智茂分板机中文操作手冊_A1 - 第22页
GAM320A 操作說明書 19 3. 生產狀態區:如圖 6-2-4 。 (1) 總生產量:機台累計生產量 ( 點選數字可歸零 ) 。 (2) 累計工時 ( 時 / 分 ) :機台累計切割時間 ( 點選數字可歸零 ) 。 (3) 有效刃長 / 加深距離:顯示已剩餘刃長及需要加深之距離。 (4) 銑刀累計切割距離 : 累計切割基板之距離到達銑刀設定之壽命時通知更換 。 (5) 產品編號:切割路徑資料檔案名稱。 (6) 產品名稱:切割路徑檔…

GAM320A 操作說明書
18
A.間距:影像單步移動距離。
B.目標確認:做用等同按空白鍵。
C.X 鍵:滑鼠左鍵單擊控制 X 軸移動。
D.Y 鍵:滑鼠左鍵單擊控制 Y 軸移動。
E.Z 鍵:按住滑鼠左鍵不放控制 Z 軸移動。
F.對焦鍵:滑鼠左鍵單擊,移動鏡頭至標準焦距位置;再次單擊,鏡
頭移至上限點。
G.光源選擇及調整:調整影像之明暗、對比、彩度。
H.修正焦距鍵:當焦距有所偏差時,利用 Z 鍵上下調整對焦後按此鍵。
I.明暗修正鍵:當 CCD 影響明暗度不理想時,可做變更。
GAM320A 操作說明書
19
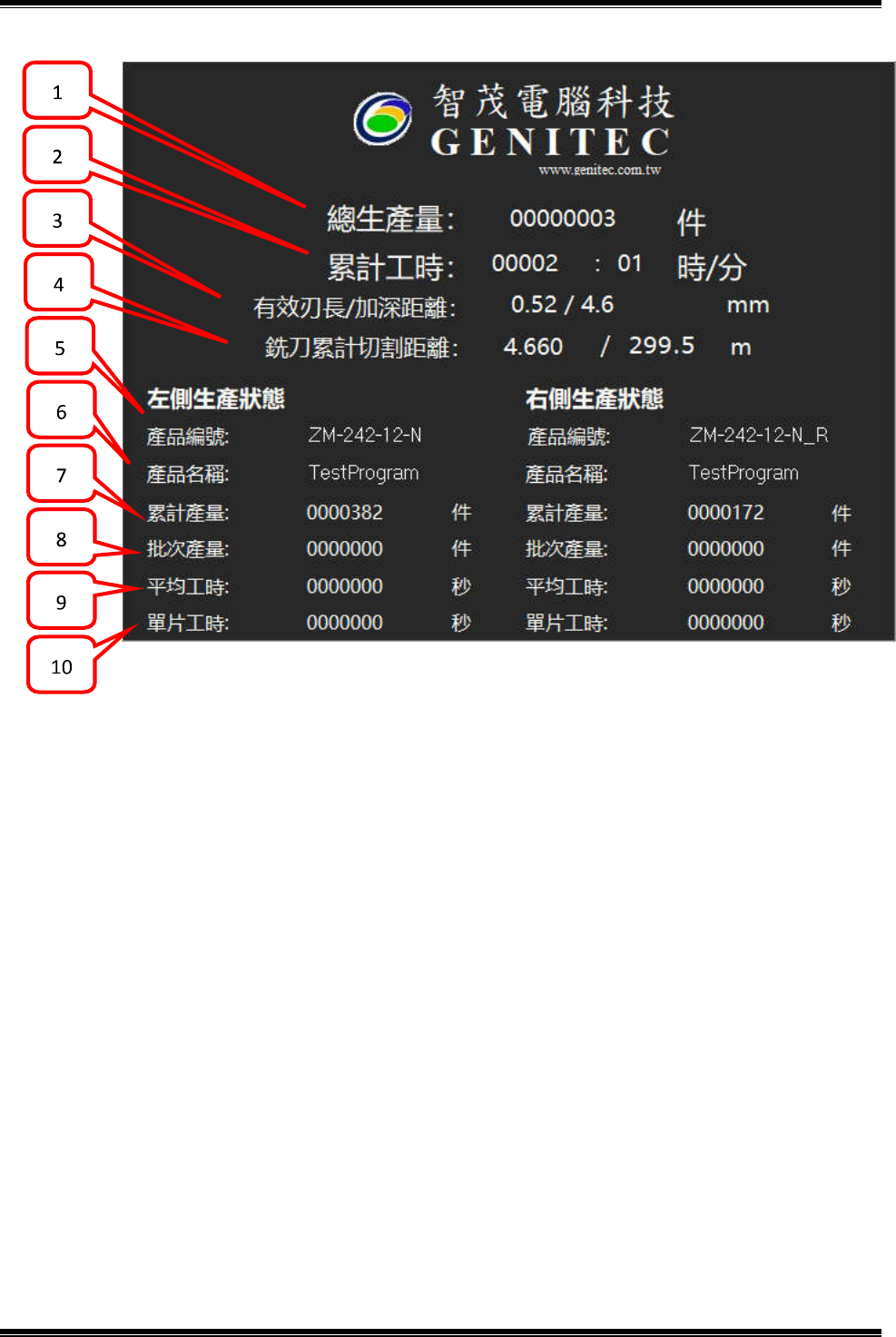
3.生產狀態區:如圖 6-2-4。
(1)總生產量:機台累計生產量(點選數字可歸零)。
(2)累計工時(時/分):機台累計切割時間(點選數字可歸零)。
(3)有效刃長/加深距離:顯示已剩餘刃長及需要加深之距離。
(4)銑刀累計切割距離:累計切割基板之距離到達銑刀設定之壽命時通知更換。
(5)產品編號:切割路徑資料檔案名稱。
(6)產品名稱:切割路徑檔案所在之資料夾名稱。
(7)累計產量:產品累計生產量(無法歸零)。
(8)批次產量:產品批次產量(點選數字可歸零)。
(9)平均工時:完成物料切割之單一循環時間(上下料+進出料+切割時間)。
(10)單片工時:切割一片板子的時間。
圖 6-2-4
○
○
○
○
○
○
○
○
○
○

GAM320A 操作說明書
20
4.功能區:如圖 6-2-5。
圖 6-2-5