Service Information - 第18页
用于 服务 工程师 服务 信息 SI18020008E - 000 = Y SM10 后送料 库改造 程序 18/65 移动下部 铲刀时, 测量 刀具 刀片 的整 个部 分。 第 3 步。 测量上 铲刀和 下铲刀 之间的 间隙。 下 刀片 上部 刀片 感觉 仪表。 横截面 视图 规范 0. 01 毫米 可以插入 0. 02 无法插入 毫米
用于服务
工程师
服务
信息
SI18020008E-000 = YSM10
后送料库改造程序
17/65
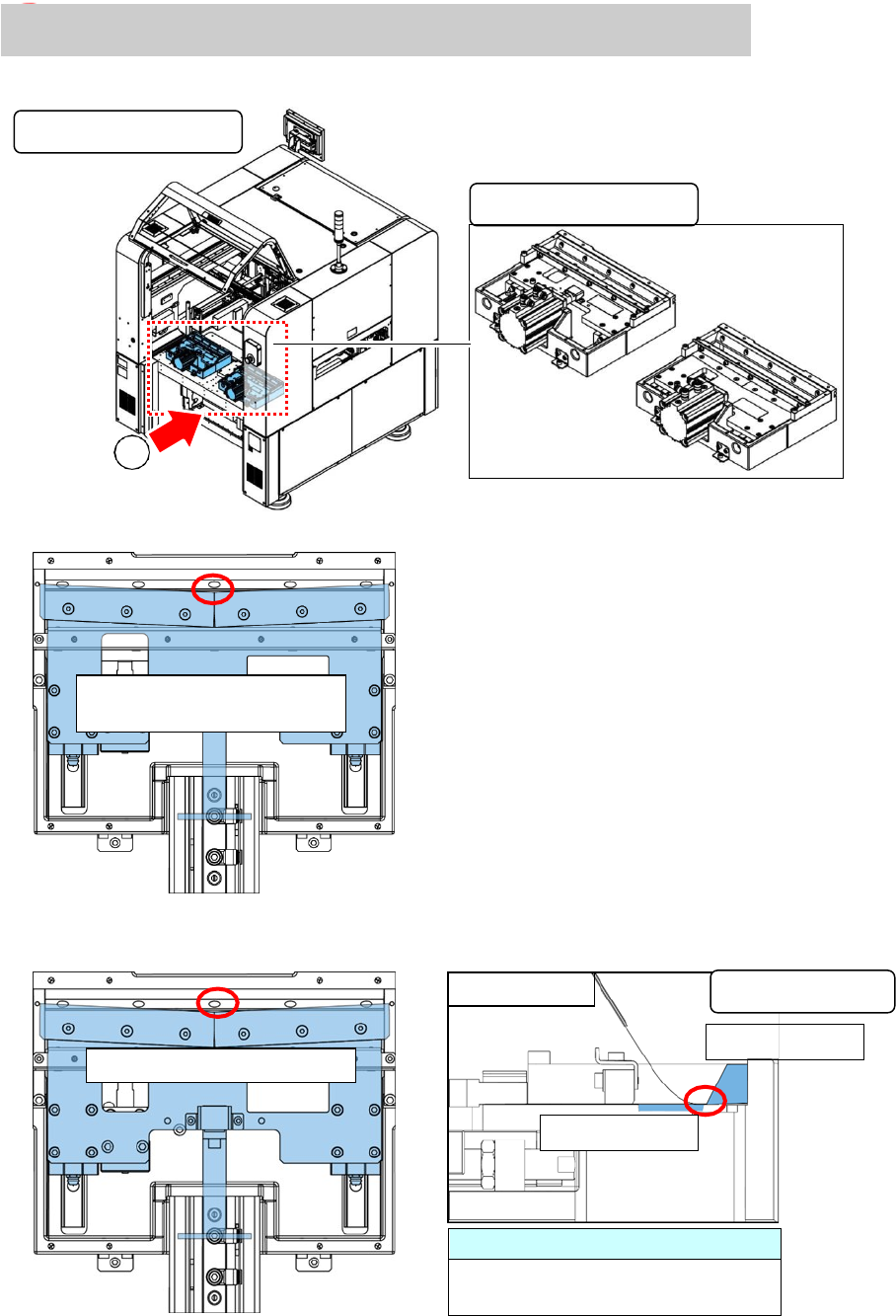
机器 后视图
主 刀具 24 亚西
a
3.8
C呵呵, 切割机的间隙 叶片
第 1 步。 将下部刀片移动到下图所示的位置。
第 2 步。测量上铲刀和下铲刀之间的间隙。
规范
0.01
无法插入 毫米
0.02
毫米
可以插入
上刀片在中心下刀片上重叠
插入 一个测人仪。
下 刀片
上部 刀片
横截面 视图
感觉 仪表。
用于服务
工程师
服务
信息
SI18020008E-000 = YSM10
后送料库改造程序
18/65
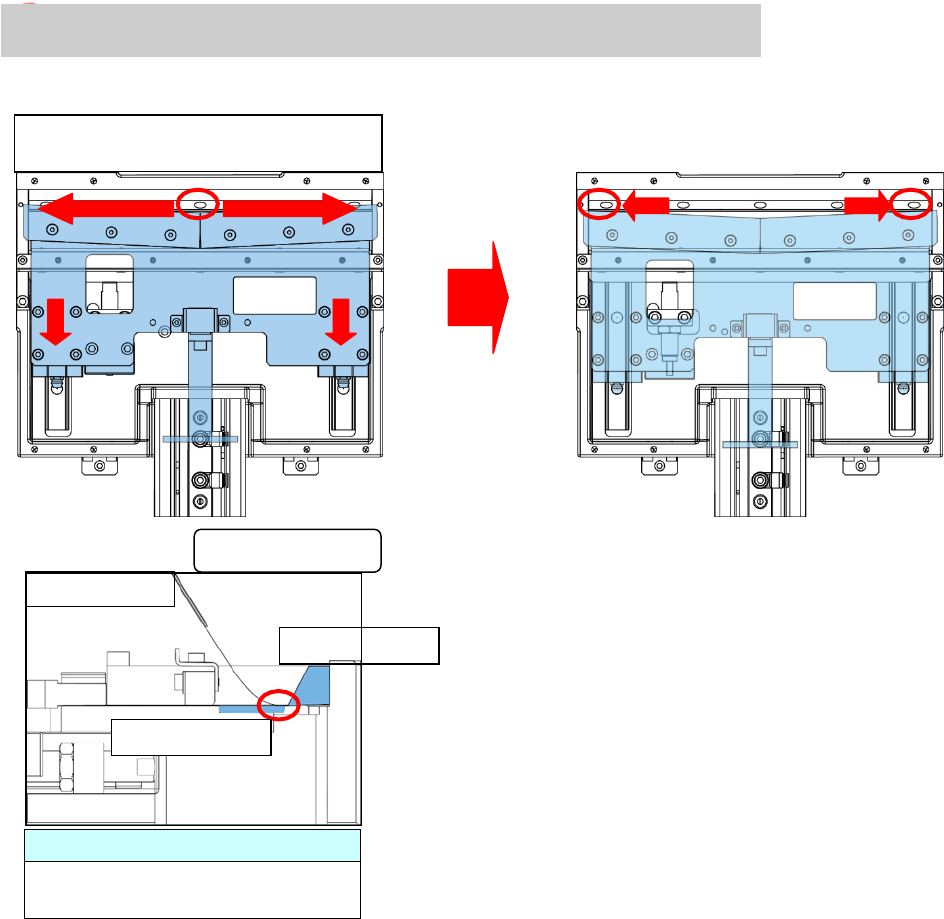
移动下部铲刀时,测量刀具刀片的整个部
分。
第 3 步。测量上铲刀和下铲刀之间的间隙。
下 刀片
上部 刀片
感觉 仪表。
横截面 视图
规范
0.01
毫米 可以插入
0.02
无法插入
毫米
用于服务
工程师
服务
信息
SI18020008E-000 = YSM10
后送料库改造程序
19/65
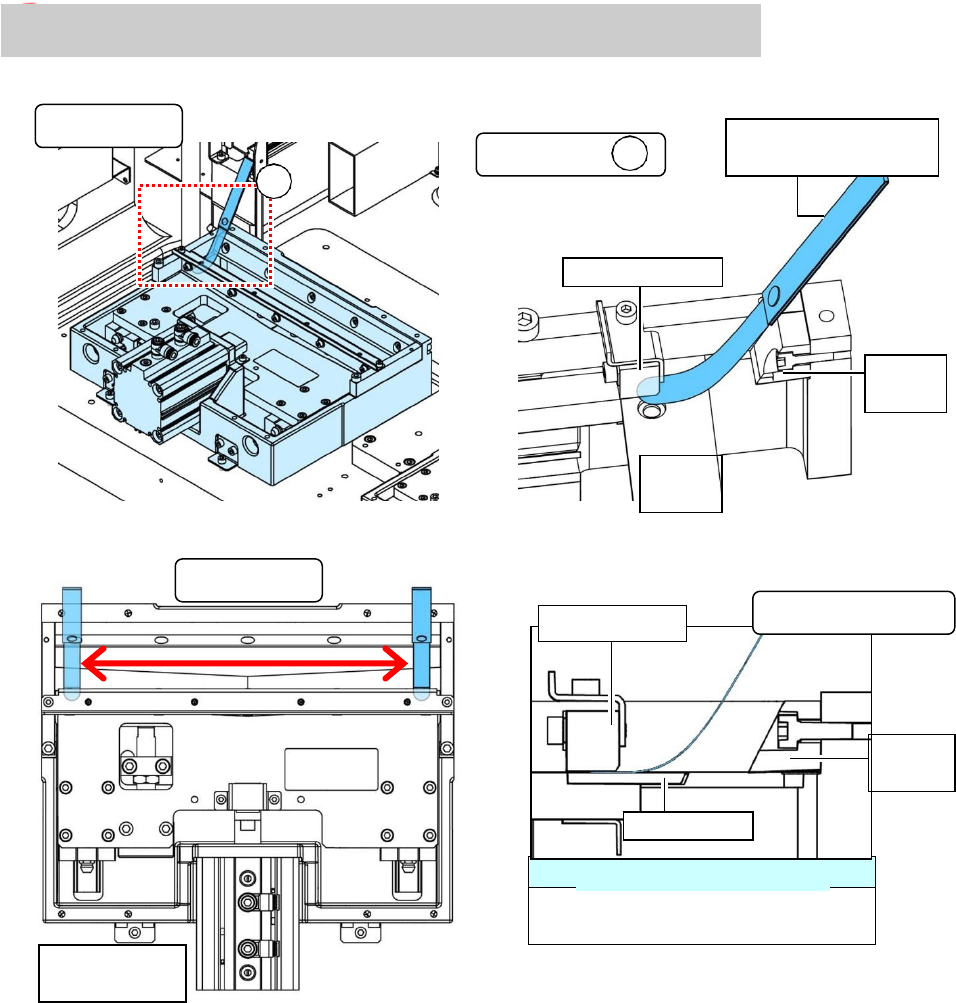
切割机
支架
横截面视图
上部
刀片
下
刀片
规范
0.1
毫米 可以插入
0.2
无法插入
毫米
切割机 单
A
感觉仪表
0.1 毫米或 0.2 毫
上部
刀
片
切割机
支架
下
刀片
放大视图:
A
顶部视图
测量 整个刀
片
第 4 步。检查下铲刀和刀具支架之间的间隙
第 5 步。检查 R2 侧。请参阅
步骤 1 到 4。