591968 Heller Chinese Manual Rev-C - 第120页
11 5 VIII . 低氮气压 力 检查: A 、压力开关 1 、检查氮气主输入口附 近的压力开关的设置。 注意:以大流量 充氮 回 流炉时,输入压力可能 降低。压力开 关的设置必须 将此考虑在内 。 2 、检查确认设备的氮气 主气源开启,并 以正确的压 力和流量工作。 IX .氧气 PPM 水平不稳 定或过高 检查: 确认回流炉顶盖完全关 闭,助焊剂收 集箱到位并牢 固锁定。 氧气 PPM 读数不稳定的原因可能是 以下一个或多 个因…
114
图
13
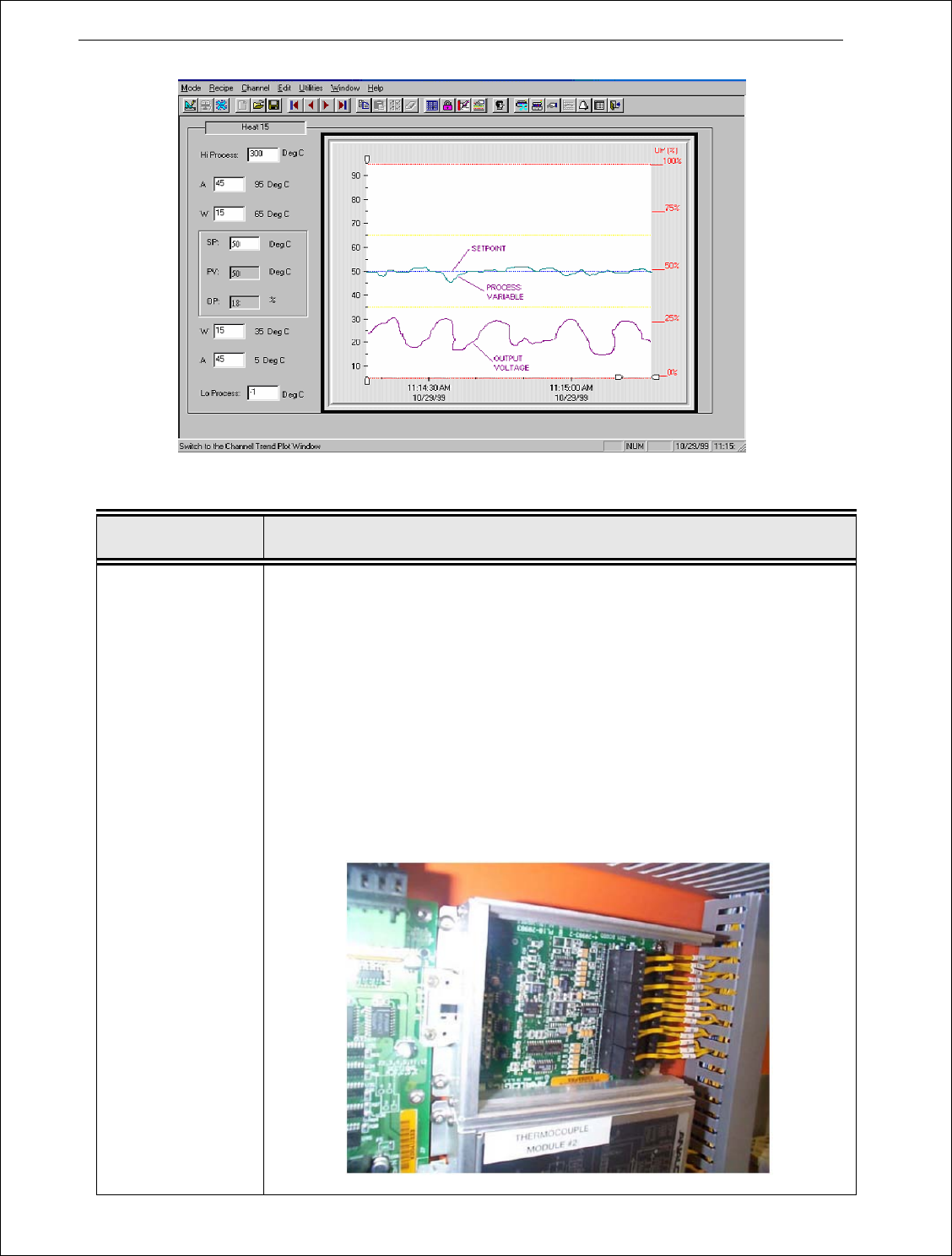
VII
.升温速率报警
检查:
A、热电偶
1、在加热区接通电源后,计算机预期加热区将在 60 秒内温升 5
℃。(注意:
参见“系统软件操作指南”一章的“系统设置”部分,对该值进行调整)
如果计算机发现温升与此不符,将报告该控制区“升温速率报警”,该
控制区的热电偶可能短路。(如果热电偶在加热丝模块外短路,将不会
读取加热区的温度,而是回流炉外的温度)
2、打开回流炉,运行 (Wakeup)程序。(
参见“系统软件操作指南”一章,
)。
将有问题加热区的设定点更改为 50℃。检查确认该区确实在加热。否
则参见
第
III
部分
。
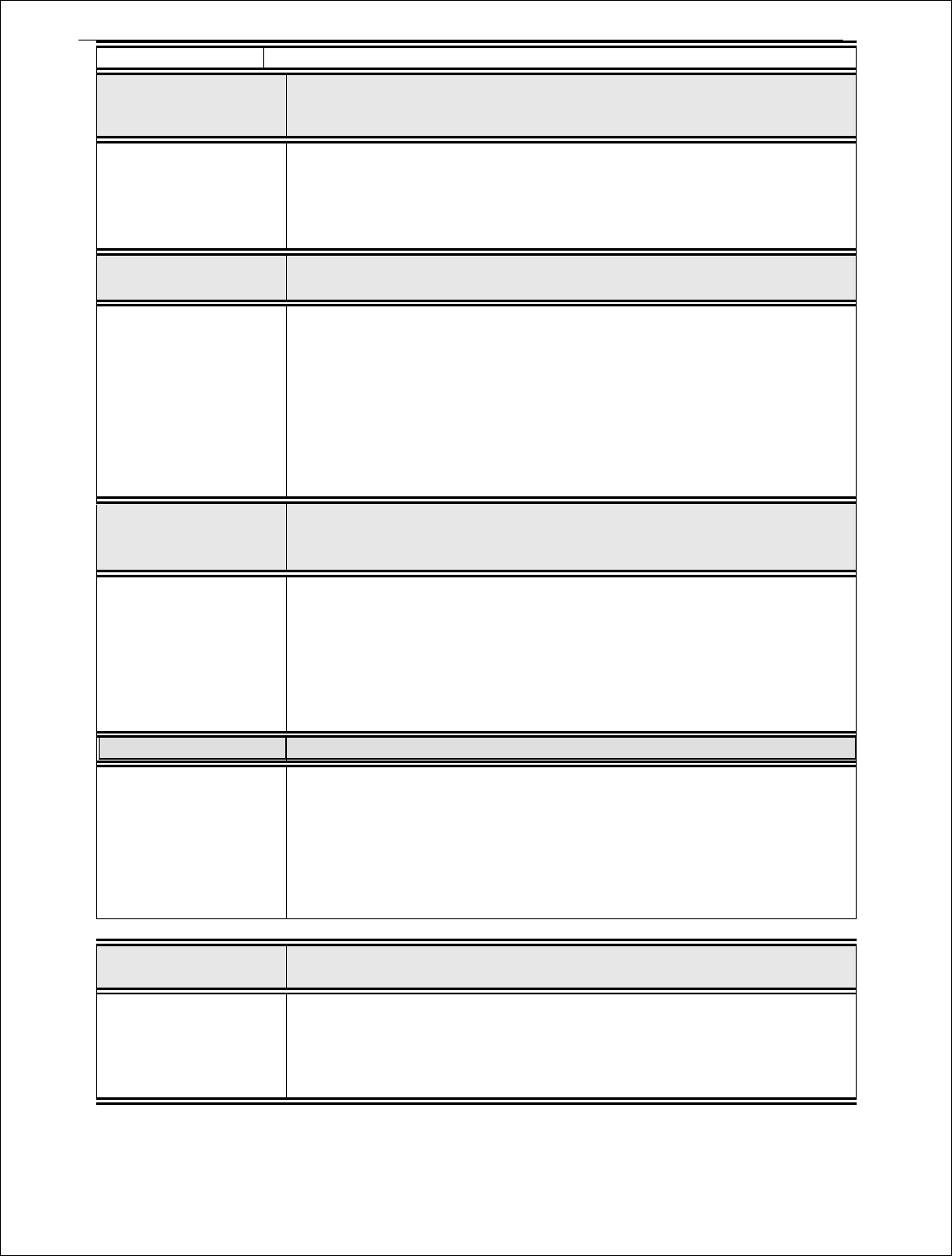
3、目视检查热电偶接线端子和控制板连接处是否短路。如果没有短路,参
照维护程序更换热电偶。(热电偶绝缘层可能磨损导致热电偶电线之间
短路。)
115
VIII
.
低氮气压力
检查:
A、压力开关
1、检查氮气主输入口附近的压力开关的设置。注意:以大流量充氮回
流炉时,输入压力可能降低。压力开关的设置必须将此考虑在内。
2、检查确认设备的氮气主气源开启,并以正确的压力和流量工作。
IX
.氧气
PPM
水平不稳
定或过高
检查:
确认回流炉顶盖完全关闭,助焊剂收集箱到位并牢固锁定。
氧气 PPM 读数不稳定的原因可能是以下一个或多个因素造成的:
a) 进口氮气压力过低(最低 1000PSI 或 6.89 bar)。
b) 回流炉中的氮气管道系统可能损坏,需要更换氮气软管。
c) 流量不足,需要调节流量计。
X.“
低排风
”
警告
/
报
警
检查:
警告信息: “排风能力不足,回流炉准备进入冷却程序”
报警信息: “低排风报警”
核实工厂排风系统具备足够的吸力。
验证排风开关的高低压管道正确连接并且牢固
在最初的工厂安装阶段,排风开关必需按照工厂排风能力进行正确的设
定。调节定位螺钉以匹配排风开关触发点的临界值。
XI. 加热区气流减小
检查:
A. 低电压
B. 次级电源
C. 马达
检查主电源.
故障排除指南,
I.A
部分
故障排除指南,
I.B
部分
如果马达处有电源,但是不能转动,请更换马达 (
参考维修指南
)
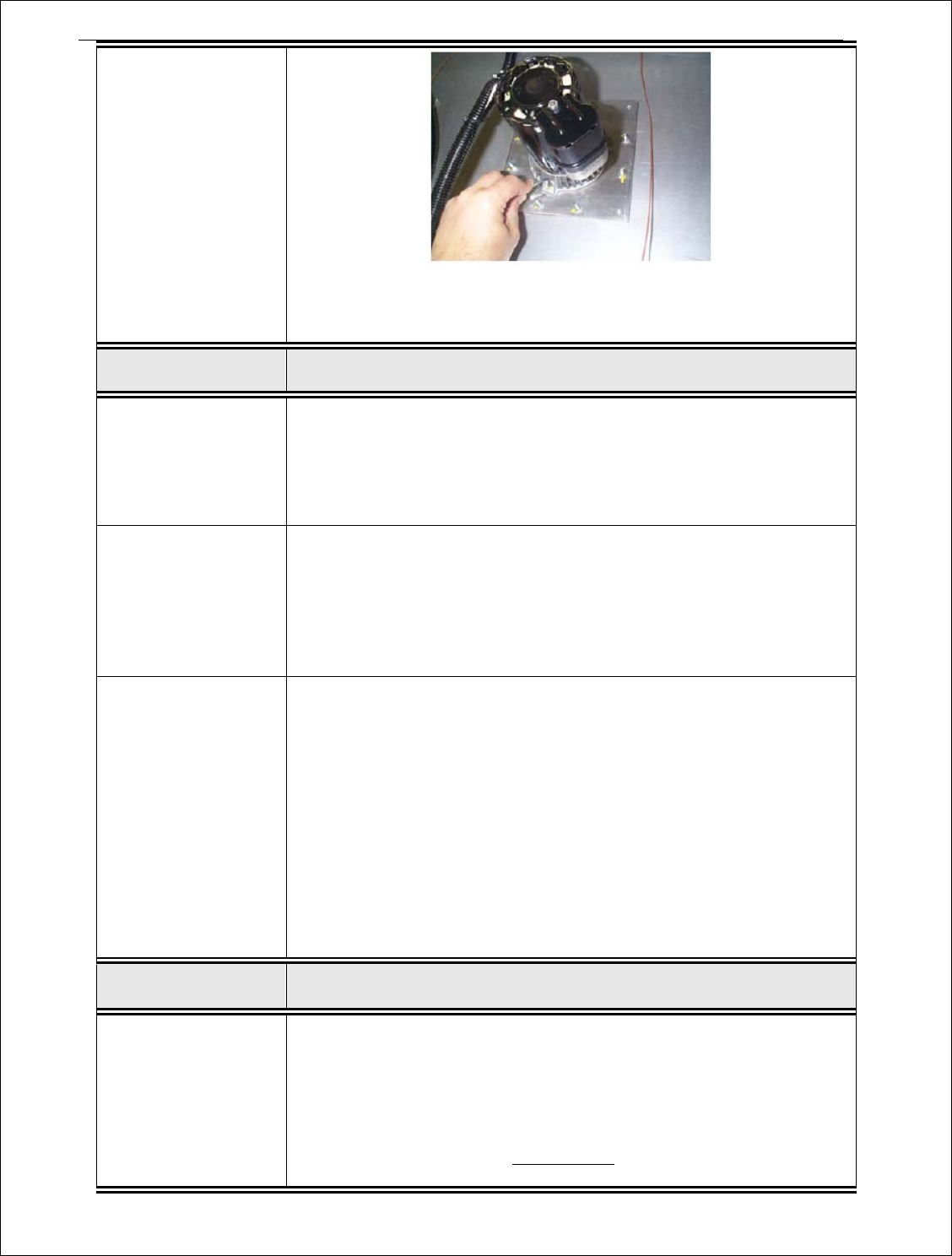
XII
.吹风马达噪音过大
检查:
如果在吹风马达上施加压力时,噪音会消失或产生变化,说明吹风马达
安装不正确。必须拧松吹风马达的安装螺栓,重新对准加以校正。
116
XIII.电路板冷却不充分
检查:
A
、空气回流炉
1、在空气冷却回流炉中,检查确认有足够的排气管连接至冷却模块的
排气口。(
参见设备安装部分
)
2、检查温度曲线(加热区设定和传送装置速度 )。
3、检查吹风马达速度控制的设定点。
B
、采用
Gen 5
助焊剂
分离系统的空气回流
炉。
1、在采用 Gen 5 助焊剂系统的空气冷却回流炉中,检查确认有足够的排
气管连接至冷却模块的排气口。(
参见设备安装部分
)。
2、检查确认助焊剂收集箱正确放置在冷凝基座单元上,而且两个微型
开关已激活。如果开关未激活,助焊剂排气吹风马达将不会起动。
3、检查板形标准(加热区设定点和传送装置速度 )。
4、检查吹风马达速度控制的设定点。
C
、氮气回流炉
G5.X
的助焊剂收集系
统
助焊剂收集冷却筒
(
COOL PIPE
)
1、在氮气回流炉中,检查确认有气体从助焊剂收集箱中返回。如果在
冷却区装有水冷选项,同时还须确认冷却水是否循环。
2、检查温度曲线(加热区设定和传送装置速度 )。
3、检查吹风马达速度控制的设定点。
4、对于 Gen-5 助焊剂系统,检查确认助焊剂收集箱正确放置在冷凝基
座单元上,而且两个微型开关已激活。如果开关未激活,助焊剂排
气吹风马达将不会起动。
5、如果装有 Gen-5 助焊剂系统,检查确认助焊剂收集箱的冷却吹风马
达正常工作。
6、 对于助焊剂收集冷却筒(COOL PIPE)系统,检查抽风马达运行、
热气管路连接和水路循环及水温的正常。
XIV
.软 件 无法运行或死
机
检查:
注意:检查确认您的 Windows 系统资源和设置足够用以运行您的程序。
(另
见
II.B
部分
)
1、 重新启动计算机,看是否问题仍然存在。
2、 如果重新启动计算机不能解决问题,则重新安装软件。
3、 关闭 KIC 等其它运行中的软件,看是否有影响。
4、 如果问题仍然存在,
联系工厂维修
。