智茂分板机中文操作手冊_A1 - 第53页
GAM320A 操作說明書 50 G. 銑刀加深:加深次數會依設定參數自動運算刃長與加深距離,加深後 會被記憶,以便下次開機從記憶處開始工作。 a. 以銑刀直徑 1.2mm 標準刃長 7mm , 設定 :過行程為 1mm 、 加深間距為 1mm ,如圖 6-6-8( 安全距離為內定值 0.5mm 不能修改 ) 安全距離為 0.5mm 板厚 1.6mm 過行程 1mm 刃長 7mm 有效刃長 5.5mm b. 銑刀加深模式分為循環模式、不…
GAM320A 操作說明書
49
G.速度:切割行進之速度,依銑刀直徑及板厚之關係(如圖 6-6-6),取得
最佳切割品質,預設值 20mm/sec。
H.不加深勾選:勾選不加深時,不做加深動作;不勾選不加深時,會做
加深動作,如圖 6-6-9
I.銑刀歸零鈕:銑刀累計切割距離歸零。
○
3
說明:
A.影像中心之銑刀圓,依銑刀直徑改變立即更新。
B.銑刀鈍化之狀況依銑刀本身品質與切割物件的好壞被決定。
C.切割品質的好壞評定項目包含:毛邊的產生、切面平整度、切削應力
值等。所以配合銑刀直徑,微調銑刀壽命值、切割速度。在最佳品質
與最佳效率間取得平衡。
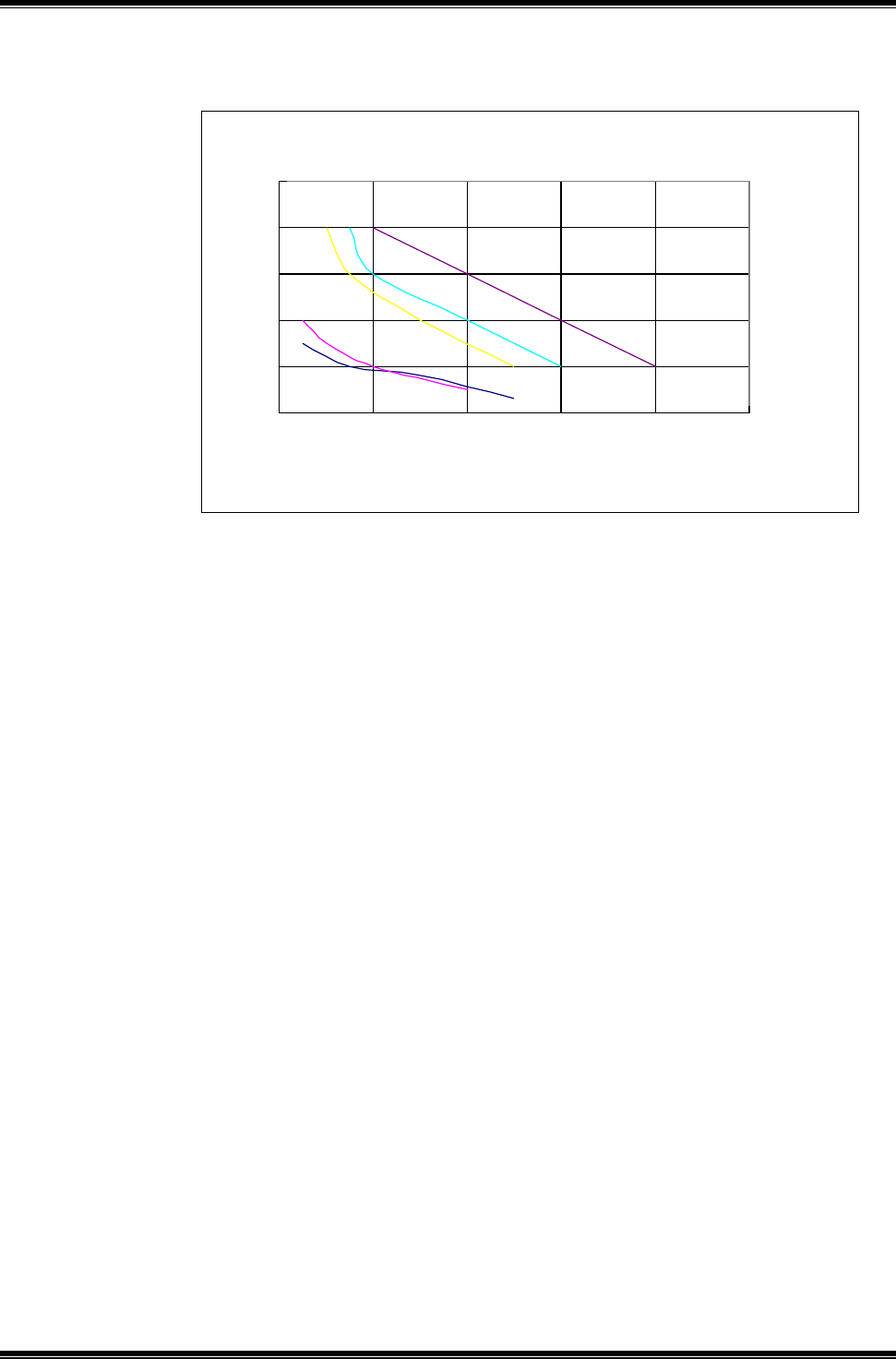
D.切割速度之設定與銑刀直徑及板厚有關。原則上越大銑刀直徑可設定
較快的切割速度;相反地,越大的板厚應減慢速度。上圖 6-6-7 銑刀
直徑-板厚-切割速度之對應參考值。
E.速度設定值,將成為切割路徑資料中,速度欄位之預設值。
F.過高的提刀高度會影響作業效率,原則上提刀高度值,只要高於電路
板上最高的元件再高 1〜3mm 即可。
銑刀直徑-板厚-切割速度參考表
直徑1.0mm
直徑1.5mm
直徑2.0mm
直徑2.5mm 直徑3.0mm
0
1
2
3
4
5
0 20 40 60 80 100
切割速度mm/sec
板厚mm
圖 6-6-7
GAM320A 操作說明書
50
G.銑刀加深:加深次數會依設定參數自動運算刃長與加深距離,加深後
會被記憶,以便下次開機從記憶處開始工作。
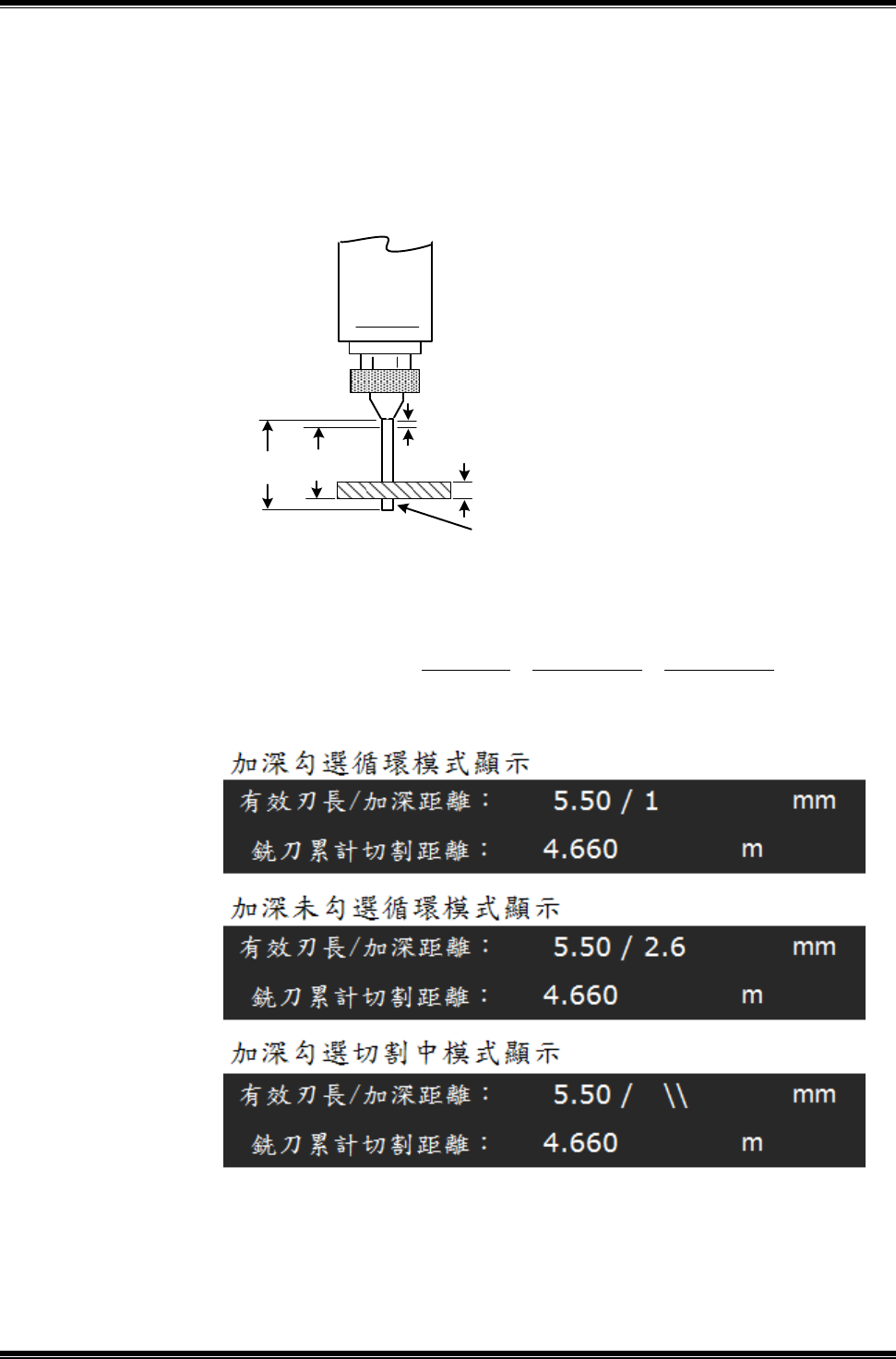
a.以銑刀直徑 1.2mm 標準刃長 7mm,設定:過行程為 1mm、加深間距為
1mm,如圖 6-6-8(安全距離為內定值 0.5mm 不能修改)
安全距離為 0.5mm
板厚 1.6mm
過行程 1mm
刃長
7mm
有效刃長
5.5mm
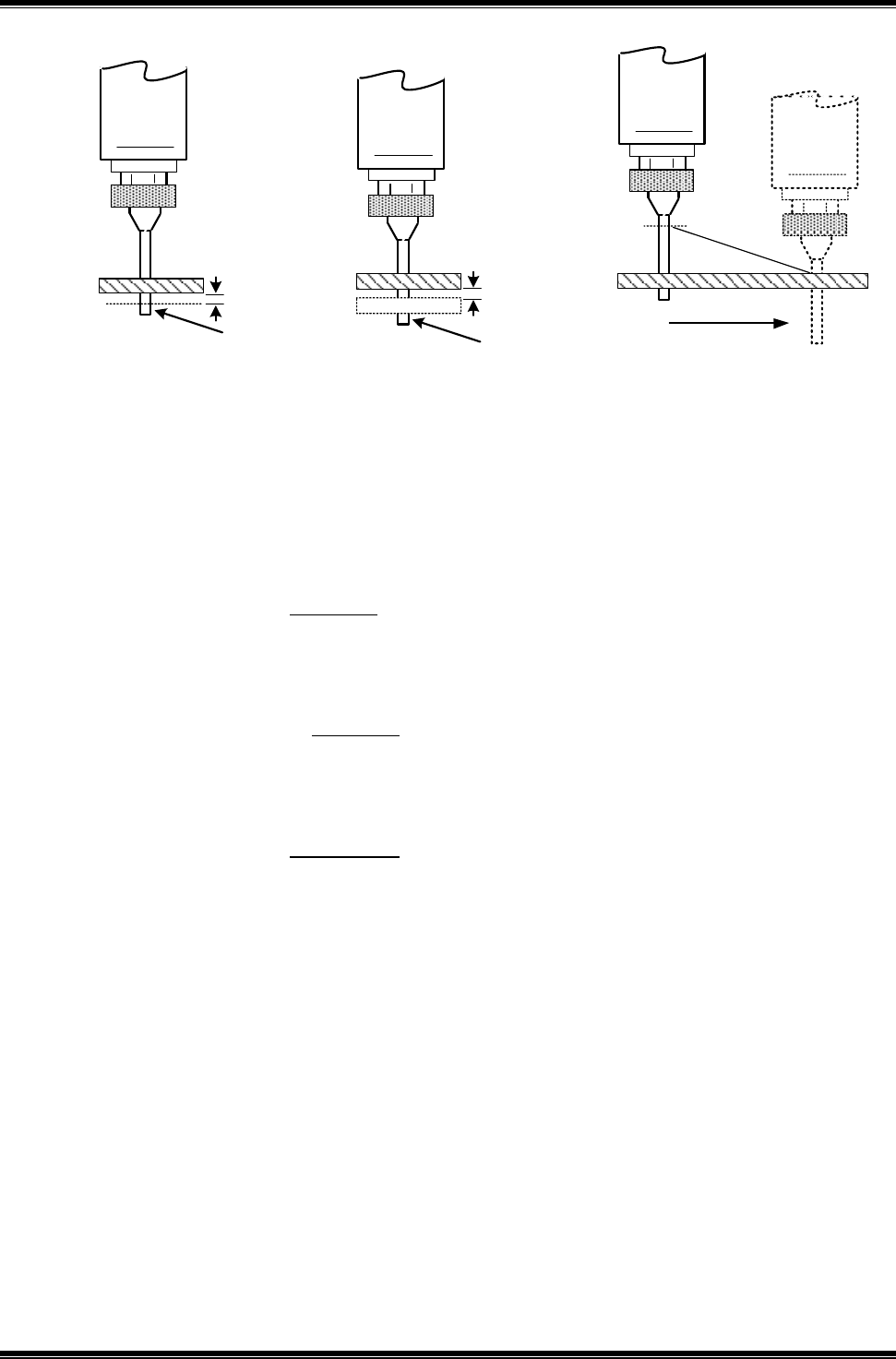
b.銑刀加深模式分為循環模式、不循環模式和切割中模式三種,如圖
6-6-9
圖 6-6-8
GAM320A 操作說明書
51
過行程 1mm
加深間距 1mm
過行程 1mm
加深間距 1mm
勾選循環模式
未勾選循環模式 勾選切割中模式
c.有效刃長為總刃長-過行程距離-安全距離。
d.勾選循環模式:每切割完成一次便加深 1mm (加深間距),直到運算
大於有效刃長回最初下刀點繼續做循環,直到銑刀
設定壽命切割距離到達換刀,如圖 6-6-9
e.未勾選循環模式:已切割至銑刀設定壽命切割距離到達,做一次加
深 2.6mm(運算在有效刃長內)加深(板厚+加深間
距) 直到運算大於有效刃長換刀,如圖 6-6-9
f.勾選切割中模式:動作為每筆下刀切割時銑刀 Z 軸以切割速度下切,
依切割長度銑刀 Z 軸最大下降到銑刀刃長安全高
度,如圖 6-6-9
圖 6-6-9