IPC CH-65B CHINESE.pdf - 第41页
通 常 用在部件的 溶剂 清洗材料在清洗工 艺 中 或者 在 需 要 更 好 润湿 的 地 方 不能 耐受 水 。 需 要 去 除 的污 染 物 ( 助焊剂残留 ) 必须 分 散 和 溶 解 在清洗 溶剂 中。 作 为 从 松 香 基 材料 演 变 来的 助焊剂 , 水溶 性、 低 残留 和合成成 分 可能 或者 不可能 分 散 和 溶 解 到 溶剂 中而 被 清洗。 选择焊 膏 和 波 峰 焊助焊剂 必须以 溶剂溶 解 为 基 础 。…

设计人员和制程工程师面对的挑战是制定和依循一个跨组件、全方位的再流焊曲线以使焊接效率最
大化但不会过热或者炭化,和/或者使助焊剂残留氧化而形成不可清洗的状态。再流焊曲线代表了在
元器件开裂、立碑、芯吸、锡球、桥连、锡珠、冷焊,和金属间化合物形成这些形式的缺陷率中的
一个重要因素。考虑清洗和清洗前的一些再流焊工艺条件将会影响清洗助焊剂残留物的难易度。
液相线以上的时间将
使助焊剂成分受到氧化还原反应而必须加入工艺中。
11
峰值温度以上的时间对助
焊剂残留的清洗性有重大影响。在峰值温度,助焊剂从焊点流走。当助焊剂从焊料流走时,残留物
变薄至最低点,而此助焊剂残留将因为过热而氧化或者碳化。这些薄助焊剂膜造成了一个极难清洗
的挑战。
4.2.4.1 多重⼯艺循环 在创造一个双面表面贴装和通孔混合技术电路板组件的流程时,电路板在清
洗工艺之前可能经历多次焊接和因此而产生的热循环。每个额外的热循环将低分子溶质从
树脂结构
中去除而使得助焊剂残留物硬化,从而增加了清洗的挑战。此外,一些较高分子量的树脂可能经历
热氧化而产生一个不同的残留物(聚合或者交联)组合待清洗。
助焊剂技术与共晶锡铅焊料,清洗化学,机械设备创新的共同应用开辟了一致性的工艺窗口而使得
助焊剂残留仍是可洗的。由于高密度组装体、低托高高度元器件和低固含量焊接的趋势,清洗需面
对经多次再流焊循环的助焊剂残留物的困难,这可能需要更
强的清洗条件来克服,但如此可能影响
电路板的兼容性及其组装的元器件。
4.2.4.2 ⽆铅焊接 无铅焊接从清洗性的观点而言带来了一个新的挑战。高锡无铅合金表现出较差的
润湿性与较高的熔点,和较高分子量的助焊剂成分以提高热稳定性。合金润湿不足必须以有利于改
善润湿的助焊剂来 补偿。如此造成用来降低表面张力的助焊剂成分需增加助焊剂活化和合成聚合
物。
12
为了减少空洞,再流焊曲线需要较长的保温时间让挥发物干透,这需要具有较高的抗氧化性、
氧气隔离性能、高热稳定性和低挥发性的助焊剂成份。
12
这些效应转化为更难清洗的较高含量的高分
子量助焊剂残留物。
当设计无铅工艺时,为了锡铅材料而早已存在的清洗工艺设计可能不足以去除无铅助焊剂残留物。
清洗材料可能需要新的材料或者溶解材料的组合来改善高分子量聚合物的溶解。清洗材料可能需要
更高水平的活性皂化剂,它可能引发和加剧兼容性问题。可能需要修改此类工艺的清洗设备,以增
加机械动作和洗涤段的长度,使其与清洗剂有较长的接触时间
。这些设计的相关因素,需要组装者
有责任去验证这些变化仍然符合预期的结果。
4.3 清洗剂的设计⽅案 电子组件清洗材料设计方案涵盖三类,包括溶剂、半水基与水基成份。在
之前的臭氧消耗时代,三氯三氟乙烷(CFC-113)和松香基助焊剂是标准成分。目前,清洗剂的选
择是根据被清洗的污物、生产率、现成的清洗设备,与结构材料的兼容性,成本,和环境法规。所
有清洗材料类型包含优点和缺点。在大多数情况下,应用推动着清洁材料的类型。
某
些助焊剂材料并非为清洗而设计。有些免洗助焊剂产品被列为可清洗的免洗。在设计方面,组装
业者所选定的焊接材料必须考虑产品是可清洗的。用户应该向它们的焊接材料供应商询问关于清洗
的性能。
4.3.1 溶剂清洗材料 溶剂清洗材料使用四个构件的一至三个:溶解力、次要成份和润湿。几类溶
剂已被确定为替代臭氧消耗的化学品。当清洗电路组件或者先进封装时,溶剂清洗的一个关键性质
是使用后成份的挥发。汽化热将溶剂从液相转变成蒸气态。有
些溶剂清洗剂的混合物,形成恒沸物
或者类似恒沸物恒沸点的性质。呈现低汽化热、扩散和极性性质的成份是适合于印制线路板的蒸气
脱脂候选者。它们可能是自清洗和低残留。挥发性和易蒸发也可被视为缺点包括在排放上的遏制、
可燃性、毒性和地方法规。平衡清洗剂的正面和负面的特性是必要的。
IPC-CH-65B-C 2011年7月
26
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
通常用在部件的溶剂清洗材料在清洗工艺中或者在需要更好润湿的地方不能耐受水。需要去除的污
染物(助焊剂残留)必须分散和溶解在清洗溶剂中。作为从松香基材料演变来的助焊剂,水溶性、
低残留和合成成分可能或者不可能分散和溶解到溶剂中而被清洗。选择焊膏和波峰焊助焊剂必须以
溶剂溶解为基础。
4.3.2 半⽔基清洗材料 半水基是溶剂洗涤/水冲洗的工艺。半水基产品使用三个要素:溶解力、润
湿
和在配方 设计中的少量成份。目的是将污物从组件或者元器件的表面溶出。一旦洗涤步骤完成
后,部件通过一系列的去离子水冲洗步骤以去除洗涤用的化学品,斑点膜和离子残留等。部件最后
被干燥去水并且通常达到检测不到的污染残留。
当选择半水基清洗溶剂时,会存在广泛的产品选择。具有不同的化学结构的有机溶剂混合物被选
择。大多数是低蒸汽压溶剂,润湿剂和抑制剂
的结合。它们被设计为去除极性(助焊剂、离子盐)
和非极性(轻质油、指纹、灰尘)污物。半水基清洗剂由于其稳定的结构和容纳高含量污物的趋
向,而具有从两个月到一年的典型的清洗寿命。应用温度介于24° C~71° C[75° F~160° F]之间,取决
于溶剂与温度相对的活性水平和溶剂的闪燃点。半水基化学品与大多数用于电子组件的元器件有良
好的兼容性。
4.3.3 ⽔基清洗材料 水基
清洗材料是可溶于水的工程浓缩液体。水基清洗材料是不易燃并且通常
在高能量的机器上处理(表4-2)。高能量的机器提供速度、压力、喷淋渠道和流量来传输清洗剂。水
基浓缩产品根据“清洗速率定理”工作,即:静态清洗速率(清洗材料在其没有撞击能量的温度和
浓度状况下溶解残留助焊剂的速率)加上动态清洗速率(在清洗机中的能量和时间)等于工艺清洗
速率。
13
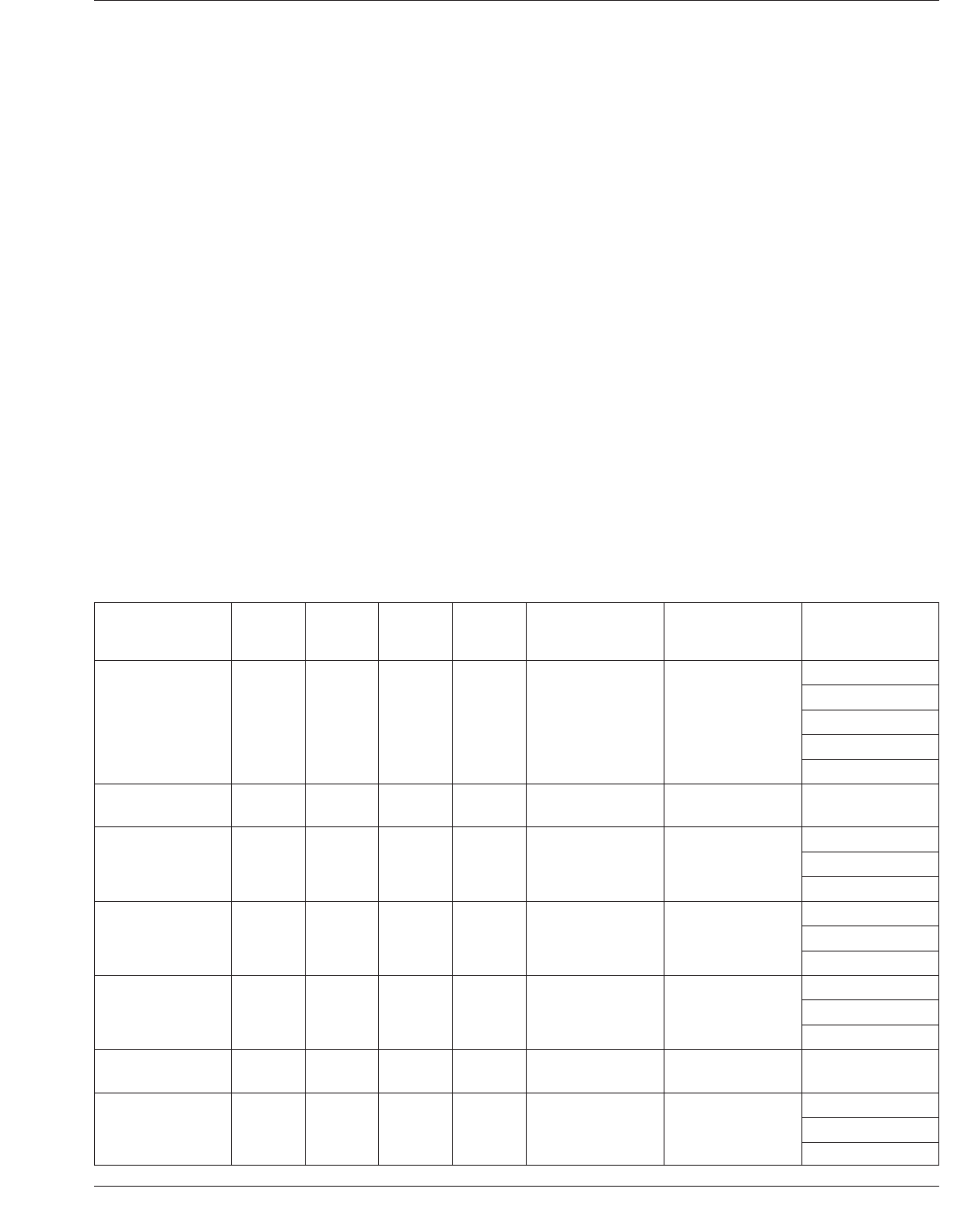
表4-2 电⼦组件清洗剂的设计⽅案
清洗剂的设计
有机物清
洁能⼒
(溶解的)
反应物皂
化剂 润湿 次要成分
极性
(⽔溶性)
⾮极性
(不溶于⽔) 制程适⽤性
有机溶剂清洗剂 高 无是是
一些是水溶性
的,其它不
是水溶性
一些是非极性
的,其它可能
是部分极性
台式清洗
模板底部擦拭
模板清洗
托盘手指清洁
晶圆级封装
溶剂蒸气脱脂 高 无是是 不足 良好
印制电路板去除
助焊剂
半水基-
非水溶性
高 无是是 不足 良好
PCB去除助焊剂
先进的封装
晶圆级封装
半水基-
水溶性
高低是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
PCB去除
助焊剂
先进的封装
晶圆级封装
水基溶剂
混合物
高 无是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
模板清洗
焊接前的焊膏
SMT粘合剂
水基溶剂的
高皂化反应
低高是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
PCB去除助焊剂
水基溶剂的中
皂化反应
中等 中等 是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
PCB去除助焊剂
先进的封装
模
板/印刷错误
2011年7月 IPC-CH-65B-C
27
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
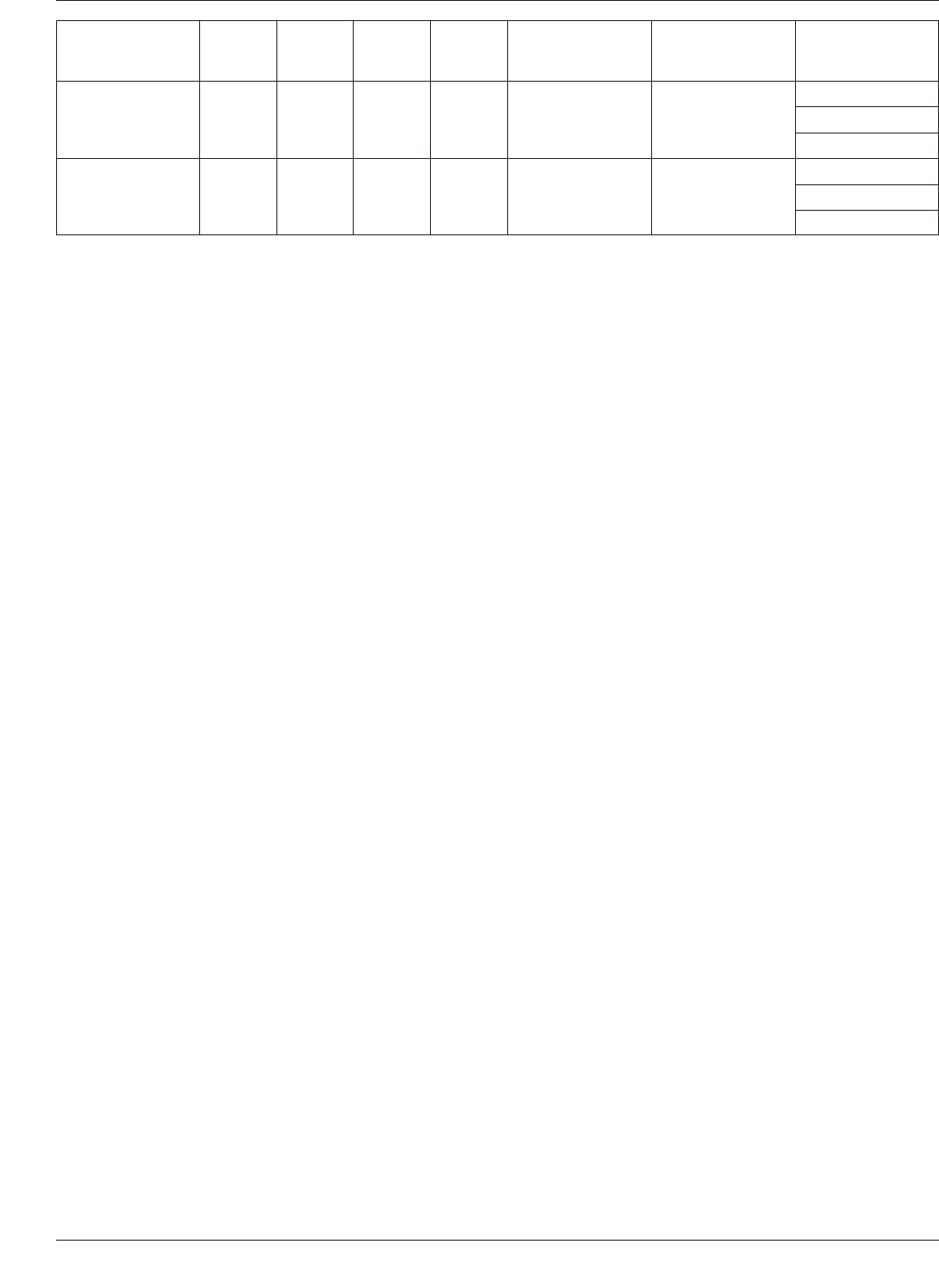
清洗剂的设计
有机物清
洁能⼒
(溶解的)
反应物皂
化剂 润湿 次要成分
极性
(⽔溶性)
⾮极性
(不溶于⽔) 制程适⽤性
水基溶剂的低
皂化反应
高低是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
PCB去除助焊剂
先进的封装
模板/印刷错误
水基溶液中性
无 皂化反应
高 无-低 是是
对极性污物具有
良好清洗性能
对非极性污物具
有良好清洗性能
PCB去除助焊剂
先进的封装
模板/印刷错误
4.3.4 清洗设备设计⽅案 清洗设备的设计分为两类:批式和在线式。清洗行业不断地被挑战以改
善清洗工艺,并因为它适用于越来越多的新应用领域而始终保持技术领先。
13
工艺通常代表着机械和
化学能量,温度和时间。日益复杂的电路板和元器件的几何形状伴随着高难度的焊膏及助焊剂配方
和价格问题等增加了对静态和机械驱动力的需求。因此,为了降低温度和缩短处理时间必须补偿机
械和化学能量。
实现高生产率和优化的工艺需要一个精确的模型来预测性能。
13
曾经有建议,大多数清洗系统是由两
个基本原则管辖:清洗溶液中的残留物的溶解度/反应速率和清洗系统中可用的物理能量。方程式1描
述了这种关系。
⽅程式1: 清洗速率方程式
13
:R
p
~/= R
s
+R
d
此处:
清洗速率=R
p
静态清洗速率=R
s
动态清洗速率=R
d
方程式1中,R
p
,R
s
和R
d
是每单位时间内的污染去除速率。
13
单位依据被清洗的残留物将有所不同。
清洗助焊剂残留,冲洗洗涤用的化学品,或者从一个电路组件干燥去水的速率可被表示为每秒去除
的厚度或者质量,每秒冲刷的体积或者每秒去除的质量。如果焊料球或者其它粒子含在污物中,此
时每秒球数或者每秒粒子数将是适当的单位。当比较不同清洗工艺的速率时,它可能被适当的指定
在同一温度的速率,因为速率
和温度相关。
13
一家电子制造服务公司商定使用锡银铜205免洗焊膏建立无铅组装。高密度器件充斥着无数无引线的
元器件。原始设备制造商需要将所有助焊剂残留从元器件下方的缝隙去除。静态测试提供洞悉用于
组装器件的所有污物的清洗性能。有了这项知识,组装业者获得了对清洗生产组件时可能遇到的困
难的理解。下一步是选择清洗设备,提供动能和热能驱动力来供输清洗剂以去除污物。工艺清洗
速
率,这是清洗部件所需的时间,是一个静态和动态速率的总和。
4.3.5 定义“优化系统” 机械清洗系统的目的是藉由最大化的在被清洗的表面传递物理能量以减少
时间。
13
一个优化的清洗系统不会过于耗能或者过大。一个优化的清洗系统提供必要的化学品和能源
来清洗最困难或者敏感区域,以一定速率将符合使用最少的化学制品、能源和场地消耗的工艺时间
要求。在这个优化的空气喷淋或者批清洗系统的定义,值得注意的是该系统应该设计成清洗被制造
的部件中最棘手或者电气电敏感性最强的区域。最小间隙(组件表面和元器件底部之间的间距),最
大
或者最复杂的元器件通常会引导确定这些区域的方向。
13
4.4 静态清洗速率与动态清洗速率的平衡 了解静态清洗速率与动态清洗速率的平衡是在预测和优
化洗涤、冲洗和干燥工艺的每个步骤的工艺性能的关键。
13
试想一分钟,我们洗衣服时把衣服扔在一
桶肥皂水一整夜。由于高溶解速率(R
s
)水会彻底和迅速地溶解盐和糖。油和油脂会消失得比较慢,
IPC-CH-65B-C 2011年7月
28
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---