智茂分板机中文操作手冊_A1 - 第133页
GAM320A 操作說明書 130 代碼 訊息 原因 排除方法 64 切割 X 軸 左右極限雙碰 擊異常 , 請檢查左右極限 切割 X 軸左或右極限感應 器動作異常 檢查切割 X 軸左右極限感 應器是否損毀或線路有無 接錯 65 切割 Y 軸 前後極限雙碰 擊異常 , 請檢查前後極限 切割 Y 軸前或後極限感應 器動作異常 檢查切割 Y 軸前後極限感 應器是否損毀或線路有無 接錯 66 切割 Z 軸 上下極限雙碰 擊異常 , 請檢查上下…
GAM320A 操作說明書
129
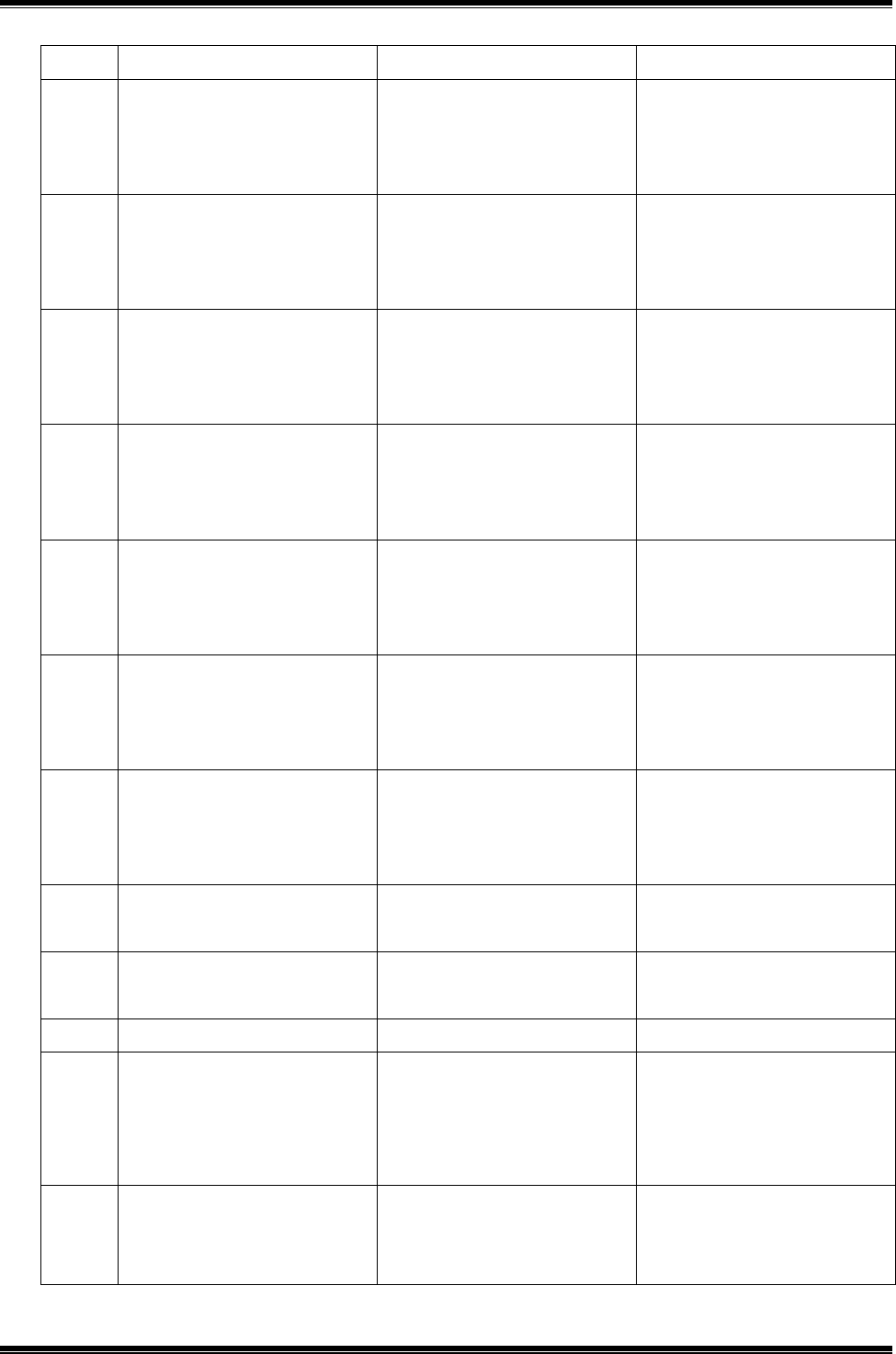
代碼 訊息 原因 排除方法
40 左台板退異常
1.檢知開關異常
2.電磁閥異常
3.氣缸異常
1.調整檢知開關位置或更
換
2.氣壓電磁閥檢測或更換
3.氣缸更換
41 左台板入異常
1.檢知開關異常
2.電磁閥異常
3.氣缸異常
1.調整檢知開關位置或更
換
2.氣壓電磁閥檢測或更換
3.氣缸更換
42 右台板壓板上昇異常
1.檢知開關異常
2.電磁閥異常
3.氣缸異常
1.調整檢知開關位置或更
換
2.氣壓電磁閥檢測或更換
3.氣缸更換
43 右台板壓板下降異常
1.檢知開關異常
2.電磁閥異常
3.氣缸異常
1.調整檢知開關位置或更
換
2.氣壓電磁閥檢測或更換
3.氣缸更換
44 右台板退異常
1.檢知開關異常
2.電磁閥異常
3.氣缸異常
1.調整檢知開關位置或更
換
2.氣壓電磁閥檢測或更換
3.氣缸更換
45 右台板入異常
1.檢知開關異常
2.電磁閥異常
3.氣缸異常
1.調整檢知開關位置或更
換
2.氣壓電磁閥檢測或更換
3.氣缸更換
50 氣壓未開啟,請開啟氣壓
裝置!!
1.氣壓源進氣壓力不足
2.壓力開關調整不當
1.檢查氣壓源壓力需要在
0.5~0.6MPa
2.壓力開關壓力設定不可
高過氣壓源壓力
52 切割 X 軸,復歸失敗
狀態異常
按緊急停止或關機重啟
53 切割 Z 軸,復歸失敗
狀態異常
按緊急停止或關機重啟
55 切割 Y 軸,復歸失敗
狀態異常
按緊急停止或關機重啟
56 機台歸位中被開啟安全
門...
請關閉安全門執行確認..
復歸..
安全門被開啟
關閉閉安全門執行確認
57 機台將進行歸位...
請關閉安全門執行確認..
復歸.
提示 關閉安全門執行確認
GAM320A 操作說明書
130
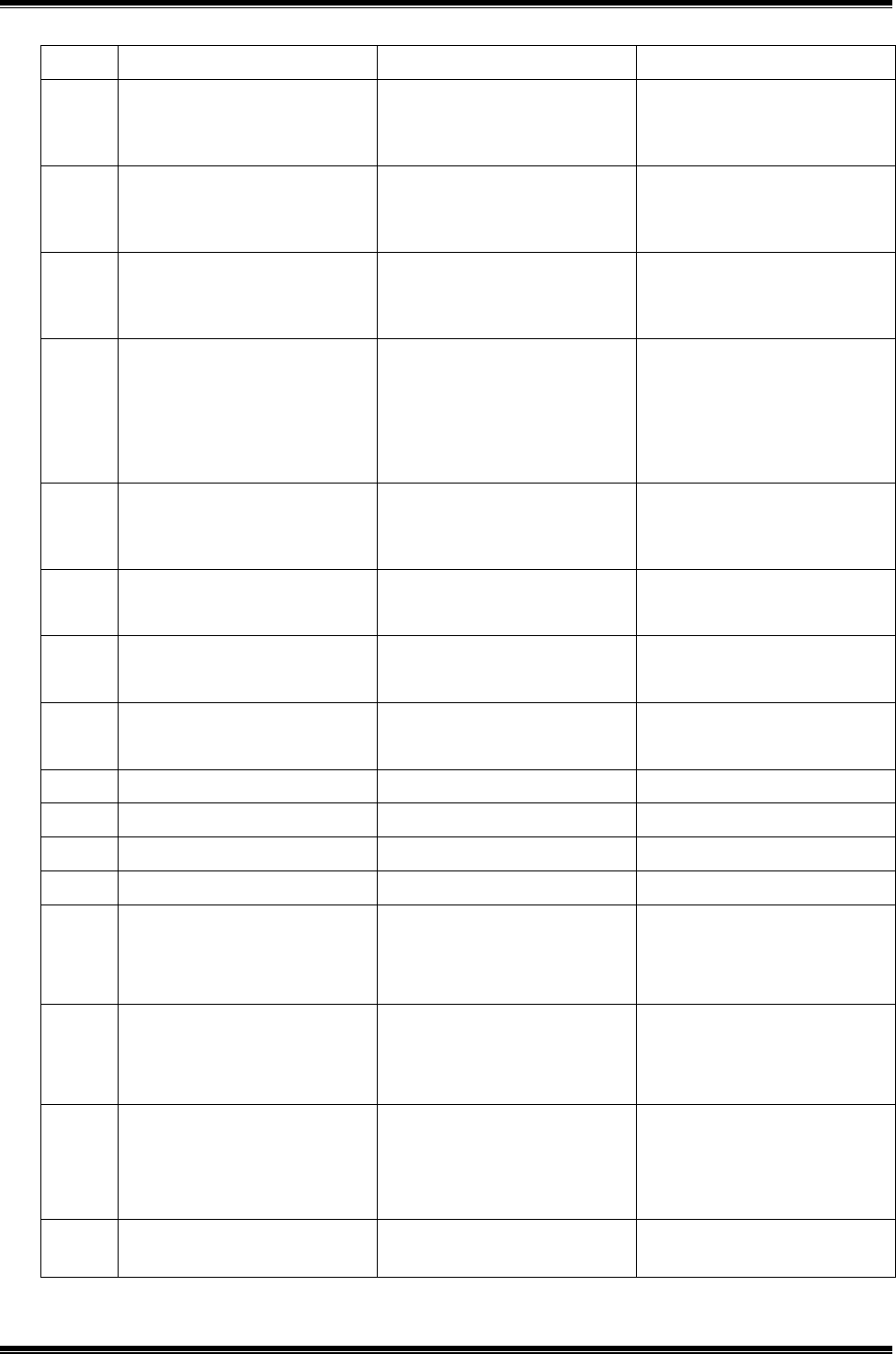
代碼 訊息
原因
排除方法
64 切割 X 軸 左右極限雙碰
擊異常,請檢查左右極限
切割 X 軸左或右極限感應
器動作異常
檢查切割 X 軸左右極限感
應器是否損毀或線路有無
接錯
65 切割 Y 軸 前後極限雙碰
擊異常,請檢查前後極限
切割 Y 軸前或後極限感應
器動作異常
檢查切割 Y 軸前後極限感
應器是否損毀或線路有無
接錯
66 切割 Z 軸 上下極限雙碰
擊異常,請檢查上下極限
切割 Z 軸上或下極限感應
器動作異常
檢查切割 Z 軸上下極限感
應器是否損毀或線路有無
接錯
70 主軸故障-過溫度停機
1.主軸溫度過高
2.溫度感測線損毀
3.溫度感測線接觸不良
1.切割速度放慢
2.檢查進氣壓力在應在
0.15 MPa
3.接牢線路
4.更換驅動器/主軸
71 主軸故障-過負載
主軸電流過高 1.切割速度放慢
2.更換驅動器/主軸
3.聯繫客服人員
90 安全門被開啟....請關閉
安全門執行確認..歸位..
安全門被開啟提示 關閉安全門
91 碰觸左安全光柵....執行
確認..歸位..
觸擊左台板安全光柵 離開光柵觸擊
92 碰觸右安全光柵....執行
確認..歸位..
觸擊右台板安全光柵 離開光柵觸擊
99 安全門被開啟 工作停止
安全門被開啟提示 關閉安全門
100 安全門已被開啟
安全門被開啟提示 關閉安全門
200 碰觸左安全光柵
觸擊左安全光柵 離開光柵觸擊
201 碰觸右安全光柵
觸擊右安全光柵 離開光柵觸擊
202 左台板-MARK 點取像失
敗,請取出基板再執行確
認
MARK 點污損無法辨識 取出基板再執行提示視窗
確認鍵
203 右台板-MARK 點取像失
敗,請取出基板再執行確
認
MARK 點污損無法辨識 取出基板再執行提示視窗
確認鍵
205 主軸驅動器通訊異常,請
檢查通訊狀況
1.主軸驅動器 RS-485 通訊
連接線損壞
2.主軸驅動器 RS-485 通訊
連接線接觸不良
1.檢查 RS-485 通訊線路
206 碰觸安全光柵
單一台板模式下,安全光
柵範圍內有遮蔽物
確認遮蔽物離開光柵區,
再按確認鍵
GAM320A 操作說明書
131
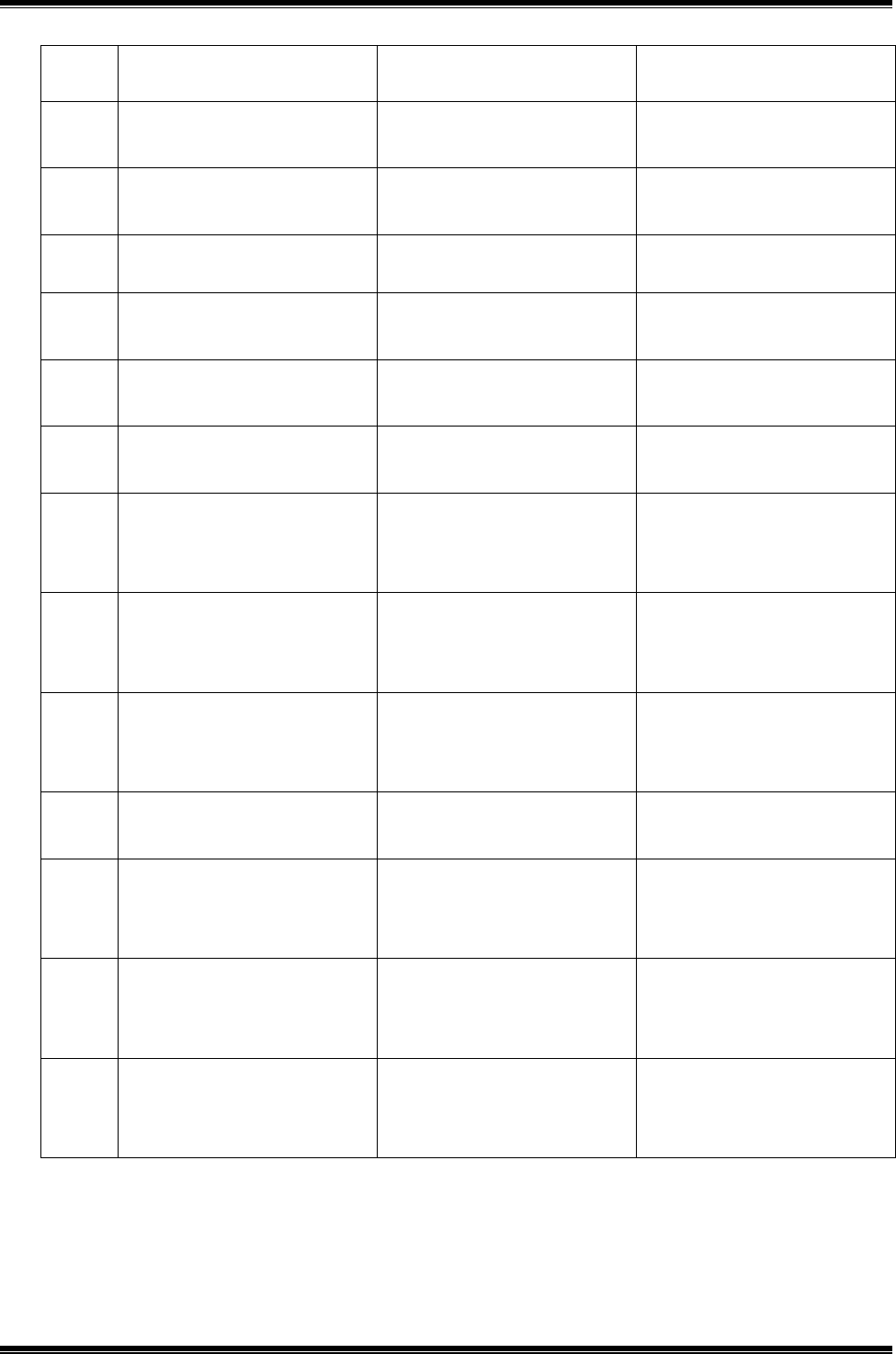
代碼 訊息 原因 排除方法
207 左側拉門被開啟
請關閉拉門再執行確認
左台板移動過程中左側拉
門被開啟。
關閉左側拉門後點擊確
認。
208 右側拉門被開啟
請關閉拉門再執行確認
右台板移動過程中右側拉
門被開啟。
關閉右側拉門後點擊確
認。
210 MES 要求停止!
MES 伺服端傳送停止要求。 點擊確認,機台停止作業
並回到待命狀態。
213 檢測斷針或無針/滑刀狀
況(銑刀位置不正確)
斷針或無刀/滑刀狀況通
知
1.安裝新銑刀
2.檢查銑刀位置
214 (手動)檢測斷針或無針
斷針或無刀通知 依狀態進入更換銑刀作業
215 (離線)銑刀壽命已達
確認後進入更換洗刀作業
更換銑刀 依狀態進入更換銑刀作業
216 檢測滑刀狀況(銑刀位置
不正確)請執行確認進入
換刀或重新夾持選項
更換銑刀後,檢測到銑刀
位置裝置不正確。
點擊確認並重新執行換刀
或調整銑刀夾持位置。
221 (手動)左台板檢測斷針
請取出左台板基板再執行
確認更換
(手動換刀模式)檢測斷針
1.取出左台板基板
2.確認後依狀態進入更換
銑刀作業
222 (手動)右台板檢測斷針
請取出右台板基板再執行
確認更換
(手動換刀模式)檢測斷針
1.取出右台板基板
2.確認後依狀態進入更換
銑刀作業
223 (手動)銑刀壽命已達
確認後進入更換銑刀作業
(手動換刀模式)銑刀壽命
已達
確認後依狀態進入更換銑
刀作業
228 左基板條碼讀取失敗
請取出左台板基板再執行
確認更換
1.條碼髒汙
2.讀取環境不適
1.取出基板再執行確認
2.重新設定條碼讀取設定
229 右基板條碼讀取失敗
請取出右台板基板再執行
確認更換
1.條碼髒汙
2.讀取環境不適
1.取出基板再執行確認
2.重新設定條碼讀取設定
254 左台板-防呆 MARK 點取像
失敗,請取出基板再執行
確認
MARK 點污損無法辨識 在左台板取出基板再執行
確認鍵