智茂分板机中文操作手冊_A1 - 第62页
GAM320A 操作說明書 59 ○ 2 說明: A. 當工作台進入切割區時,系統將自動執行自動光學對位功能。 B. 同點不提刀:若目前切割路徑之提刀點,與下一切割路徑之下刀點為 同座標值,系統將不提刀執行下一切割路徑。 C. 切割路徑資料形態為直線時,座標點紀錄於切割路徑資料欄位中之起 始點及終止點,第二點欄位無意義,如圖 6-8-2- ① 。 D. 切割路徑資料形態為圓弧時,座標點紀錄於切割路徑資料欄位中之起 始點、 第 二點及終止…

GAM320A 操作說明書
58
1.注意事項:
(1)執行程式功能前,自行完成對位功能,如果對位失敗或無執行定位點設定,
會出現視窗提示。
(2)程式功能主要目的,是建立切割路徑資料。在單程式雙台板模式,輪流切
割作業中,只需建立一次切割路徑資料即可;在雙程式雙台板輪流切割作
業中,則需分別建立右台板及左台板切割路徑資料。
(3)本功能設定值將儲存於切割路徑資料檔。使用者應自行決定是否儲存或另
存新檔。
2.步驟:
(1)點選程式鈕,展開程式功能選單,再點選程式鈕一次,關閉程式功能選單。
(2)置入電路板於治具上,按料盤按鈕令工作台進入切割區。
(3)點選新增鈕,系統進入新增狀態,再按一次新增鈕,結束新增功能,如圖
6-8-1。
○
1
步驟:
A.點選路徑,確定切割路徑資料形態(路徑)。
B.點選切削模式,確定上下刀形態(切割模式)。
C.使用滑鼠左鍵拖曳或點擊移動功能,移動攝影機至下刀點位置,使銑
刀圓落在欲切割邊相切齊。
D.使用鍵盤 Enter 鍵,以取得點座標資料,記錄於切割路徑欄位中。
E.重覆 C~D 步驟,直到完成所有切割路徑資料建立。
圖 6-8-1
GAM320A 操作說明書
59
○
2
說明:
A.當工作台進入切割區時,系統將自動執行自動光學對位功能。
B.同點不提刀:若目前切割路徑之提刀點,與下一切割路徑之下刀點為
同座標值,系統將不提刀執行下一切割路徑。
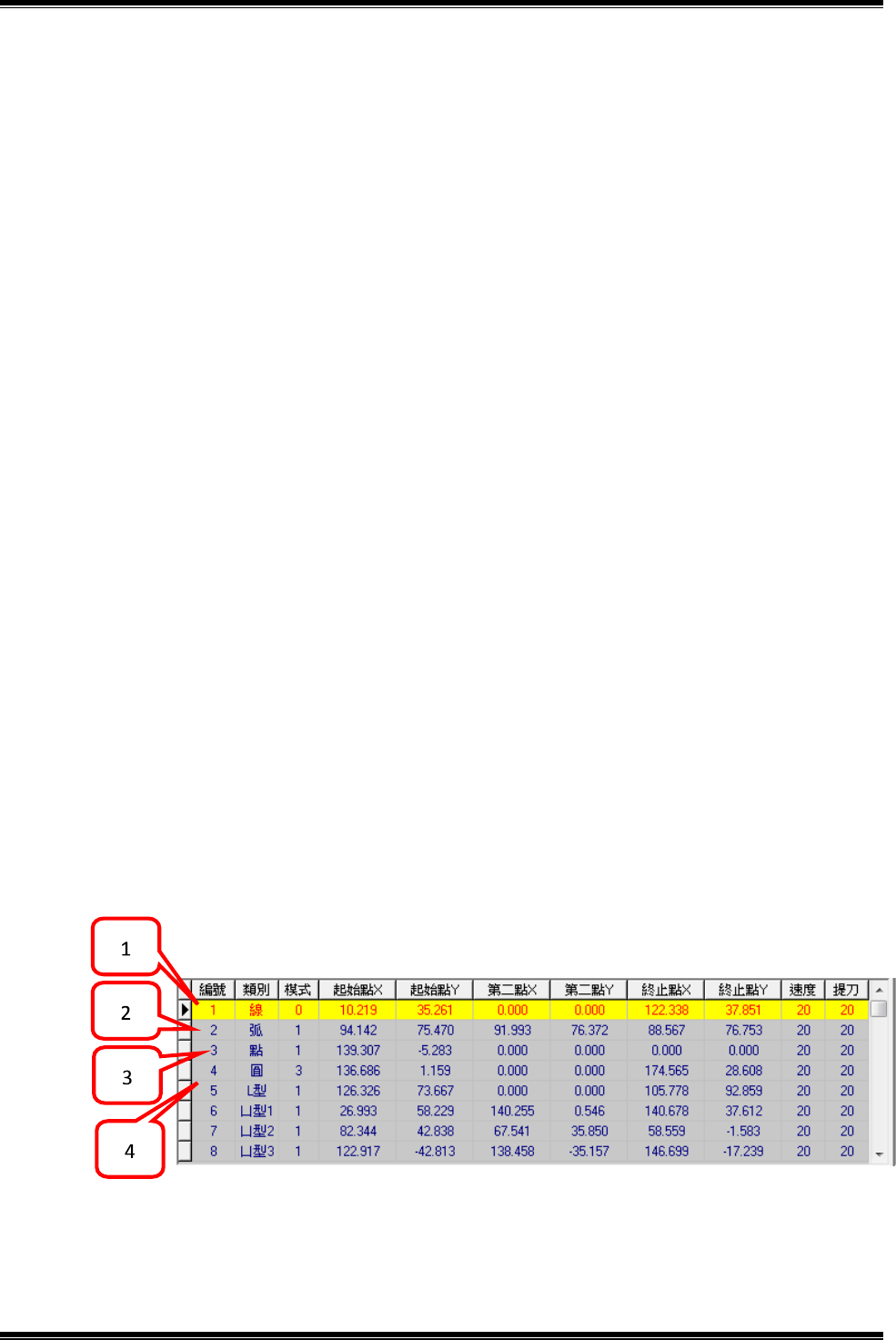
C.切割路徑資料形態為直線時,座標點紀錄於切割路徑資料欄位中之起
始點及終止點,第二點欄位無意義,如圖 6-8-2-①。
D.切割路徑資料形態為圓弧時,座標點紀錄於切割路徑資料欄位中之起
始點、第二點及終止點(如圖 6-8-2-②)。加選封閉功能時,系統自動
依三點成弧之曲率延伸為封閉圓;路徑資料形態將以「圓」類別表示(如
圖 6-8-2-④)。
E.切割路徑資料形態為點時,座標點紀錄於切割路徑資料欄位中之起始
點,第二點及終止點無用(如圖 6-8-2-③)。點切割形態,主要作為鑽
孔用途。
F.選用切削模式之準則,在於完成優良的切割品質,但會影響作業效率。
使用者應於品質及效率間求取平衡。
G.切削模式屬複選式功能, 若複選功能時,累加其代號顯示於切割模式
欄位中。
H.切割路徑資料中,速度欄位預設值來自銑刀設定中之速度值。
I.新增座標點過程中,若取點失誤(準),可使用鍵盤 BackSpace 鍵,退
回前點後再重新取點。
J.若切割路徑為直角轉彎形式,將終止點同時設為下一筆之起始點,就
可以連續切割。
圖 6-8-2
○
○
○
○
GAM320A 操作說明書
60
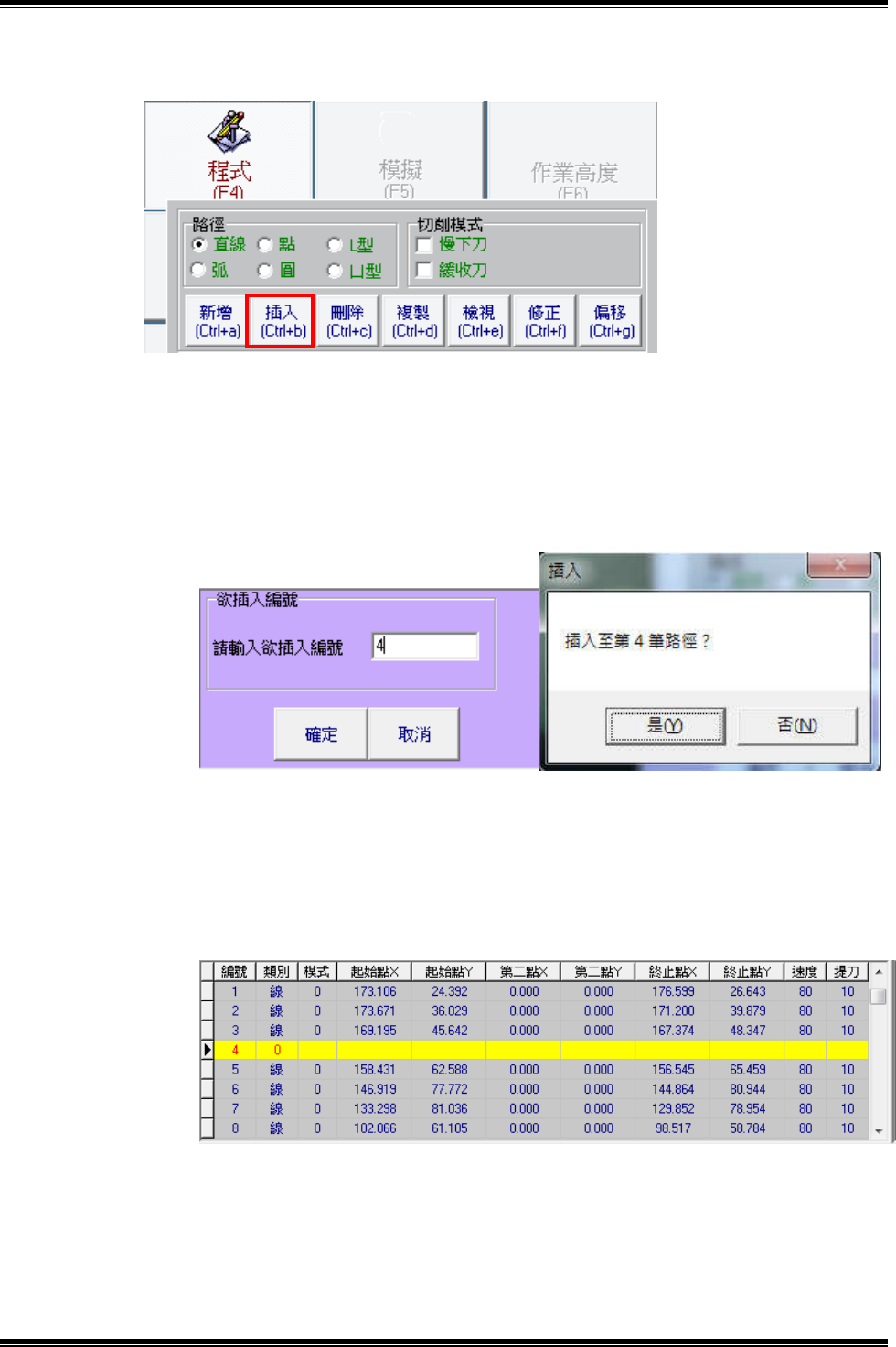
(4)點選插入鈕,系統進入插入狀態,再按一次插入鈕,結束插入功能,如圖
6-8-3。
○
1
步驟:
A.輸入欲插入之編號切割路徑資料,按確定後,出現插入確定訊息,如
圖 6-8-4。
B.點選「是」,系統將進入取點狀態(如圖 6-8-5)。使用滑鼠左鍵拖曳或
點擊移動功能,移動攝影機至下刀點位置,使銑刀圓落在欲切割邊相
切齊。
圖 6-8-3
圖 6-8-4
圖 6-8-5