YSM40R_Mainte_E.pdf - 第62页
2-7 2 Daily maintenance items n RS head T he following is the description of RS head with T ype 7203A nozzle as an example. n NOTE See "1.1.1 V acuum level when nozzle is open" in this chapter for nozzle other …
2-6
2
Daily maintenance items
n
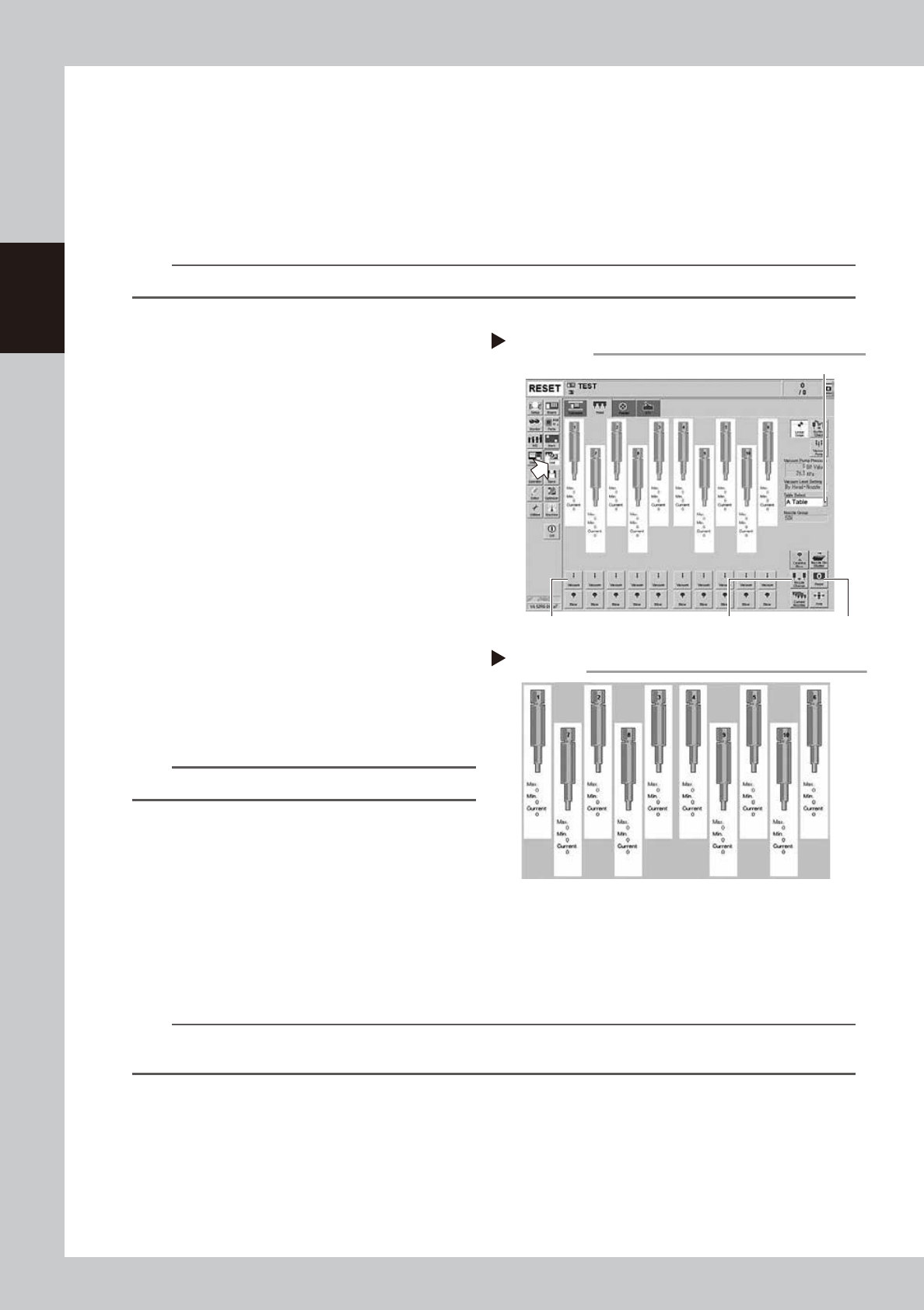
How to check for clogged nozzles (on the [Unit]-[Head] tab screen)
The term "clogged nozzle" used here indicates that material such as solder is adhering to the nozzle hole, causing a rise
in negative pressure even if no component is being picked up by the nozzle. This state might cause problems such as
component mounting errors. Check for clogged nozzles with the following procedures.
As the procedures of MU head, FL head and RS head differ, each procedure is described separately.
n
MU head and FL head
The following is the description of MU head with Type 502A nozzle as an example.
n
NOTE
When checking other nozzles and their vacuum levels, see "1.1.1 Vacuum level when nozzle is open" in this chapter.
e
1
Attach the nozzle.
Press the emergency stop button and attach
Type 502A nozzles to heads on selected
table to be checked. When the machine
has a nozzle station, press the [Nozzle
Change] button to change the nozzles.
54202-N9-00
2
Reset the numerical figure.
1. Open the [Unit] - [Head] tab screen.
Press the [Table selection] button and
select the table that has the head to be
checked.
2. Press the [Reset] button on the lower
right of the screen to reset the vacuum
level values.
3
Generate negative pressure.
Press the [Vacuum] buttons on the [Unit]
- [Head] tab screen for the head to be
checked. When the value starts rising, wait 5
to 10 seconds and set to OFF. Perform this
task to all tables.
n
NOTE
The figure at right shows an example of the MU head.
4
Check the vacuum levels.
1. Check all "Max" values shown in red on
the [Head] tab. If the value is 75 or less, it
is in normal range.
2. If the value is higher than 75, the nozzle
hole might be dirty. See "1.2 Nozzle
cleaning" in Chapter 3 to clean the
nozzle.
54203-N9-00
n
NOTE
If a correct value cannot be obtained from steps 1 to 4 even after cleaning nozzle, the interior of the spline shaft
might be dirty.
Negative pressure generation
Step 1 to 3
[Nozzle Change] button[Vacuum] button [Reset] button
Table Select button
Negative pressure check
Step 4
2-7
2
Daily maintenance items
n
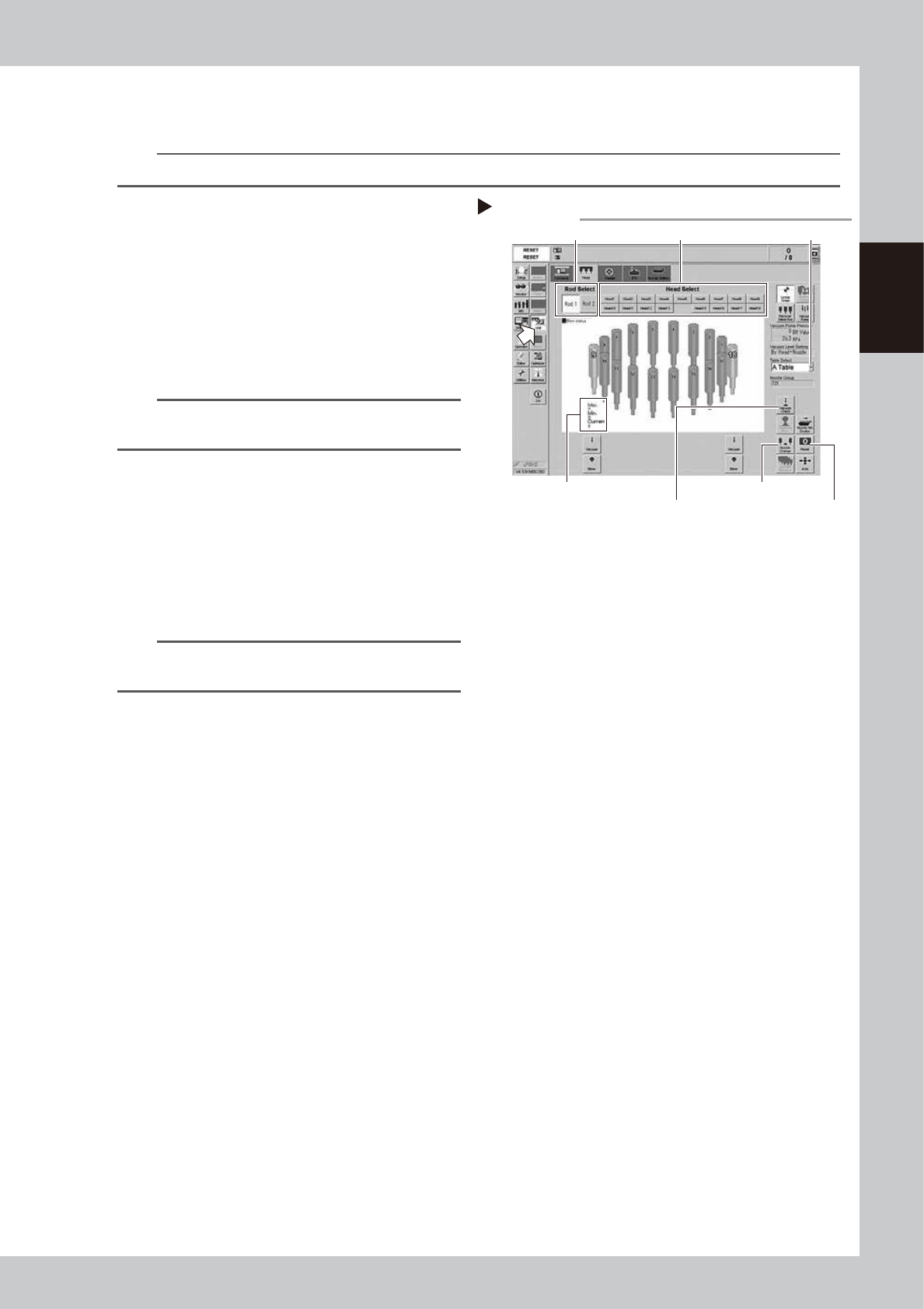
RS head
The following is the description of RS head with Type 7203A nozzle as an example.
n
NOTE
See "1.1.1 Vacuum level when nozzle is open" in this chapter for nozzle other than Type 7203A.
e
1
Attach the nozzle.
Press the emergency stop button and attach
Type 7203A nozzles to heads on selected
table to be checked. When the machine
has a nozzle station, press the [Nozzle
Change] button to change the nozzles.
54206-N9-00
2
Release the "Emergency Stop"
status.
n
NOTE
Perform the RS head vacuum check when the servo is
ON.
3
Reset the numerical figure.
1. Open the [Unit] - [Head] tab screen.
Press the [Table selection] button and
select the table that has the head to be
checked.
2. Press the [Reset] button on the lower
right of the screen to reset the vacuum
level values.
n
NOTE
The negative pressure check of RS head can only be
performed per head individually.
4
Generate negative pressure.
1. Press the [Rod Select] button and select
any rod (Valve axis: spool up-down axis).
Either rod 1 or rod 2 can be selected.
2. If pressing the [Head Select] button to
select the head to be checked, the
rotary of the head unit starts rotating and
the selected head moves under the
selected rod.
3. If pressing the [Vacuum Check] button,
the vacuum pump is activated and the
selected head becomes negative
pressure. When this value starts rising,
wait 5 to 10 seconds and press the
[Vacuum Check] button again and set to
OFF.
5
Check the vacuum levels.
1. Check all "Max" values shown in red on
the vacuum pressure result. If this value is
200 or less then it is in normal range.
2. If higher than 200, then the nozzle hole
might be dirty or the filter clogging might
be detected. See "1.2 Nozzle cleaning"
or "2.6.1 Inspecting and replacing the air
filters" in Chapter 3 to Clean the nozzle or
replace the filter.
Step 1 to 4
[Nozzle Change] button
[Rod Select] button
[Head Select] button
[Reset] button
Table Selec button
RS head negative pressure generation
Vacuum pressure result
[Vacuum Check] button
2-8
2
Daily maintenance items
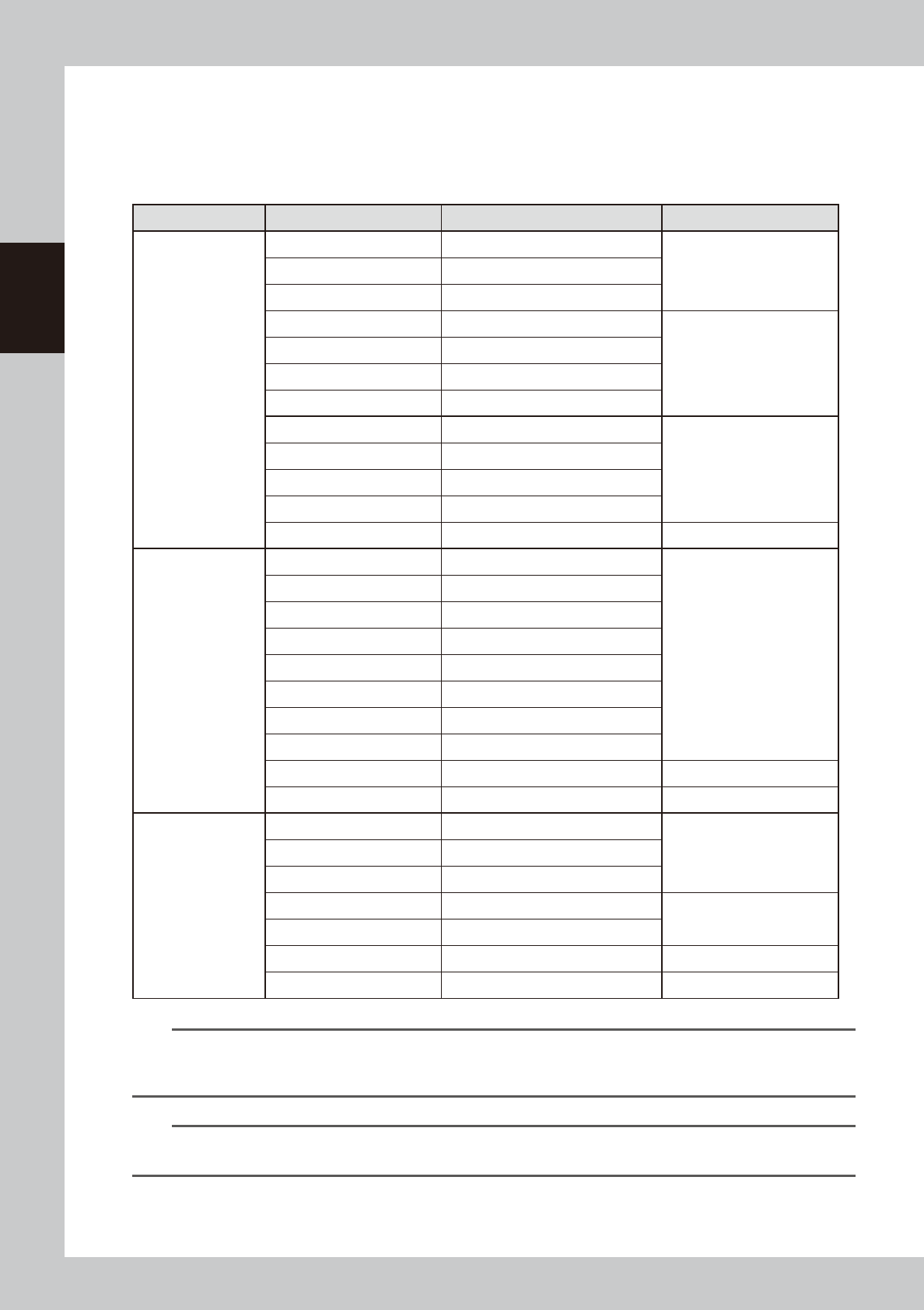
1.1.1 Vacuum level when nozzle is open
The table below shows the vacuum level measured when each nozzle is open.
The values might differ slightly depending on the air source and operating conditions. Use these values for
reference during maintenance.
n
Standard vacuum level when nozzle is open
Head Type Nozzle Standard value when nozzle is open Remarks
MU head
Type500A 180 or less
Standard nozzleType501A 120 or less
Type502A 75 or less
Type510A 180 or less
Narrow-pitch nozzle
Type511A 150 or less
Type512A 100 or less
Type513A 60 or less
Type503A/Type514A* 30 or less
Type504A/Type515A* 30 or less
Type506A/Type517A* 40 or less
Type507A/Type518A* 30 or less
No nozzle 30 or less
RS head
Type7201A 225 or less
Standard nozzle
Type7202A 220 or less
Type7203A 200 or less
Type7204A 150 or less
Type7205A 110 or less
Type7206A 110 or less
Type7207A 110 or less
Type7208A 110 or less
No nozzle** 100 or less
No nozzle/No filter 90 or less
FL head
Type601A 120 or less
Type602A 75 or less
Type603A* 30 or less
Type604A* 30 or less
With O-ring
Type605A* 30 or less
Type606A* 40 or less With V-notch
No nozzle 30 or less
n
NOTE
The nozzle hole of the nozzles marked by asterisk (*) is larger than that of other nozzles. So, if the vacuum levels of a
head using those nozzles marked by asterisk (*) or using no nozzle exceed the above standard values, the air path
(spline shaft, etc.) in the head might be clogged.
n
NOTE
**When the vacuum level does not get 100 or less while nozzle is detached from RS head unit, measure the vacuum
level by detaching the filter.