度会阻碍超声波气穴现象。高于最佳温度,随着蒸汽在
空化气泡水平的提高,有效的内爆阻碍了清洗效果。
12.7.5.1 浸泡喷流 水基清洗剂设计浸泡喷流类
似超声波的设计。清洗设备严重影响清洗剂的设计。
12.7.6 浸⼊式离⼼ 离心力的作用加速清洗剂在零件表面分布。为保持过程的一致性,清洗剂必须
一直使用。独特的工艺产生离心力协助清洁步骤。除了吞吐量的缺点,这个过程可以实现高洁净度
水平和对部件下的清洗出类拔萃。
12.7.7 喷淋(单腔体的或者多腔体的) 设计用在批和平面清洗设备中的水基清洗剂,根据污染物、
材料兼容性和环境方
面的考虑,通常需要含有功能性添加剂。由于喷淋存在阴影及流体作用力存在
非直接性,批清洗工艺通常需要更长的洗涤循环时间。材料兼容性是一个重要的水基清洗剂的设计
考虑。此外,功能性添加剂也可被用来预防和消除泡沫。
12.7.7.1 在线式喷淋 为在线式空气喷淋工艺所设计的水基清洗剂非常多元化,工程设计目标是设
计对广泛脏污类型残留有效的助焊剂。由于设备
和系统功能密度的增加,水性清洗剂的作用就显得
更为重要和难以取得。为了达到过程的需要,水性清洗剂的设计含有溶剂化材料以溶解脏污,软化
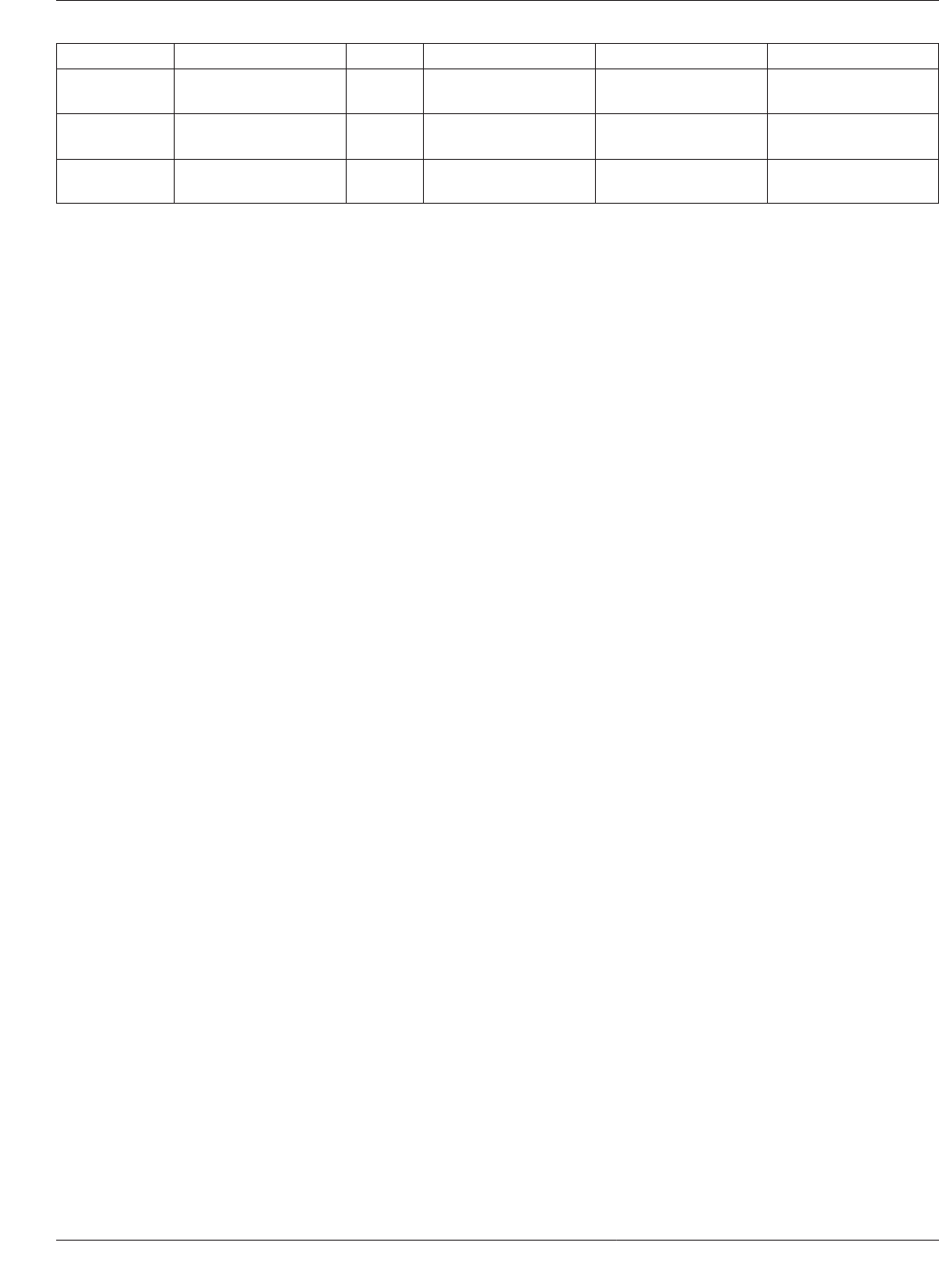
表12-2 模板清洗剂设计
清洗剂设计 技术基础 PH值冲洗 机械设计 脏污
水基无冲洗 水+溶剂 中性 新鲜清洗液或者水 超声波或者空气喷射
焊接前焊膏、部分回
流助焊剂残留
水基有冲洗
水+无机溶剂+功
能性添加剂
碱性 DI水 超声波或者空气喷射 焊接前焊膏
水基有冲洗
水+活性剂+溶
剂+功能添加剂
碱性 DI水 超声波或者空气喷射
焊接前锡膏和回流助
焊剂残留物
IPC-CH-65B-C 2011年7月
172
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---

基体,如果需要的话,添加剂可以起到浸湿、消泡,并抑制腐蚀和电路组装的组件的损伤。由于电
路设计日趋复杂,清洗剂功能性的增加显得日益重要。
12.7.7.2 在线式底部喷流 用于底部喷流的水基清洗剂的设计,与批清洗工艺类似。在线工艺需要
在短时间及在没有强大机械力的情况下能有效去除脏污。
12.7.8 维护清洗 水基清洗剂在组装过程中的各个阶段都被需要用来清洗过程材料。过程设备、托
板和夹具
都必须定期清洗。
12.7.9 波峰焊定位装置清洗 助焊剂残留物会在波峰焊机的机械爪上残留和变干。当在制程中用了
水溶性助焊剂时,水基定位装置清洗剂通常被用来清洗机械爪。水基清洗剂也是与松香、免清洗焊
剂有很好的匹配性。
12.7.9.1 波峰、回流和空⽓过滤器清洗 过滤器沉积的松香脏污需要定期清洗。水清洗剂是为清除
重松香而设计的,水基清洗剂必须设计成支持清洁设备和脏污类型。
12.7.9.2 托盘
清洗 水清洗剂对沉积在波峰托板上的松香清洗很有效。与其它工艺设计一样,水清
洗剂必须设计成支持清洁设备和脏污类型。
12.7.10 ⽔基清洗设备 电子组装清洗需求是基于应用、客户、返工和在这个过程中的整体步骤考
虑的。基于产品整个生命周期可靠性和功能性问题清洗是需要的。清洗设备是根据应用需求设计
的。清洗应用需求可能来自于台式清洗、批清洗和高产量连续清洗工艺。
12.7.11 批清洗设备 批清洗设备代表了全球绝
大多数已安装有电子组装的清洗工艺,且包括了几
个具体的清洗技术和产能。批清洗机历来被认为对高组合的产品环境是合适的。各种空气喷射、浸
泡喷射、超声波、离心方式代表几乎所有的现代自动除焊剂技术,都在批量清洗中得到应用。批量
或者其它清洗机方式的选择是基于一组可预测的因素,如吞吐量的需求、特定化学方法的选择、资
源可用性(水、电、空间)和周围的环境如噪音、所需的外围设备、气味等。
12.7.12
批浸泡 批次浸泡清洗设备是将一系列的单独清洗缸或者一系列的清洗模组进行整合。部
件通过手工或者自动化从一个清洗缸到另外一个清洗缸进行清洗、冲洗和干燥。根据零件尺寸和吞
吐量要求,可以提供各种尺寸的清洗缸。清洗缸的数量取决于所使用的化学物质和所需的清洁程
度。水清洗通常使用一次清洗、两次冲洗和一次烘干。一些批量小的情形或者这些情形没有高清洁
度要求可能只使用一个单一的冲洗。对一些关键产品,会采用多个洗涤槽和额外的冲洗槽。
在这些系统中搅拌通常使用超声波能量或者“浸泡喷射(SUI)”。根据传感器的位置,超声搅拌可以
做得对形状很敏感。因此,为达到对没有浮高密集组件最佳的清洗效果,传感器(S)正确的组装位
置是必要的。由于这样可以增强清洗能力,批量清洗设备中搅拌清洗通常被认为
是好的方式。(传感
器安装的正确方位在IPC-TM-650测试方法2.6.9.1和2.6.9.2有说明。)
为达到所需的清洁度等级,冲洗用水持续补充是重要的。一些系统,特别是空气喷射,必须不断抽
走用过的水让新鲜的水喷到部件上。在用到浸泡冲洗的场合,“抽空注入”或者持续溢流之一应该
被采用。在多清洗缸系统,计数器级联冲洗可以节约用水,新进
的去离子水流入最终冲洗缸,后面
满溢的水流到前级的冲洗缸。冲洗的水应该再流入废水处理器。当脏污浮到表面,清洗坝就会起作
用。如果停滞冲洗,污染物水平迅速提高,并呈现在短期内冲洗没有效果,应该经常清空并重新注
水。
监测清洗槽是非常必要的。
2011年7月 IPC-CH-65B-C
173
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
在多箱的批次处理系统干燥经常使用强制热风。有些系统采用热风刀以加速干燥。在非传送带水清
洗系统实现完全干燥,尤其对复杂的组装是具有挑战性的。
12.7.13 超声波 在过去,军工界一直不愿意批准超声波清洗电子零件。这种不情愿是基于在工作
中使用的金属外壳组件的一部分。结果会引起这些金属外壳内的组件损坏,不允许超声波清洗电子
部件。在有这样想法开始以来,组件的耐用性和超声波技术已经有很大的改变。组件是比它
们在20
世纪50年代和60年代的更结实,可以容忍许多当时没有可能的风险。大多数的超声波设备制造商提
供更高频率的超声换能器在40-270 kHz的范围内,而不是以前普遍在20-25kHz系统。这些更高的频
率被认为对精密清洗应用更为恰当,对部件没有损害。有些厂家还提供扫频和功率控制发生机,这
两个大大降低电子组件损坏的概率。
由超声波引起
的损 害最常见 的是共振损坏。这些混合物和零部件仍然是个问题,如石英时钟振荡
器。扫频超声波可以减少这种风险,因为它不是停留在一个单一的频率足够长的时间导致谐振模式
而产生损坏。它也消除了驻波的高与低能量产生单频的脉冲,并可能导致脆弱的部位暴露在非常高
的功率密度。强烈建议超声波功率可以控制,为
减少对精密组件的损伤,甚至采用扫频和降低功
率。
最近,通过GEC赫斯特研究中心和EMPF广泛的研究,MIL-STD-2000进行了修订(版本A)允许军
事部件使用超声波。目前,举证责任在于用户能够证明超声波能量不会造成组件损坏。超声能量的
IPC工作组已公布了测试方法(IPC-TM-650测试方法2.6.9.1和2.6.9.2),在版本A适用于电子零件方面
协助用
户。同时,建议使用上述测试方法来验证超声波对精密器件或者混装板的可能损伤。美国提
交到IEC技术委员会,依据J-STD-001,还允许使用超声波在焊接清洗中应用。
12.7.14 浸泡喷射 浸泡喷射搅拌创建一个动荡液面下的渗透和溶解脏污的洗涤环境。这种技术演
变可防止易燃溶剂的雾气形成。动力学效率低于空气喷射。液体的密度迅速减少板面的压力。冲击
下降的程度要求更强的清洗剂的
溶解力因数。因此,清洗剂的设计必须调整,做到低的冲击能量。
12.7.15 离⼼⼒ 这种方法是离心能量的应用,通过产品浸泡在洗涤槽内的旋转,然后受到了喷雾
清洗。部件放在工装里,受到向前或者向后的离心搅拌而旋转。这样科里奥利加速度足够的力量转
移的液体清洗剂,再将清洗剂推进到含有助焊剂残留物和其它污染物的空隙里。此方式可以使清洗
剂做平行移动并有效地渗透到部件表面和紧密排列的组件的下面。产品每几秒钟向相反方向旋转,
破坏层流模式和旋涡的形成。这将产生瞬时随机液体流动,是推进产品在相反方向旋转,最大限度
地利用离心能量。从四面八方层随机液体流动形成的彻底洗涤和冲洗的动作,并克服任何的阴影效
应。清洗机理是渗透洗涤和冲洗液体进入狭小的空间、螺
纹孔、盲孔、型腔、助焊剂和脏污夹裹的
所有其它地方。
离心能量用于半导体封装相关的污染去除,80年代末以来用于混合电路和印制电路板。电子部件和
零配件的离心力的作用已被军事广泛研究。最易受损伤的部件是那些绑定连接线,MIL-STD-883规
定,在2001版本的测试方法,大型混合电路的加速度力是恒定的5000 Gs,小型混合设备必须承受
30000 GS。在离心清洗,恒定
加速度的力是转速和旋转半径的函数。市售离心清洗系统可使产品受
到最大的341Gs力,这是远远低于可接受的范围内。
离心清洗是一个半自动化的批处理过程,在中等产出量半导体器件或者量少的混合物或者SMT组装
过程中应用广泛。传统的离心式清洗设备与其它批量清洗设备和工艺有许多相似之处,相似点包
括:
• 占地面积小,以最小的功耗
。
• 半自动化的过程,需要操作员来加载和卸载物体。
IPC-CH-65B-C 2011年7月
174
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---