JX-350_保养维修手册.pdf - 第266页
维修调整要领书 16-7 10 ) 进行固定刀刃的锁紧压力调整 (在调整中使用推拉测力计时, 因电磁阀形成妨碍, 故暂时卸下电 磁阀部分)。 以推拉测力计按压连接板的下图所示影线部,调整内六角止动螺丝的预压,使峰值为 150±10 ( N )。 调整要在可动刀刃关闭的状态下进行。调整后用螺母固定。 11 ) 在固定刀刃和可动刀刃的接触面上涂敷壳牌爱万利润滑脂。 用回丝擦拭至看得见油膜的程度, 进 行几次刀刃的开闭。开闭时不要弄伤手。 1…
维修调整要领书
16-6
7) 把要换上的可动刀刃装配到 JOINT_BAR 上。
将刀刃顶住平行销,并且把两片可动刀刃在中间并紧对齐。
螺丝要脱脂,涂敷 LOCTITE 粘结剂 277(紧固扭矩 8.0N・m)。
注意不要被刀刃弄伤。
8) 装配前述 6)中拆下的导向部件,按照与前述 5)相反的操作顺序用螺丝把可动刀刃部固定在直
线导轨、气缸上。
安装到直线导轨上的螺丝要脱脂,涂敷 LOCTITE 粘结剂 277(紧固扭矩 3.7N・m)。
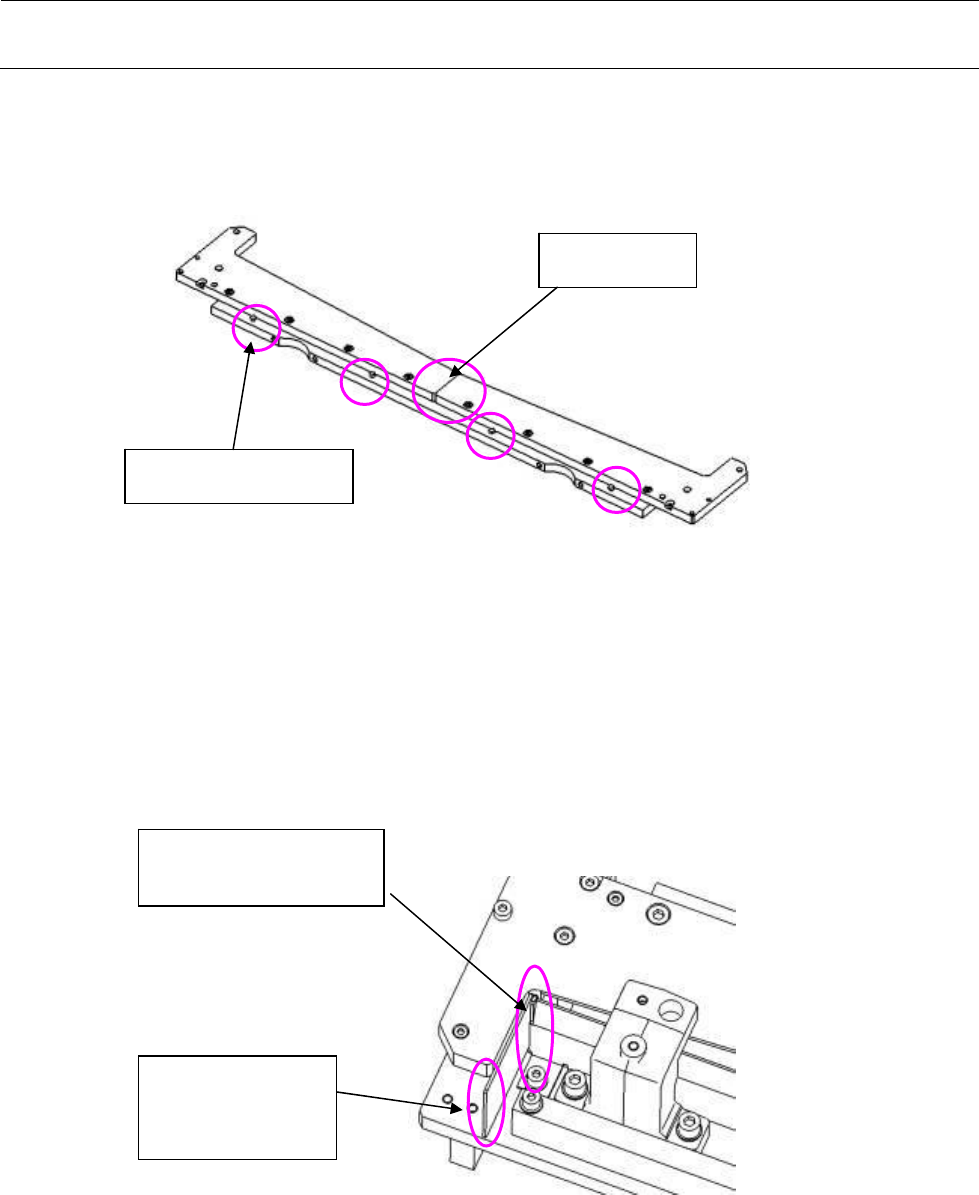
装配时,两侧导板(TAPE_GUARD_SIDE_L,R)和正中导板(GUIDE_BR)的空隙要做到均等。
可动部要在初步组合的状态下让刀刃来回几次,在平稳地移动的位置上固定。
将可动刀刃向关闭侧推到头时,两侧导板(TAPE_GUARD_SIDE_L,R)的前端不应从 CUTTER_BASE
突出(为了在装上护罩时无干渉)。
安装到直线导轨上的螺丝要脱脂,涂敷 LOCTITE 粘结剂 277(紧固扭矩 3.7N・m)。
9) 按照与前述 4)相反的操作顺序固定刀刃。
顶住平行销(4处)
在中间并紧
要使左右导板间的空隙
均等。
导板前端不要突
出(不要与护罩接
触)
维修调整要领书
16-7
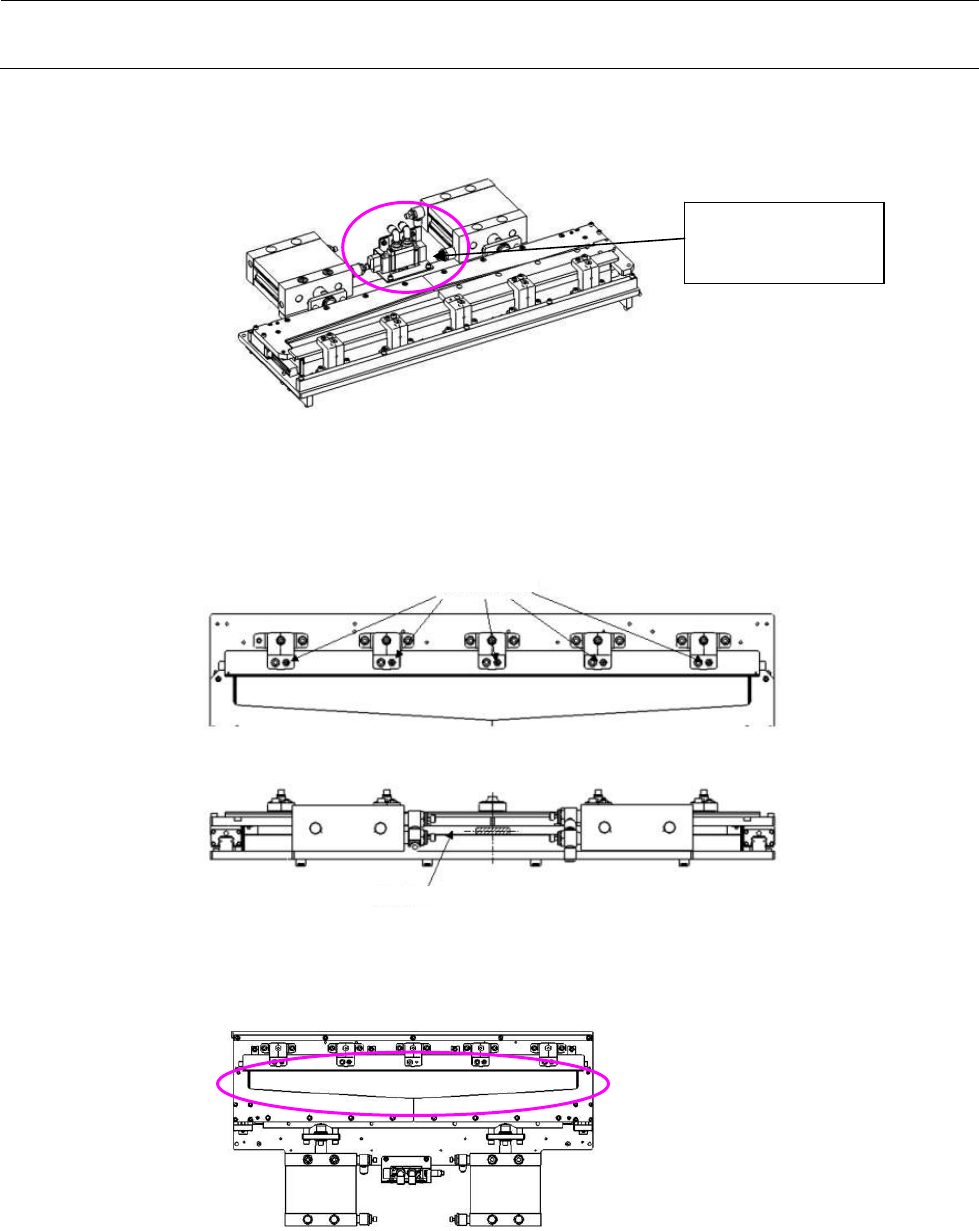
10) 进行固定刀刃的锁紧压力调整(在调整中使用推拉测力计时,因电磁阀形成妨碍,故暂时卸下电
磁阀部分)。
以推拉测力计按压连接板的下图所示影线部,调整内六角止动螺丝的预压,使峰值为 150±10
(N)。
调整要在可动刀刃关闭的状态下进行。调整后用螺母固定。
11) 在固定刀刃和可动刀刃的接触面上涂敷壳牌爱万利润滑脂。用回丝擦拭至看得见油膜的程度,进
行几次刀刃的开闭。开闭时不要弄伤手。
12) 按照与前述 3)相反的操作顺序安装护罩。
按照与前述 2)、1)相反的操作顺序安装导向部。
SL6040892TN
SCREW M4 L=8
内六角止动螺丝
连接板
维修调整要领书
A-1
附录 治具表
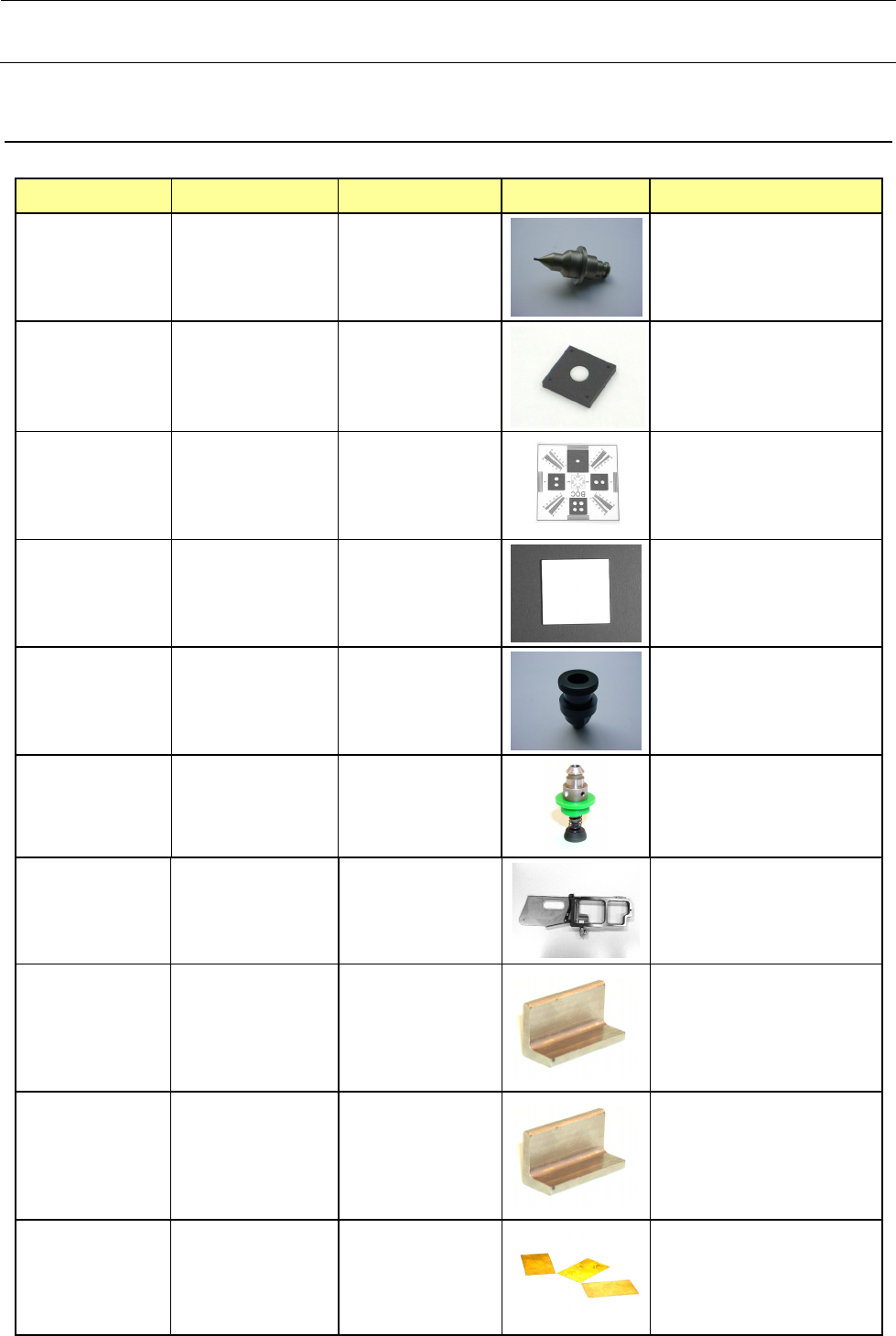
货号 品名 用途 图 备考
40046647 JIG NOZZLE
LNC
激光偏差(补正)
LNC60 用
E51907290A0
CAL 部 V 组 贴片头偏差(补
正)
CAL 片站台
KE-2000 系列共用
E2106998000
摄像机调整治具
OCC 摄像机偏差 KE-2000 系列
KE-700 系列共用
E2107998000
陶瓷基板
(2 英寸)
OCC 摄像机照明
调整
KE-2000 系列共用
40163224 ATC
偏差(补正)
部 350
ATC 偏差(补正)
(组装位置)
JX-350 专用
40001346
吸嘴装配
508
激光偏差
贴装头偏差
ATC 偏差等
KE-2000 系列共用
E6260705JA0
主供料器组件 吸取基准位置偏
移量
与 TF 吸取位置调整用的
相同
40163226
X MSL
安装治具
X 磁尺粘贴治具
JX-350 专用
40114286
Y MSL
安装治具
Y 磁尺粘贴治具
与 KE3020V/3020VR
共用
40008106
MSC 间隙规 用于调整磁尺检
测头
T 0.25mm
T 0.35mm
T 0.45mm