CM101 参考手册.pdf - 第67页
CM101-D 参考手册 1.2 实装的结构 Pa ge 1- 17 1.2 实装的结构 机器动作位置 后面 前面 ∗ 照片为通用吸头 (LS8 吸嘴 ) 。 1. 基板搬入 从前工序搬入 固定基板,进行基板 识别。 把从前工序搬出的基板 搬入,并固定 到 A 工作台的基板支座 上。 EJM4A -024P 4Z4C-029P 2. 部品实装 吸着元件 识别元件 通过移载吸头,高速实 装元件。 4Z4C-032P 4…
CM101-D
参考手册
1.1
各部的名称和功能
Page 1-16
项目
规格
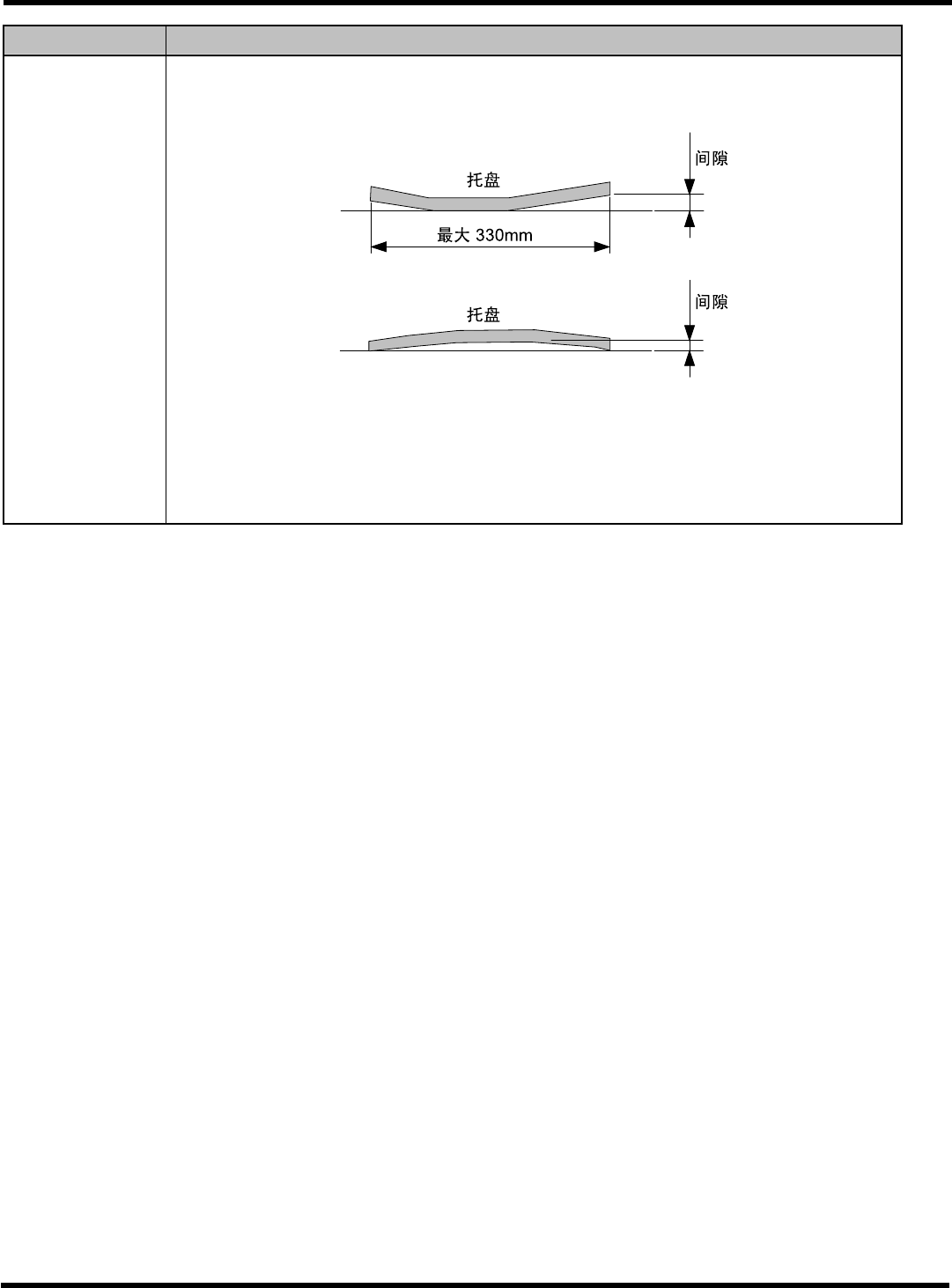
[
弯曲
(
间隙
)]
请使移载至板的托盘的弯曲
(
间隙
)
符合下述条件。
∗
弯曲
(
间隙
):
最大
0.5 mm
417C-009C
托盘
(
托盘条件
)
[托盘种类]
不是真空模压品的托盘,而是要有足够的强度以及尺寸精度的注射模压品的托盘作为条件。
(有关在此条件的对象之外时,可就接到的提供样品,另行进行相应的协商,或者根据顾客特殊
的情况做出相应的处理。)
EJM5B-C-RMC01-A01-00
CM101-D
参考手册
1.2
实装的结构
Page 1-17
1.2
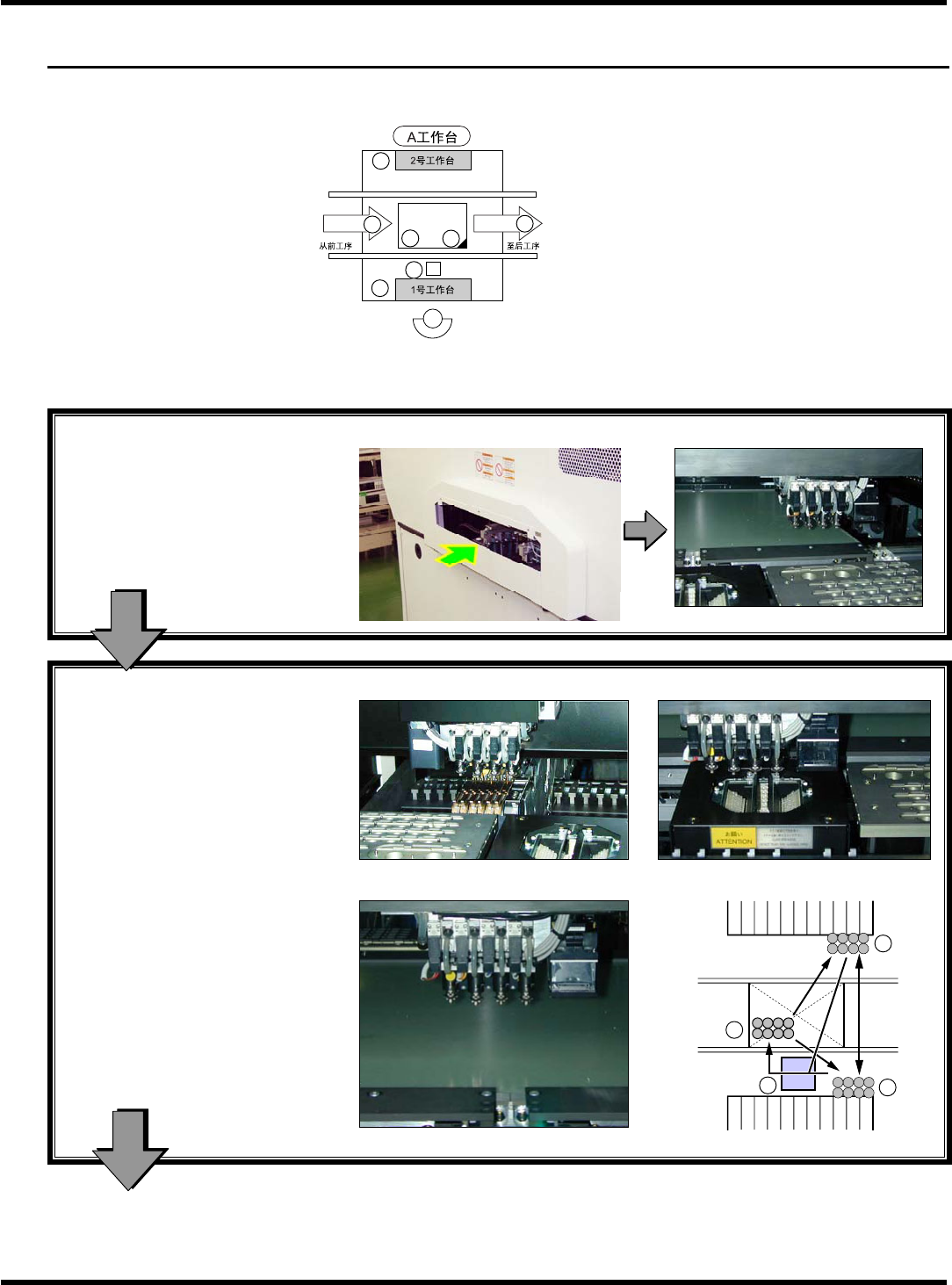
实装的结构
机器动作位置
后面
前面
∗
照片为通用吸头
(LS8
吸嘴
)
。
1.
基板搬入
从前工序搬入
固定基板,进行基板识别。
把从前工序搬出的基板搬入,并固定
到
A
工作台的基板支座上。
EJM4A-024P
4Z4C-029P
2.
部品实装
吸着元件
识别元件
通过移载吸头,高速实装元件。
4Z4C-032P
4Z4C-030P
实装元件
A
工作台
4Z4C-031P
EJM5B-029E
3.
至基板搬出
2
4
3
2
EJM5B-028C
0
2
4
1
3
5
2
EJM5B-C-RMC01-A01-00
CM101-D
参考手册
1.2
实装的结构
Page 1-18
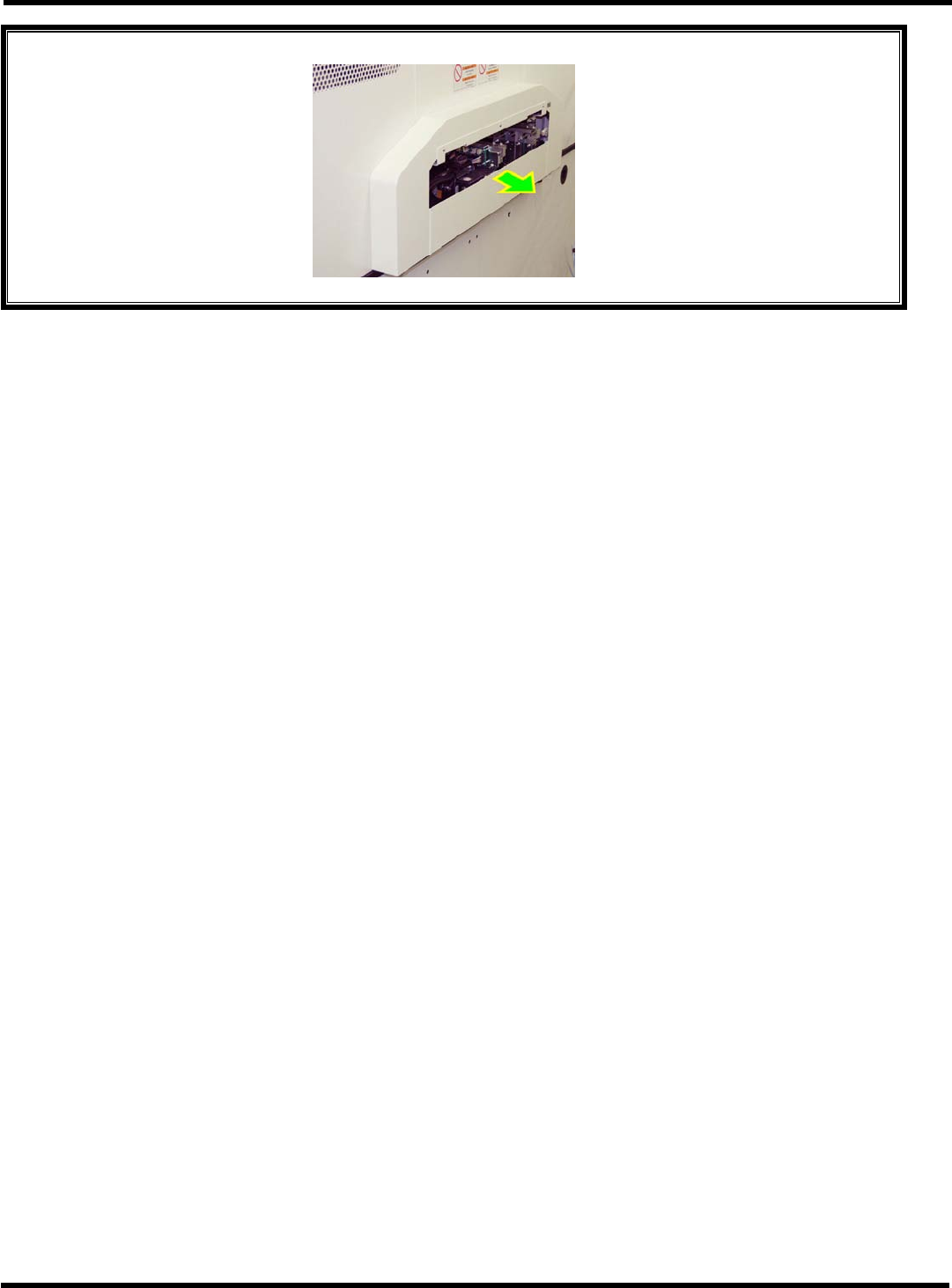
3.
基板搬出
搬送到后工序
把完成了实装的基板搬送到后工序。
EJM4A-025P
EJM5B-C-RMC01-A01-00